Известны устройства для формования изделий литьем под давлением из литейных, типа керамических, масс, включающее форму и заливочный резервуар, в который подают литейную массу для заполнения форм через литники.
В настоящее время при литье под давлением керамических изделий скорость впуска литейной массы в полость формы часто оказывается избыточной. При отсутствии в полости формы или литнике тормозящих сопротивлений, например узких зазоров между стенками формы, возникает опасность фонтанирования расплава, что приводит к неправильному заполнению формы и к появлению различных дефектов. Во избежание этого в устройствах для формования изделий применяют систему двух давлений: низкого - при заполнении формы и высокого - на стадии кристаллизации отливки, когда повышение давления благоприятствует получению плотных отливок. Однако эти системы сложны, дороги и ненадежны в эксплуатации.
Предложенное устройство позволяет отливать изделия при медленном заполнении формы и возрастающем давлении массы с целью получения плотной отливки. Достигается это тем, что заливочный резервуар выполнен с впускным отверстием в дне и верхний уровень его полости расположен выше уровня выпускного отверстия формы.
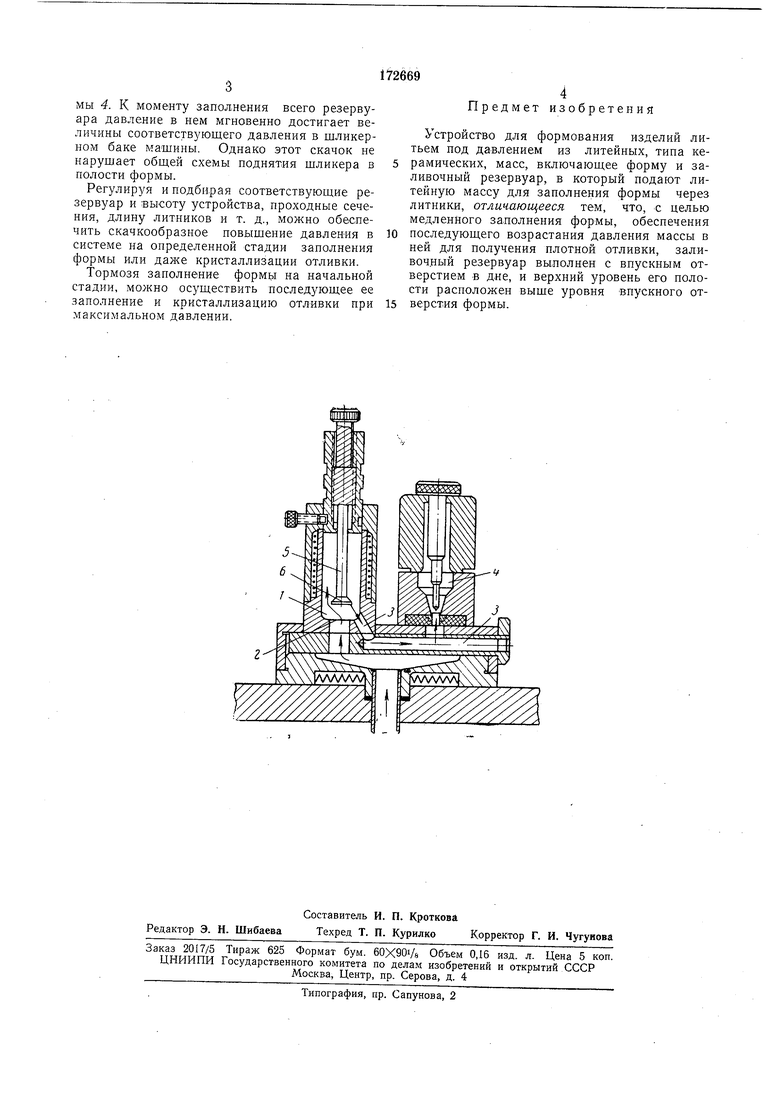
На чертеже показано предлагаемое устройство в разрезе.
5 Устройство представляет собой вспомогательный резервуар, установленный на столе литейной машины. В дне резервуара /, около впускного отверстия 2, находятся литники 3, сообщающиеся с полостью формы 4. У отверстия 2 установлен шток 5 с отражательной головкой 6, отбрасывающей первую же порцию расплава в литник 5. Для эффективной работы устройства вход литника в полость формы должен быть расположен ниже уровня верхней границы резервуара. При поступлении струи расплава под высоким давлением в резервуар она штоком с отражательной головкой направляется в систему литников 3, питающих форму 4.
0 Одновременно в резервуаре поднимается уровень расплава. Вначале расплав из литника 3 выходит под незначительным давлением, соответствующем гидростатическому давлению в частично заполненном резервуаре. По мере заполнения резервуара давление в полости формы плавно возрастает, в соответствии с ростом гидростатического давления. Па этой стадии расплав поступает в форму с малой литейной скоростью, что обеспечивает
мы 4. К моменту заполнения всего резервуара давление в нем мгновенно достигает величины соответствующего давления в шликерном баке машины. Однако этот скачок не нарушает общей схемы поднятия шликера в полости формы.
Регулируя и подбирая соответствующие резервуар и высоту устройства, проходные сечения, длину литников и т. д., можно обеспечить скачкообразное повышение давлен-ия в системе на определенной стадии заполнения формы или даже кристаллизации отливки.
Тормозя заполнение формы на начальной стадии, можно осуществить последующее ее заполнение и кристаллизацию отливки при максимальном давлении.
Предмет изобретения
Устройство для формования изделий литьем под давлением из литейных, типа керамических, масс, включающее форму и заливочный резервуар, в который подают литейную массу для заполнения формы через литники, отличающееся тем, что, с целью медленного заполнения формы, обеспечения
последующего возрастания давления массы в ней для получения плотной отливки, заливочный резервуар выполнен с впускным отверстием в дне, и верхний уровень его полости расположен выще уровня впускного отверстия формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2005 |
|
RU2319577C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| Способ литья под давлением и машина для его осуществления | 1981 |
|
SU1287976A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ЛИТЬЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ТУРБИН | 2016 |
|
RU2630104C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1996 |
|
RU2093305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |
