Изобретение относится к литью металлов и сплавов преимущественно на медной основе, содержащих легкоокисляющиеся пленообразующие элементы (Al, Mn, Zn др.), в частности, алюминиевых бронз, куниалей и марганцовистых латуней. При непрерывном /полунепрерывном литье таких сплавов на заводах цветной металлургии разливку металла производят непосредственно из индукционных канальных печей открытой струей через направляющую воронку-литник в вертикальный кристаллизатор, а поверхность ванны в кристаллизаторе защищают покровом из сажистого углерода или солевого флюса. Такая "открытая" схема подвода металла в кристаллизатор позволяет использовать простую конструкцию разливочного узла и литейной оснастки (в сравнении со сложной схемой непрерывной разливки через ковш со стопором и последующим подводом металла в кристаллизатор по "закрытому" каналу).
При открытом движении металла к кристаллизатору неизбежно его окисление и образование поверхностной оксидной пленки. В особенности это проявляется при литье медных сплавов, содержащих легкоокисляющиеся пленообразующие элементы (Al, Mn, Zn и др.), причем при температурах литья этих сплавов (1000. . . 1200oC) образующиеся плены находятся в полутвердом состоянии. При движении металла по летке и далее в литник и кристаллизатор происходят разрывы поверхностной пленки и повторное окисление поверхности металла, при этом частицы плены накапливаются в литнике и на поверхности ванны в кристаллизаторе. Вследствие значительных сил сцепления пленки с металлом возникает опасность увлечения отдельных плен в глубину ванны, где их всплывание затруднено из-за повышенной вязкости металла и снижения его температуры в предкристаллизационном состоянии. Далее из-за сил сцепления при отрыве плены возможно "прилипание" к ее внутренней стороне "тонкого" слоя металла, который также окисляется с поверхности, а образующийся при этом конгломерат "оксид-металл-оксид" имеет значительно больший удельный вес, что дополнительно осложняет всплывание плен в ванне кристаллизатора. Поэтому при открытом литье сплавов, склонных к пленообразованию, важно создать благоприятные условия для рафинирования металла от плен.
На одном из отечественных заводов (ОАО "Красный выборжец", г.Санкт-Петербург") разливку простых и сложных алюминиевых бронз БрА 7, БрАН 6-2, БрАОЦ 5-1-5, марганцовистой латуни МНМц 50-10-5 и др. производят полунепрерывным методом по следующей технологии. Литник, в качестве которого используется графитошамотовый тигель ТГН-10 с высверленными донными отверстиями, устанавливают на кристаллизатор с небольшим углублением его донной части относительно верхнего среза кристаллизатора. При разливке металл вместе с увлекаемой из печи шлаковой пленкой перетекает по открытой летке в литник и далее через его отверстия поступает в кристаллизатор. В начальный период литья при медленном наполнении кристаллизатора (это необходимо для формирования затравочной части слитка), вследствие окисления с поверхности открытых струй и растекающегося по поддону металла, происходит интенсивное образование и дополнительное накопление плен в литнике и на всей поверхности ванны в кристаллизаторе. При подъеме уровня ванны до донной части литника на ее поверхности наводят защитный покров из сажистого углерода при литье алюминийсодержащих сплавов, либо из плавленой буры или октабората натрия при литье латуни и начинают вытягивание затвердевшей части слитка. По ходу литья уровень ванны в кристаллизаторе стремятся поддерживать чуть выше или в предельном случае на уровне донной части литника с тем, чтобы по возможности исключить повторное окисление металла и отделить часть плен (охлаждаясь они накапливаются в литнике в виде твердых образований). Другая часть плен увлекается с металлом в кристаллизатор, при этом они частично оседают на стенках отверстий литника, уменьшая тем самым проходное сечение отверстий. Это приводит к уменьшению скорости поступления металла в кристаллизатор и соответственно к снижению уровня ванны, что крайне нежелательно. Поэтому по ходу литья периодически (через 2...3 мин) прочищают отверстия литника металлическим прутком, а для удобства проведения этой операции приходится ограничивать высоту слоя металла в литнике (не более 10...15 мм).
Эта технология имеет ряд недостатков. Во-первых, из-за неизбежного скопления шлаковых образований в литнике происходит частичное разбрызгивание поступающей в литник струи металла и, как следствие, усиленное его окисление, что приводит к дополнительному накоплению шлака в литнике. Это не только осложняет процесс разливки (шлак переполняет литник, затруднена прочистка отверстий литника), но и повышает потери металла в шлаке. Во-вторых, при прочистке отверстий литника налипшие плены проталкиваются металлическим прутком вниз, в низкотемпературную зону ванны, что резко увеличивает опасность загрязнения слитка пленами. В-третьих, из-за зарастания отверстий литника пленами, даже при периодической их прочистке металлическим прутком весьма сложно обеспечить постоянную скорость литья и поддерживать постоянный уровень ванны в кристаллизаторе, а именно эти параметры определяют устойчивость процесса литья. В-четвертых, из-за наличия на поверхности ванны в кристаллизаторе большого количества шлаковых плен существует постоянная опасность загрязнения слитка вследствие затягивания крупных плен по стенкам кристаллизатора при возможных нарушениях процесса литья (изменении скорости литья, уровня ванны в кристаллизаторе и др.). Все это не позволяет достичь стабильного качества слитка по чистоте от плен и приводит к повышенной отбраковке прокатанного металла по этой причине (в частности, до 25...40% при поставке сплава БрАН 6-2 в крупных рулонах).
Известен способ непрерывной разливки стали, при котором металл поступает в подводящую воронку и далее через погружную огнеупорную трубу в кристаллизатор (Германн Э. "Непрерывное литье". М., 1961, с.704, рис. 1835). В этом случае отделение плен возможно лишь путем всплывания в воронке и отчасти в трубе, где этому препятствует противоток металла, который увлекает плены вниз в кристаллизатор. Поэтому данный способ неприменим для литья сплавов, содержащих пленообразующие элементы.
Известен способ непрерывной разливки, в котором металл подводят в кристаллизатор через сопло с боковыми отверстиями, помещенное внутри стационарно установленного цилиндрического воротника из огнеупорного материала, нижняя часть которого погружена в ванну кристаллизатора, а пространство над ванной герметизировано (Германн Э. "Непрерывное литье", М. , 1961, с.381, рис. 1107). Применение воротника гасит скорость вытекающего из сопла металла и обеспечивает тем самым относительно спокойное его поступление в глубину ванны. Это облегчает всплывание плен и неметаллических включений, причем всплывшая их часть удерживается внутри воротника, который выполняет таким образом одновременно функцию шлакоуловителя.
Известен способ непрерывной или полунепрерывной разливки сплавов на медной основе (Германн Э. Непрерывное литье. Государственное научно-техническое издательство по черной и цветной металлургии, М., 1961, с. 637, рис. 1684, с. 645-649), выбранный в качестве прототипа.
Известный способ включает подвод металла открытой струей в шлакоуловитель из огнеупорного материала и затем в кристаллизатор с вытягиванием из него слитка.
Способ, предлагаемый в качестве прототипа, имеет следующие недостатки.
Во-первых, в ванне шлакоуловителя отделение плен возможно лишь путем их всплывания, причем продолжительность этого процесса ограничена временем пребывания единичной порции металла внутри шлакоуловителя, что соответственно ограничивает возможности очистки металла от плен. Пропорциональное изменение глубины погружения шлакоуловителя со скоростью литья в способе-прототипе не дает дополнительного эффекта при всплывании плен, так как соответственно изменяется "время пребывания металла" внутри шлакоуловителя (он определяется отношением глубины погружения шлакоуловителя к скорости вытягивания слитка). Во-вторых, на поверхности ванны в шлакоуловителе неизбежно накопление шлаковых плен, увлеченных с металлом из печи и образующихся вновь вследствие его окисления, что при отсутствии специальных операций по удалению шлака из шлакоуловителя приведет практически к остановке литья.
Предлагаемое изобретение позволяет создать устойчивый процесс литья с рафинированием металла от плен.
Это достигается способом непрерывной или полунепрерывной разливки сплавов на медной основе, включающим подвод металла открытой струей в шлакоуловитель из огнеупорного материала и затем в кристаллизатор с вытягиванием из него слитка, причем в качестве шлакоуловителя используют глуходонный стакан с боковыми отверстиями, выполненными на нижнем придонном уровне и в верхней части его стенок, наводят защитный слой на поверхности ванны в кристаллизаторе после наполнения его металлом до донной части и осуществляют рафинирование металла от плен, при этом в стакан подают разжижающие шлаковые плены флюс и удаляют шлак через его нижние отверстия, и после подъема уровня металла в кристаллизаторе выше нижних отверстий стакана на поверхности столба металла в стакане наводят рафинирующий флюс до уровня верхних отверстий в стенках стакана, а в процессе вытягивания слитка для удаления шлака, находящегося выше верхних отверстий в стенках стакана, их периодически прочищают и частично удаляют и вновь наводят слой рафинирующего флюса в стакане, толщину которого поддерживают в пределах 0,2-0,8 от высоты столба металла, при этом отношение массы столба металла в стакане к массовой скорости литья составляет 2-10.
Разливают сплавы на медной основе, преимущественно содержащие легкоокисляющиеся пленообразующие элементы, например алюминий, марганец, цинк.
Верхние отверстия стакана периодически прочищают от шлака механическим путем.
При удалении шлака через нижние отверстия стакана их очищают от налипших плен механическим путем при удалении через них шлака.
После удаления шлака через нижние отверстия стакана удаляют шлак с поверхности ванны кристаллизатора механическим путем и осуществляют наведение нового защитного слоя на поверхности ванны.
Перед началом вытягивания слитка по периферии поверхности ванны подают разжижающий шлаковые плены флюс и очищают стенки кристаллизатора в верхней части ванны от налипших плен механическим путем.
Техническая сущность предлагаемого изобретения заключается в следующем.
В предлагаемом способе осуществлен комплекс операций, позволяющих производить по ходу литья рафинирующую флюсовую обработку металла в стакане, обеспечить последующее поступление металла в кристаллизатор под уровень ванны с изменением направления его движения и создать при этом благоприятные условия для всплывания плен в ванне, а перед началом основного периода литья произвести удаление из стакана шлаковых образований, накопившихся за начальный период литья открытой струей.
