1
Изобретение относится к оборздованню .для обработки проката.
Известны ножницы для резки jmcTOBoro матери алапо авт.св. №389894, содержащие кеподаижньа нож, закрепленный на траверсе, и подвижный нож, установленный на суппорте, перемещаемом по вертикальным направляющим станины под действием приводного клинового механизма в виде двух клиньев, один из которых жестко связан с суппортом ножниц, а другой жестко закреплен на и его скос имеет наклон в сторону, противоположную скосу клина, связанного с суппортом.
Такие ножницы неудобны тем, что в них трудно производить смену нсжей.
Оишчительной особенностью предлагаемых ножниц является то, что суппорт подвижного ножа связан с вертикальными направляющими станины посредством составных обойм, а неподвижный нож закреплен на траверсе при помоши дополнительного суппорта, установленного с возможностью возвратно-поступательного перемещения от индивидуального привода парадаельно режущим кромкам ножей и соединенного с основным суппортом посредством рюгулг уемых подвесов, шарпирно закрепленных на основном суппорте.
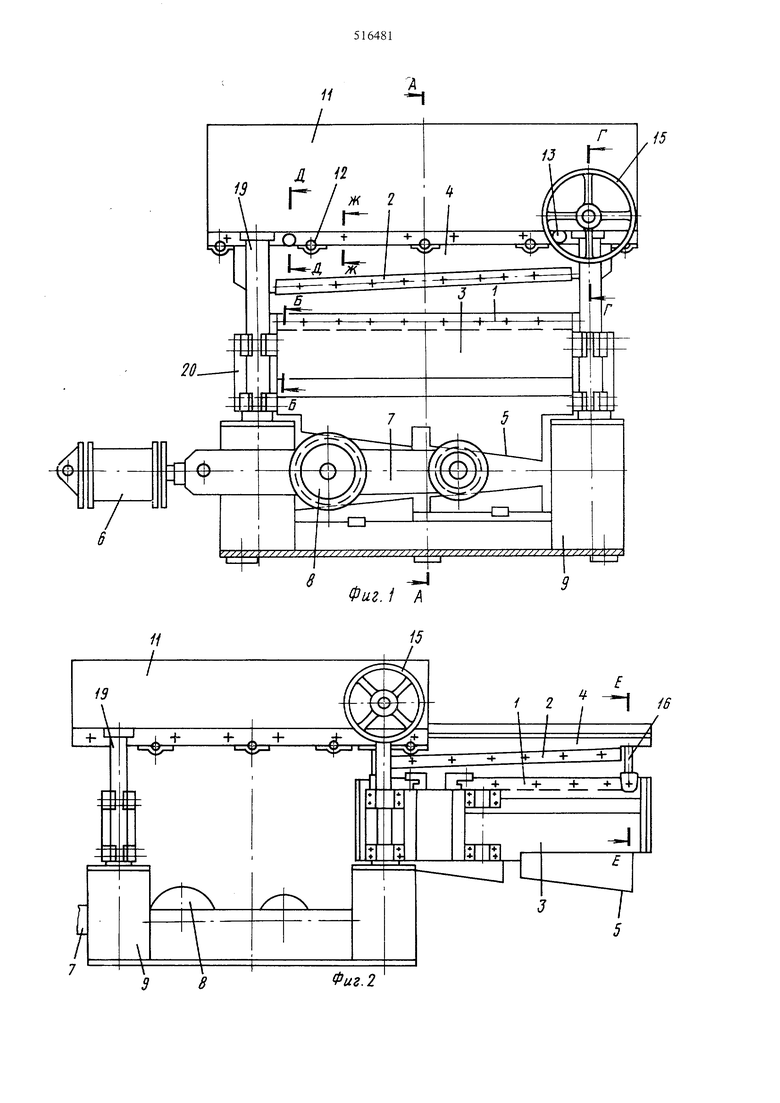
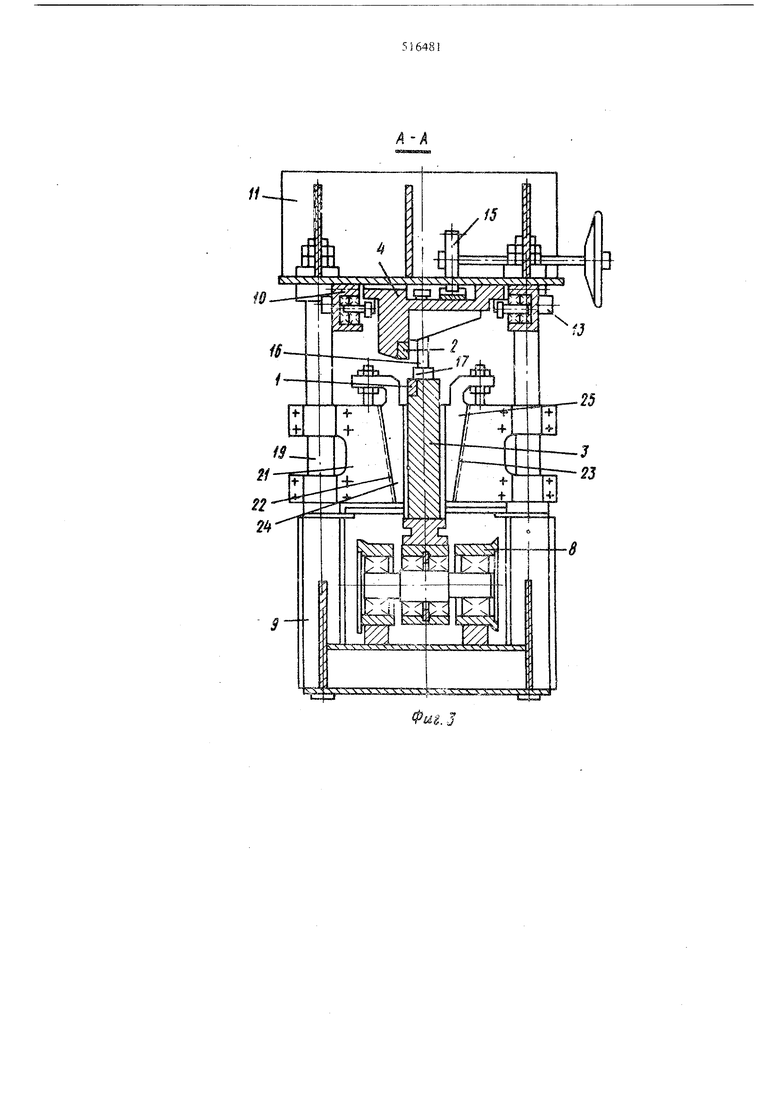
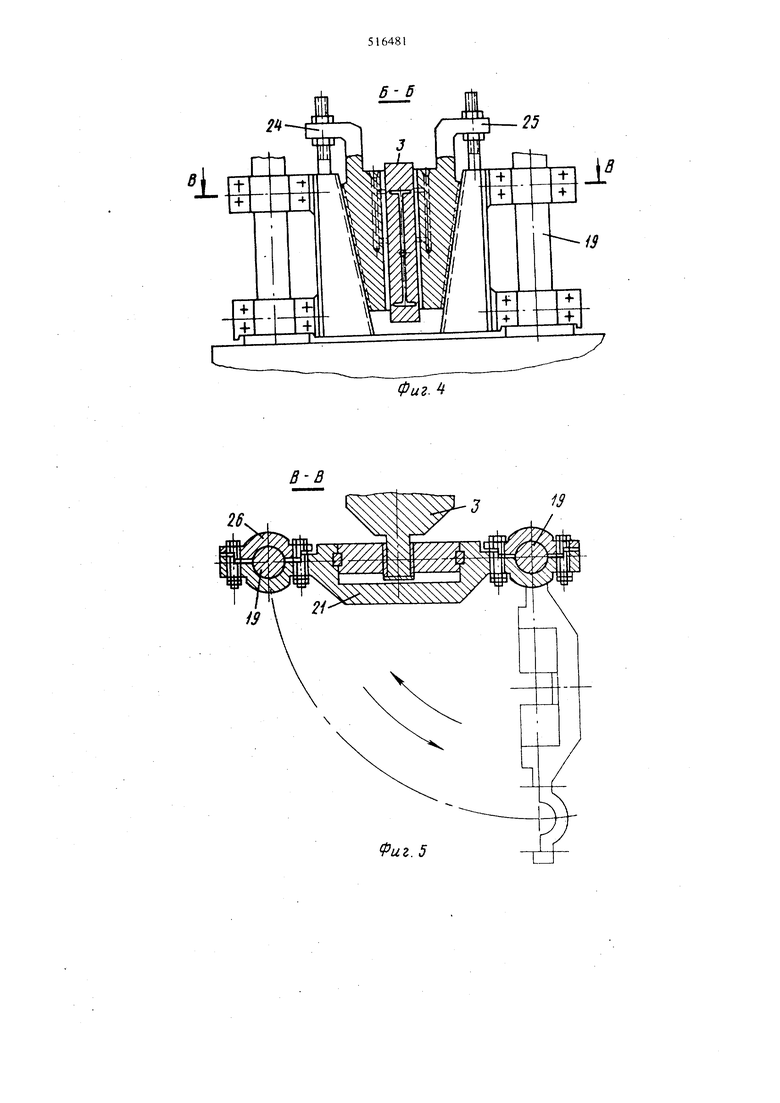
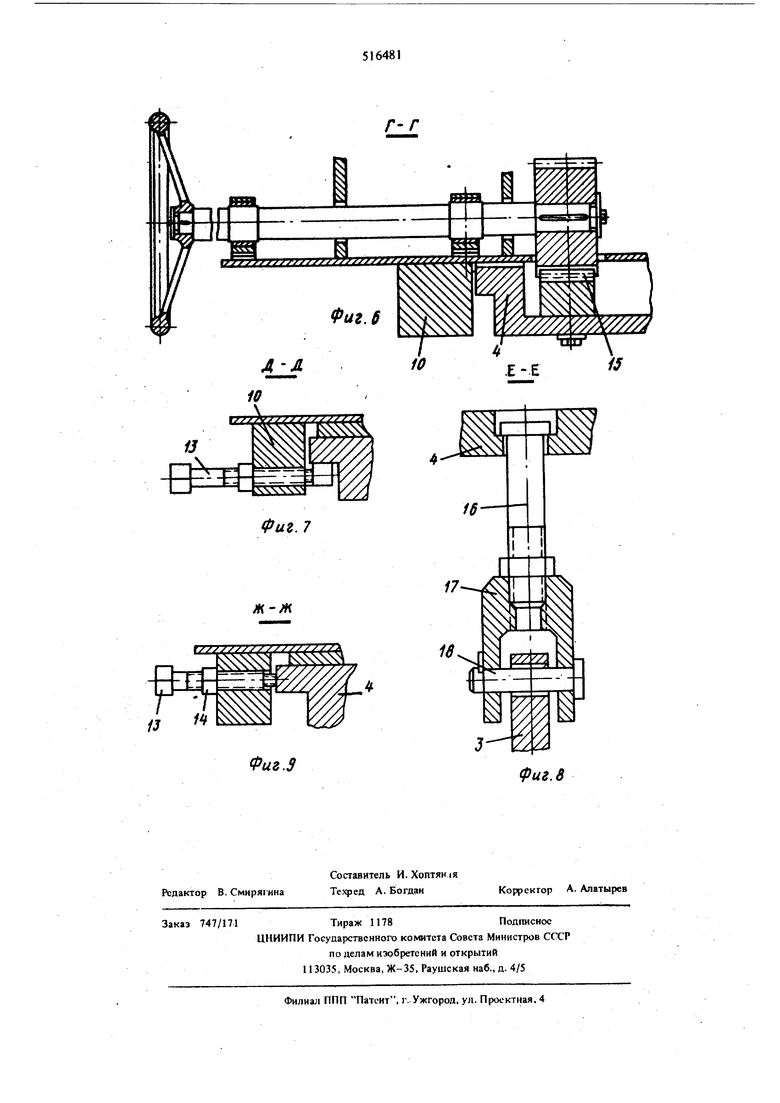
На фиг. показаьы пре;щагаемые и рабочем положеш к; на фиг. 2 - то же, вид при смене ножей; на фиг. 3 - разрез по А-А на фиг. 1; нл фиг. 4 - разрез по Б-Б на фиг. 1; на фиг. 5 - разрез по В-В на фиг. 4; на фиг. 6 - по Г-Г на фиг. 1; на фнг. 7 - разрез по Д-Д на фиг. 1; на фиг. о - разрез по Е-Е на фиг. 2; на фиг. 9 - разрез поЖ-Жнафнг. I.
Подвижный нож 1 и неподвижный нож 2 закреплены соответственно на приводном основном суппорте 3 и неприводном дополнительном суппорте 4. Приводной сзатпорт 3 опирается при помощи пружинного устройства (на чертежах не показано) расположеюяыми снизу наклонными lioBepxнocтя a 5 на сидяище Б связанном с гадроци.тшндром 6 штоком 7 составные ролики 8, взаимодействующие с клинья№ в Го1жней часги станины 9. Неправедной сутшорт 4 помещен в расположенных паралле.17ьно плоскости регмния направляющих И траверсы 11, оборудованных роликами 12, на которые сзптпорт 4 опирается при его смещении и сторону для смеси НОЖТ2Й. В рабочем положении суппорт 4 прижат к соответствующей плоскости направляющих 10 эксцентриковым зажима т 13 и
зафиксирован в них в тангенциальном направлении отжимными бoлfaми 14.