При вводе в стакан флюса, разжижающего шлак, например криолита, резко повышается его жидкоподвижность и становится возможным полностью удалить накопившейся шлак через нижние отверстия стакана (жидкоподвижный шлак "скачивается" вместе с металлом и одновременно в значительной степени очищает-промывает нижние отверстия стакана от налипших плен, что важно для свободного поступления металла в кристаллизатор в основной период литья). По времени эти операции следует производить после подъема уровня ванны до донной части стакана и наведения защитного покрова в кристаллизаторе и, учитывая что к этому моменту, с одной стороны, заканчивается период замедленного наполнения кристаллизатора и связанное с этим обильное пленообразование, а с другой, нижние отверстия стакана еще не погружены в ванну и остаются "открытыми" для свободного скачивания шлака вместе с металлом. Стекающий в кристаллизатор шлак смешивается с защитным покровом ванны, что повышает его вязкость, и скапливается в средней части ванны (то есть вдали от стенок кристаллизатора), и все это приводит к резкому снижению опасности затягивания шлаковых плен в слиток у стенок кристаллизатора.
Последующее поступление металла в кристаллизатор и повышение при этом уровня ванны проводит к погружению нижней части стакана в ванну кристаллизатора и тем самым к образованию столба металла в стакане. В дальнейшем, в основной период литья с вытягиванием слитка поступление металла в кристаллизатор происходит под уровень ванны.
При использовании в этот период стакана с глухим дном и наличии в нем постоянного столба металла и слоя рафинирующего флюса (например, солевого флюса на основе криолита) поступающая струя металла, проходя через слой флюса и столб металла в стакане и при обратном движении от его дна, вызывает активное перемешивание ванны, что многократно увеличивает контакт металла с флюсом и тем самым усиливает эффективность его обработки. Далее все это приводит к резкому снижению скорости струи, а при наличии вместо донных боковых нижних отверстий в стакане происходит изменение на 90o направления подвода металла в ванну кристаллизатора - с вертикального на горизонтальное. Это в сочетании со свободным, малонапорным характером поступления металла из стакана существенно облегчает всплывание плен в ванне кристаллизатора, причем подвод металла происходит под уровень ванны, защищенной покровом. В результате всего достигается эффективное отделение шлаковых плен и исключается повторное окисление металла.
Наличие в стакане верхних отверстий позволяет по ходу литья удалять через них часть шлака и отработанного флюса при их накоплении выше уровня отверстий. Для облегчения этого процесса верхние отверстия прочищают механическим путем, в частности металлическим прутком, и перемешивают при этом шлакофлюсовую смесь в стакане. Последующая добавка новой порции флюса в стакан приводит к частичному обновлению слоя флюса и соответственно к восстановлению его рафинирующей способности. Эти операции производятся периодически, что позволяет стабилизировать условия рафинирующей обработки металла флюсом и тем самым повысить надежность и эффективность очистки металла от плен.
В случае повышенной загрязненности металла пленами во избежание затягивания пленами нижних отверстий стакана и/или затягивания плен с поверхности ванны в слиток вводятся следующие дополнительные операции.
При очистке нижних отверстий стакана механическим путем, в частности, с помощью металлического прутка, достигается практически полное удаление налипших плен со стенок отверстий и тем самым надежно обеспечивается заданный скоростной режим литья. Эту операцию целесообразно производить одновременно с удалением шлака через нижние отверстия, и она проводится в случае, когда очистка-промывка нижних отверстий при обычном удалении жидкоподвижного шлака оказывается недостаточной.
При удалении (снятии) шлаковых плен с поверхности ванны кристаллизатора механическим путем, в частности, с помощью металлической пластины-скребка достигается практически полная ее очистка от плен и благодаря этому многократно снижается опасность затягивания плен с поверхности ванны в слиток. Эта операция производится после удаления шлака через нижние отверстия стакана, и она необходима в случае, когда за начальный период литья на поверхности ванны в кристаллизаторе накапливается большое количество шлака. Поскольку при снятии шлака вместе с ним удаляется значительная часть защитного покрова ванны, его необходимо обновить.
При даче флюса по периферии ванны в кристаллизаторе происходит разжижение шлака вблизи стенок кристаллизатора, что в сочетании с последующей очисткой его стенок механическим путем, в частности с помощью металлического прутка, обеспечивает надежное удаление со стенок налипших шлаковых плен. Эта операция осуществляется перед началом вытягивания слитка, и ее проведение весьма желательно при использовании в качестве защитного покрова ванны сажистого углерода, который одновременно служит "смазкой" при движении слитка в кристаллизаторе.
Выбор флюсов для разжижения шлака производиться с учетом состава "пленообразующих" окислов и температуры литья сплава. Такой флюс должен содержать компоненты, снижающие температуру плавления и вязкость шлака и позволяющие тем самым повысить его жидкоподвижность. Этому требованию при литье алюмосодержащих медных сплавов отвечает, в частности, криолит, а при литье латуней - флюсы, содержащие хлорид натрия. При разжижении шлака в стакане или кристаллизаторе флюс вводят малыми порциями и при необходимости замешивают в шлак, полученный эффект оценивается визуально. При этом расход флюса незначителен и не требуется его регламентация.
Для рафинирующего флюса важна его способность растворять и адсорбировать окисные плены. Она определяет эффективность флюсовой обработки и от нее во многом зависит периодичность обновления слоя флюса в стакане. Образующиеся при окислении медно-алюминиевых расплавов плены содержат в своей основе оксид алюминия, который хорошо растворим в криолите. Поэтому при литье указанных сплавов в качестве рафинирующего флюса в стакане используются криолит или экологически более приемлемые флюсы на его основе с пониженным содержанием летучего фторида алюминия. При литье латуней для офлюсовывания образующегося оксида цинка применяют флюсы, содержащие бораты натрия.
Отношение массы столба металла в стакане (P) к массовой скорости литья (Vm) в пределах от 2 до 10 выбрано на основании экспериментальных данных. Величина Vm помимо других факторов (теплопроводности металла, температуры литья и др.) зависит от площади сечения кристаллизатора, и при литье указанных выше сплавов в обычно применяемые кристаллизаторы диаметром 150...500 мм и сечением (120...300) х (400...800) мм массовая скорость литья по жидкому металлу составляет от 0,2 до 2 кг/с. Величину P можно задавать, выбирая стакан с различной площадью сечения и варьируя в нем высоту столба металла путем установки стакана на необходимую глубину ниже уровня ванны в кристаллизаторе. Как показало опробование, технологически удобно пользоваться стаканом (или несколькими стаканами в случае подачи металла несколькими струями), площадь внутреннего сечения которого (которых) составляет 10...30% от площади сечения кристаллизатора. При выборе высот столба металла в стакане (то есть глубины погружения нижних отверстий стакана в ванну) имеются определенные ограничения, связанные с формированием лунки металлической ванны. В основной период литья, во избежание размыва формирующейся корочки слитка в верхней части лунки, поступление металла из нижних отверстий стакана в ванну кристаллизатора должно происходить выше уровня лунки. Это ограничивает глубину погружения нижних отверстий в ванну и соответственно высоту столба металла в стакане, которая не должна превышать высоту цилиндрической части металлической ванны. Форма ванны зависит от выбранных параметров литья и теплопроводности металла, и при непрерывной/полунепрерывной разливке малотеплопроводных медных сплавов (к ним относятся все алюминиевые бронзы, куниали и латуни) высота цилиндрической части ванны составляет обычно 50...100 мм, а при ее уменьшении ниже 50 мм резко увеличивается опасность появления гофр на поверхности слитка из-за возможных (даже небольших) колебаний уровня ванны в кристаллизаторе. Это определяет максимально допустимую высоту столба металла в стакане, а минимальная ее величина определяется обязательным условием подвода металла в кристаллизатор под уровень ванны (практически не менее 5...10 мм). Учитывая, что отношение P/Vm характеризует время пребывания единичной порции металла в стакане, оно тем самым определяет продолжительность (D, сек) флюсовой обработки металла в стакане. Экспериментально установлено, что при величине этого отношения, равном 2 (D составляет 2 с), и при прочих благоприятных условиях достигается достаточно высокий эффект рафинирования металла от плен. С ростом отношения P/Vm продолжительность флюсовой обработки увеличивается и эффективность рафинирования при этом повышается. Вместе с тем, в связи с увеличением относительной массы металла в стакане появляются определенные технологические трудности при обслуживании стаканов (увеличивается масса стакана, снижается его стойкость и др.). Принимая, что для флюсовой обработки металла в стакане во всех случаях вполне достаточно 10 с, увеличивать отношения P/Vm выше 10 нецелесообразно.
Отношение толщины слоя рафинирующего флюса к высоте столба металла от 0,2 до 0,8 выбрано из следующих соображений. Эффективность флюсовой обработки металла в стакане при выбранном составе рафинирующего флюса и отношении P/Vm зависит от массовой доли флюса по отношению к металлу. В производственных условиях вместо соотношения массы флюса и массы металла в стакане удобнее пользоваться отношением толщины слоя флюса (h) к высоте столба металла (H), поскольку эти параметры легко контролировать по ходу литья. Экспериментально установлено, что при литье медных сплавов, содержащих пленообразующие элементы (Al, Mn, Zn), с использованием в стакане указанных выше рафинирующих флюсов заметная очистка металла от шлаковых плен достигается уже при отношении h/H не менее 0,05. При этом массовая доля флюса в стакане в начальный момент составляет примерно 2% от массы металла (при условии, что плотность флюсов примерно в три раза меньше плотности обрабатываемых расплавов). По мере насыщения флюса пленами активная часть флюса в стакане уменьшается, а после ввода его новой порции она частично восстанавливается (слой флюса периодически обновляют на 20...40%). Учитывая это, нижний предел отношения h/H принят равным 0,2. Увеличивать это отношение более 0,8 нецелесообразно по технологическим причинам (неоправданное повышение расхода флюса, взаимодействие с материалом стакана и др.). При выбранном составе рафинирующего флюса и толщине его слоя в стакане расход флюса зависит от степени загрязненности металла пленами и принятой периодичности обновления флюса в стакане. Порядок обновления слоя флюса в стакане (масса вводимых порций, частота удаления шлака и др.) определяется опытным путем применительно к конкретным условиям литья.