Для перемещения суппорта 4 в сторону предусмотрена реечная передача 15. Связь суппортов 3 и 4 между собой осуществлена при помощи подвесов, включающих болты 16, свободно установленные в отверстиях неприводного суппорта 4, и вилки 17, связанные резьбой с болтами 16, и осями 18 - с суппортом 3. Положение головок болтов 16 относительно опорной поверхности траверсы 11 регулируется таким образом, чтобы они не упиралшсь в неприводной суппорт при работе ножниц.
Для обеспечения возможности выдвижения суппортов из рабочей зоны в сторону на время смены ножей на вертикальных направляющ}1х 19, по которым соверщается возвратно-поступательное перемещение приводного суппорта 3 при осугпествлении реза, установлеш г составные ос:;й.-,ь 2Q с регулируемыми направляющими. Ойсйма /О включает в качестве основной детали скоо;/ - ,, ;;:;у;ри которой в продольном на1 1Ш5леЁг-1н, i.ooj нстсс- угошем направлению подачи ir;i jica приводного cyrniMir; 3. имеются две к.пиновью ПОБСОХНОСТИ 22 и 23 lip.oTHвоположного напрэвлспия.С клиновы ш поверхностями 22 и 23 взаимолрйствуюг два односкосных ||ро,ольных к;шна 24 и 25, устанавливаемые в xi.uiiHOM положении внутри скобы 21 с помощью и прижимных болтов- с контргайками. .Идя связи скобы 21 с направляющими 19 служат :и,толненные по краям скобы 21 разъелтные крепления, содержащие крыипси 26.
При работе ножнидсуппорты3 к 4с 1 i; 2 находятся в рабочей зоне. При этом неиршгилной
ЛППОрТ 4 прижат к опорной ПЛОСК. и- ;::--;l ;clv;ir,ищх Ш траверсы 11 эксцентриков;лми . ми 3. а в тангенциальном Hanpaivu-Hifi 1афи;:,;: рован отжимными болтами И. iioMi-cnifoii ;yi uopi 3. взаимодействуя своим,; (ю-ю;,;: Ivin . ь::ми с плоскостями клиньев J4 и 25, -:.-- :;; н;;ггик-;пт,ттое коремсцеккс. , . ;млг.. : :
ilMCiliUOiCi в ОТБСр:Т; Г; ili ПГ; .;Г- .м i; i : ;
с: огвет ;1йе1пю движению cviviun-:;; л
Для смены ножей сначала увеличивают боковой зазор между клиньями 24 и 25 путем их вертикального перемещения за счет вращения прижимных и отжимных болтов. При этом такая операция производится только с той стороны ножниц, в которую будет производиться смещение суппортов для смены ножей. Затем снимают две крыпжи 26 (на одной из направляюпдах 19), а на двух других кры.шках (на второй направляющей 19 той же оВоймы) ослабляют болты, после чего обойму разворачивают вокруг направляющей (см. фиг. 5), Шток 7 отводится в крайнее холостое положение, чтобы приводной с т1порт 3 свободно расположился на болтах 16 подвесов, а наклонные плоскости 5 приводного сутшорта 3 проходили вьппе опорных роликов 8, образуя некоторый зазор. После зтого неприводной суппорт 4 по роликам 12 от привода реечной передачи 15 перемещается в сторону из рабочей зоны, увлекая подвещенный к нему приводной суппорт 3
и образуя консоль. Окончание перемещения фиксируется упором или концевым вьп :лючателем (на чертежах не показаны) „
После смены ножей все детали возвращаются в свое первоначальное положение, после чего производится регу.гшровка зазора между ножами. Операиия настройки зазора производится сбоку через открытые проемы между траверсой и нижней частью станины.
Формула изобретения
Ииж5шцы для резки листового материа.ча i:o .; i, сч. N 389894. отличающиеся тем. что, с bio облегчения замены ножей, суппорт подвижип о ножа связан с вертикальными направляюидими станины посредством составных обойм, а неподви)И1ый нож закреплен на траверсе при помощи допозпштельного суппорта, установленного с возможностью возвратно-поступательного переме||.;спия от индивидуального привода параллельно реллш.им киомкам тюжей и соединенного с основным ..yiiiiotnoFv посредством регулируемых 1то.Ецзесо1з, luaiiiinpHO закрепленных на основном суппорте.
Фиг. 2 Фиг. 1 А
В- б
Фиг. Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2056982C1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Дисковые ножницы | 1980 |
|
SU925562A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| НОЖНИЦЫ для РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1973 |
|
SU389894A1 |
| Гильотинные ножницы | 1982 |
|
SU1058722A1 |
| УНИВЕРСАЛЬНЫЕ ДИСКОВЫЕ НОЖНИЦЫ | 1998 |
|
RU2149738C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 2001 |
|
RU2200648C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
28,
W
иг.5 Фиг.З фиг. 8