Стакан изготавливают из огнеупорного материала, учитывая высокую агрессивность криолитосодержащих флюсов, лучшим материалом является графит и особенно силицированный графит, обладающий повышенной механической прочностью и теплостойкостью. Нижние отверстия в стакане выполняют вдоль его донной части, что обеспечивает в конце литья возможность полного слива металла и удаления шлака из стакана. Сечение нижних и верхних отверстий в стакане может иметь произвольную форму (в частности, круглую, овальную или прямоугольную), а верхние отверстия, кроме того, могут быть выполнены в виде разъемов до самого верха стенок, что облегчает удаление шлака. Нижние отверстия стакана выполняют с суммарным сечением, при котором обеспечивается возможность литья с заведомо большей, чем рабочая величина скорости, что гарантирует свободное поступление металла в ванну кристаллизатора и их взаимосвязь как сообщающихся сосудов. Расстояние от дна до нижней кромки верхних отверстий в стакане определяют как сумму выбранной высоты столба металла и толщины слоя рафинирующего флюса. При разливке сплавов, близких по теплопроводности и параметрам литья, можно использовать стаканы, имеющие одинаковое расстояние от дна до верхних отверстий, подбирая при этом величины H и h таким образом, чтобы их сумма соответствовала расстоянию от дна до верхних отверстий.
Предлагаемый способ имеет следующие отличительные признаки:
- применена направляющая воронка-шлакоуловитель новой конструкции в виде стакана с глухим дном и боковыми отверстиями на 2-х уровнях (нижнем - для подвода металла в кристаллизатор и верхнем - для удаления шлака), что позволяет использовать стакан как специальную емкость для рафинирующей обработки металла флюсом по ходу литья;
- применен флюс для разжижения в стакане шлаковых плен, накопившихся за начальный период разливки открытой струей, и введена операция по удалению (скачиванию) шлака через нижние отверстия стакана в кристаллизатор перед началом основного периода литья;
- изменено направление подвода металла (с вертикального на горизонтальное) и обеспечено свободное поступление металла в ванну кристаллизатора ниже ее уровня, что способствует лучшему отделению (всплыванию) плен в ванне и исключает повторное окисление металла;
- применен рафинирующий флюс для отделения шлаковых плен в стакане и введена операция по его периодическому обновлению по ходу литья;
- введена операция по удалению шлака через верхние отверстия стакана по ходу литья, она производится периодически, при накоплении шлака выше уровня этих отверстий;
- при необходимости вводятся дополнительные операции: очистка нижних отверстий стакана механическим путем; удаление-снятие шлака с поверхности ванны кристаллизатора механическим путем; разжижение шлаковой пленки вблизи стенок кристаллизатора и последующая их очистка механическим путем.
Примеры осуществления способа:
Сплавы выплавляли в канальной печи с открытой леткой и разливали полунепрерывным методом в плоский кристаллизатор разного сечения. Перед разливкой в кристаллизатор снизу вводили поддон, а сверху помещали стакан, закрепленный в металлической державке, которая с помощью опорных приспособлений устанавливалась на кристаллизатор. Стаканы изготавливали из стандартного тигля марки ГЗ-00-27 (силицированный графит) и обычного графитового тигля с площадью рабочего (внутреннего) сечения соответственно 80 см2 и 183 см2, в стенках стаканов на уровне дна просверливали по диагонали два нижних отверстия диаметром 25. ..30 мм, а над ними в верхней части стенок прорезали два овальных отверстия с большой осью длиной 50...60 мм. Стакан устанавливали против леточного желоба, симметрично по отношению к стенкам кристаллизатора, с расположением отверстий стакана в сторону его узких стенок, а заглубление нижних отверстий стакана относительно рабочего уровня ванны в кристаллизаторе (и, тем самым, высоту столба металла в стакане) задавали в каждом случае за счет установки пластин различной толщины под опоры державки. Полученные слитки прокатывались до толщины 3...5 мм со сверткой в рулон (наличие плен допускалось лишь вблизи краев полосы при условии удаления дефектов с обрезью кромок и концов полосы в пределах допуска по ширине и массе рулона).
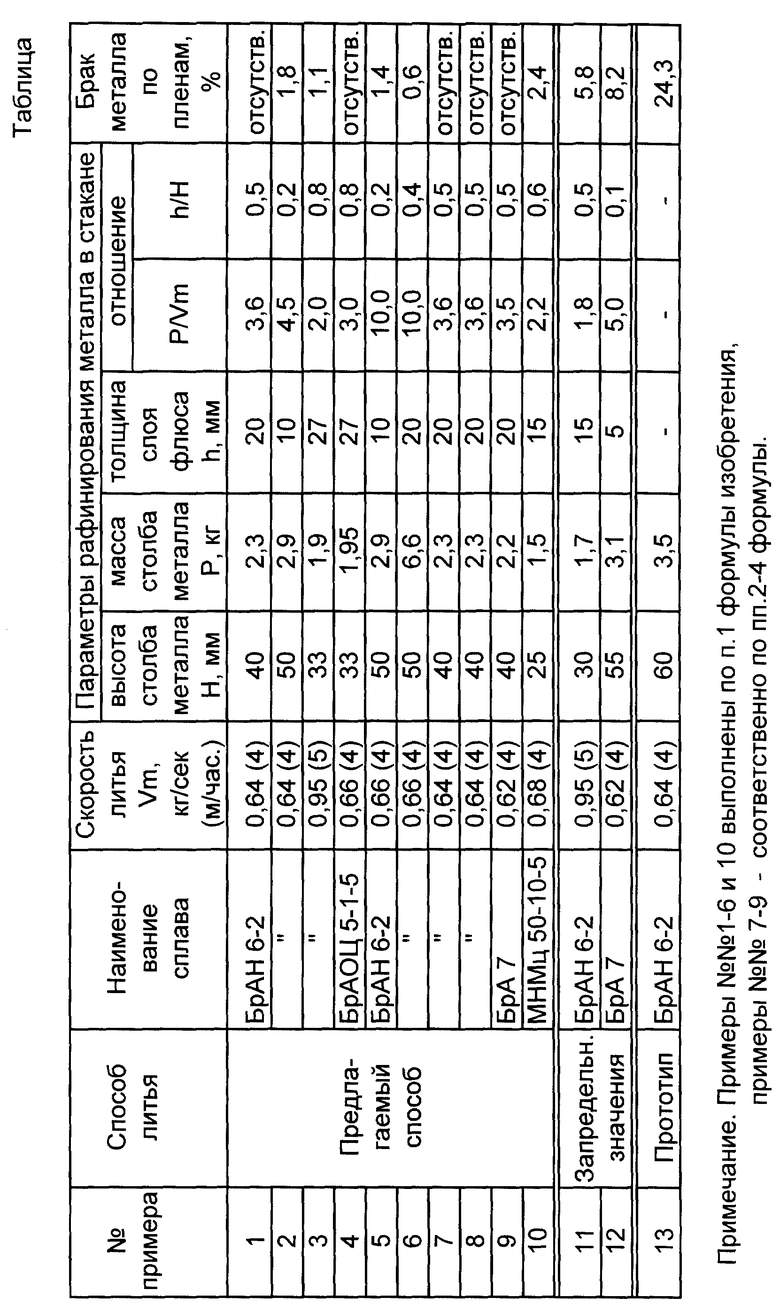
Пример 1. Отливку слитка сплава БрАН 6-2 производили полунепрерывным методом в кристаллизатор сечением 160 х 500 мм с рабочей скоростью 4 м/ч, что соответствует массовой скорости литья Vm, равной 0,64 кг/с (плотность жидкого металла 7,2 г/см3). Использовали стакан сечением 80 см2 и расстоянием от дна до верхних отверстий 60 мм. Стакан устанавливали с заглублением его нижних отверстий, обеспечивающим при рабочем уровне ванны в кристаллизаторе высоту столба металла в стакане 40 мм. В начальный период при медленной разливке открытой струей металл из печи вместе с увлеченной шлаковой пленкой переливали в стакан и далее через его нижние отверстия в кристаллизатор (при этом значительная часть увлеченного шлака и вновь образующихся окисных плен остается и накапливается в стакане, частично оседает на стенках вблизи нижних отверстий стакана, постепенно затягивая их, а в кристаллизаторе также идет заметное окисление металла с открытой поверхности, что приводит к образованию большого количества шлаковых плен по всей поверхности ванны). По наполнении кристаллизатора металлом до донной части стакана засыпали на поверхность ванны защитный слой сажистого углерода и произвели совместно несколько операций: ввели в стакан отдельными порциями криолит (что обеспечило резкое снижение вязкости шлака), перемешали содержимое стакана стальным прутком и в несколько приемов удалили шлак через нижние отверстия стакана в кристаллизатор. Далее, после подъема уровня ванны в кристаллизаторе до рабочей отметки с образованием в стакане столба металла высотой 40 мм (при этом величина P составила 2,3 кг), на его поверхности навели рафинирующий флюс на основе криолита высотой до уровня верхних отверстий (толщина слоя флюса 20 мм) и начали вытягивание слитка с небольшой скоростью. После выхода затравки из кристаллизатора повысили скорость литья до рабочего значения и увеличили одновременно подачу металла в кристаллизатор для поддержания постоянного уровня ванны в нем. По ходу литья периодически, по мере накопления шлака в стакане выше уровня верхних отверстий, производили их прочистку стальным прутком, удаляли "избыточную" часть шлака и отработанного флюса через эти отверстия и обновляли частично слой рафинирующего флюса в стакане путем ввода новой порции флюса. Параметры рафинирующей обработки металла в стакане: отношение P/Vm составляло 3,6 и отношение h/H составляло 0,5. Получен слиток длиной 2,2 м, при его прокатке до готового рулона брак металла по пленам отсутствовал.
Пример 2. В условиях примера 1 устанавливали стакан с заглублением его нижних отверстий, обеспечивающим столб металла в стакане высотой 50 мм (P равно 2,9 кг, а отношение P/Vm равно 4,5). При наведении в стакане рафинирующего флюса толщина его слоя составила 10 мм (отношение h/H равно 0,2). Отлит слиток длиной 2,1 м, брак проката по пленам составил 1,8% (повышенная обрезь).
Пример 3. В условиях примера 1 отливку производили в кристаллизатор сечением 160 х 600 мм с рабочей скоростью 5 м/ч или 0,95 кг/с. Стакан устанавливали с заглублением его нижних отверстий, обеспечивающим столб металла в стакане высотой 33 мм (P равно 1,9 кг, отношение P/Vm равно 2). При наведении в стакане рафинирующего флюса толщина его слоя составила 27 мм (отношение h/H равно 0,8). Получен слиток длиной 2,1 м, брак проката по пленам составил 1,1% (повышенная обрезь).
Пример 4. В условиях примера 3 отливали сплав БрАОЦ 5-1-5 в кристаллизатор сечением 160 х 500 мм с рабочей скоростью 4 м/ч или 0,66 кг/с (плотность жидкого металла 7,4 г/см3), при этом величина P составляла 1,95 кг, а отношения P/Vm и h/H равнялись соответственно 3,0 и 0,8. Получен слиток длиной 2,1 м, брак проката по пленам отсутствовал.
Пример 5. В условиях примера 1 отливку слитка производили в кристаллизатор сечением 220 х 500 мм с рабочей скоростью 3 м/ч или 0,66 кг/с. Использовали стакан сечением 183 см2 и расстоянием от дна до верхних отверстий 60 мм. Стакан устанавливали с заглублением нижних отверстий, обеспечивающим столб металла в стакане высотой 50 мм (P равно 6,6 кг, отношение P/Vm равно 10). При наведении в стакане рафинирующего флюса толщина его слоя составила 10 мм (отношение h/H равно 0,2). Получен слиток длиной 2,5 м, брак проката по пленам составил 1,4% (повышенная обрезь).
Пример 6. В условиях примера 5 использовали стакан с расстоянием от дна до верхних отверстий 70 мм. Стакан устанавливали с тем же заглублением его нижних отверстий (50 мм), так что величина P осталась той же 6,6 кг и отношение P/Vm, соответственно 10. При наведении в стакане рафинирующего флюса толщина его слоя составила 20 мм (отношение h/H равно 0,4). Получен слиток длиной 2,5 м, брак проката по пленам составил 0,6% (повышенная обрезь кромок).
Пример 7. В условиях примера 1 при удалении шлака через нижние отверстия стакана очищали стенки этих отверстий от налипших плен стальным прутком. Параметры рафинирования металла те же. Отлит слиток длиной 2,2 м, брак проката по пленам отсутствовал.
Пример 8. В условиях примера 1 после удаления шлака через нижние отверстия стакана удалили (сняли) шлак с поверхности ванны в кристаллизаторе с помощью стального скребка-ложки и засыпали дополнительно порцию сажистого углерода на поверхность ванны. Параметры рафинирования металла те же. Отлит слиток длиной 2,2 м, брак проката по пленам отсутствовал.
Пример 9. В условиях примера 1 отливали сплав БрА 7 (плотность жидкого металла 7,0 г/см3) с рабочей скоростью 4 м/ч или 0,62 кг/с, перед началом вытягивания слитка засыпали в кристаллизатор по периферии ванны разжижающий флюс-криолит и очистили стальным прутком стенки кристаллизатора в верхней части ванны. Величина P составила 2,2 кг, а отношения P/Vm и h/H соответственно 3,5 и 0,5. Получен слиток длиной 2,1 м, брак проката по пленам отсутствовал.
Пример 10. В условиях примера 1 отливали сплав МНМц 50-10-5 с рабочей скоростью 4 м/ч или 0,68 кг/с (плотность жидкого металла 7,7 г/см3) и использовали стакан с расстоянием от дна до верхних отверстий 40 мм. Стакан устанавливали с заглублением его нижних отверстий, обеспечивающим столб металла в стакане высотой 25 мм (небольшое погружение стакана в ванну кристаллизатора выбрано с целью подвода металла ближе к поверхности ванны и повышения за счет этого температуры покровного флюса). Покровным флюсом служила плавленая бура, для разжижения шлака в стакане применяли солевой флюс с хлоридом натрия, в качестве рафинирующего флюса использовали октаборат натрия. При наведении в стакане рафинирующего флюса толщина его слоя составила 15 мм. В этом примере величина P составляла 1,5 кг, а отношения P/Vm и h/H равнялись соответственно 2,2 и 0,6. Получен слиток длиной 2,5 м, брак проката по пленам составил 2,4% (повышенная обрезь).
Пример 11. В условиях примера 3 использовали стакан с расстоянием от дна до верхних отверстий 45 мм. Стакан устанавливали с заглублением его нижних отверстий, обеспечивающим столб металла в стакане высотой 30 мм (P равно 1,7 кг, отношение P/Vm равно 1,8), а при наведении в стакане рафинирующего флюса толщина слоя флюса составила 15 мм (отношение h/H равно 0,5). Отлит слиток длиной 2,5 м, брак проката по пленам составил 5,8% (повышенная обрезь).
Пример 12. В условиях примера 1 отливали сплав БрА 7 (плотность жидкого металла 7,0 г/см3) с рабочей скоростью 4 м/ч или 0,62 кг/с). Стакан устанавливали с заглублением его нижних отверстий, обеспечивающим столб металла в стакане высотой 55 мм (P равно 3,1 кг, отношение P/Vm равно 5). При наведении в стакане рафинирующего флюса толщина его слоя составила 5 мм (отношение h/H равно 0,1). Получен слиток длиной 2,1 м, его прокатку из-за наличия плен производили на тонкий размер с вырезкой дефектных участков металла, при этом брак проката по пленам составил 8,2%.
Пример 13 (прототип). Отливали сплав БрАН 6-2 в кристаллизатор сечением 160х500 мм с рабочей скоростью 4 м/ч. В качестве направляющей воронки-шлакоуловителя использовали графитовый тигель с высверленным дном, который устанавливали в кристаллизаторе с углублением его нижней части, обеспечивающим при рабочем уровне ванны в кристаллизаторе высоту столба металла в шлакоуловителе, равную 60 мм. В начальный период, при медленной разливке металла открытой струей, в кристаллизаторе на поверхности образующейся ванны накапливалось большое количество шлаковых плен, и при последующем подъеме уровня ванны часть их оказывалась на поверхности столба металла внутри шлакоуловителя. По ходу литья накопление плен в шлакоуловителе увеличивалось, часть их превратилась в твердые шлаковые образования, что осложняло процесс литья. Получен слиток длиной 2,1 м, на его поверхности имелись отдельные шлаковые включения (очевидно, плены затягивались с поверхности ванны у стенок кристаллизатора). При прокатке слитка, несмотря на удаление поверхностных дефектов механической выборкой, не удалось получить качественную (без плен) поверхность полосы, а при ее последующем переделе на тонкий размер с вырезкой дефектных участков металла брак по пленам составил 24,3%.
Результаты примеров приведены в таблице.
Предлагаемый способ позволяет производить эффективную очистку металла от шлаковых плен и стабилизировать процесс литья, что обеспечивает повышение качества металла и увеличение выхода годного.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2148469C1 |
| СПОСОБ ВЫПЛАВКИ СПЛАВОВ НА ОСНОВЕ МЕДИ | 2000 |
|
RU2167214C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ МАГНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2190679C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ СЛИТКОВ | 1990 |
|
RU2021871C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043842C1 |
| СПОСОБ ПЕРЕРАБОТКИ РАДИОКТИВНЫХ ОТХОДОВ, ОБРАЗУЮЩИХСЯ В ПРОЦЕССЕ РАЗРУШЕНИЯ ОБЛУЧЕННЫХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРОВ НА БЫСТРЫХ НЕЙТРОНАХ, МЕТОДОМ ИНДУКЦИОННОГО ШЛАКОВОГО ПЕРЕПЛАВА В ХОЛОДНОМ ТИГЛЕ | 2018 |
|
RU2765028C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2109593C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА КОМПАКТНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152447C1 |
Изобретение относится к литью сплавов, содержащих пленообразующие элементы, в частности алюминиевых бронз. Сущность изобретения: в погружном глуходонном стакане с боковыми нижними и верхними отверстиями производится рафинирующая обработка металла флюсом с последующим его подводом в кристаллизаторе под уровень ванны. Перед погружением стакана в ванну на ее поверхности наводят защитный покров, дают в стакан флюс, разжижающий шлак, и производят его удаление через нижние отверстия стакана. После погружения стакана на поверхности столба металла в нем наводят рафинирующий флюс до уровня верхних отверстий. По ходу литья периодически прочищают эти отверстия механическим путем, удаляют при этом накопившийся выше них шлак и обновляют частично слой флюса в стакане. Лучшие условия достигаются при отношении массы столба металла в стакане к массовой скорости литья в пределах 2-10 и отношении толщины слоя флюса к высоте столба металла в стакане в пределах 0,2-0,8. Способ обеспечивает повышение чистоты металла от плен и увеличение выхода годного металла. 5 з.п.ф-лы, 1 табл.
| Германн Э | |||
| Непрерывное литье | |||
| - М.: Государственное научно-техническое издательство по черной и цветной металлургии, 1961, с.637, рис.1684, с.645 - 649 | |||
| Реверсивный привод | 1987 |
|
SU1456661A1 |
| US 3672430 C, 27.06.72 | |||
| Способ непрерывного литья меди и сплавов на медной основе | 1987 |
|
SU1526891A1 |
| Способ полунепрерывного литья слитков цветных металлов | 1983 |
|
SU1122407A1 |
| Непрерывные способы получения литых заготовок для производства полуфабрикатов из цветных металлов | |||
| Способы непрерывного литья меди и сплавов на ее основе | |||
| - М., 1973, с.32 - 40. | |||
