2
Изобретение относится к оборудованию для пластической деформации ме- 2 талла, а именно к конструкциям прокатных- клетей, и может быть использовано для производства полос, лент, сортовых и фасонных, в том числе высокоточных профилей
Цель изобретения - упрощение конструкции клети за счет объединения функций механизма точной установки валков и индивидуальных устройств бесступенчатой угловой фиксации его по- воротных гаек в одном устройстве, повышение точности прокатки путем противонаправленного перемещения нажимных винтов механизма точной установки валков и увеличение производительности за счет сокращения трудозатрат по настройке калибрао
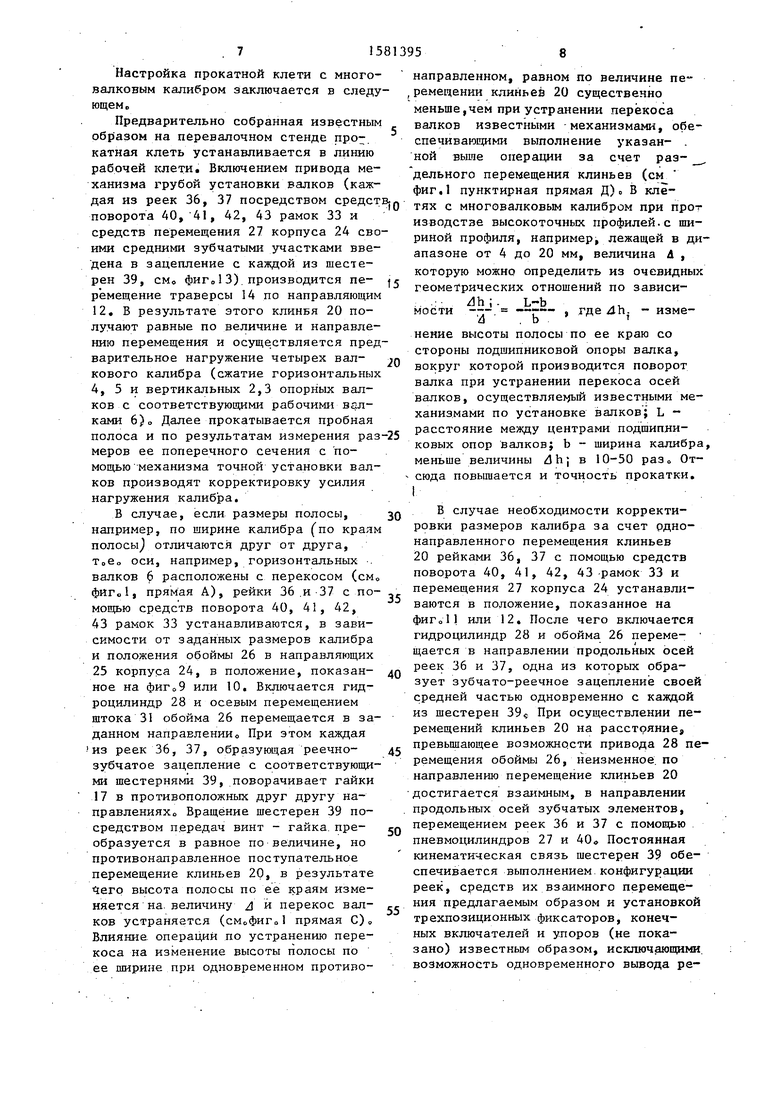
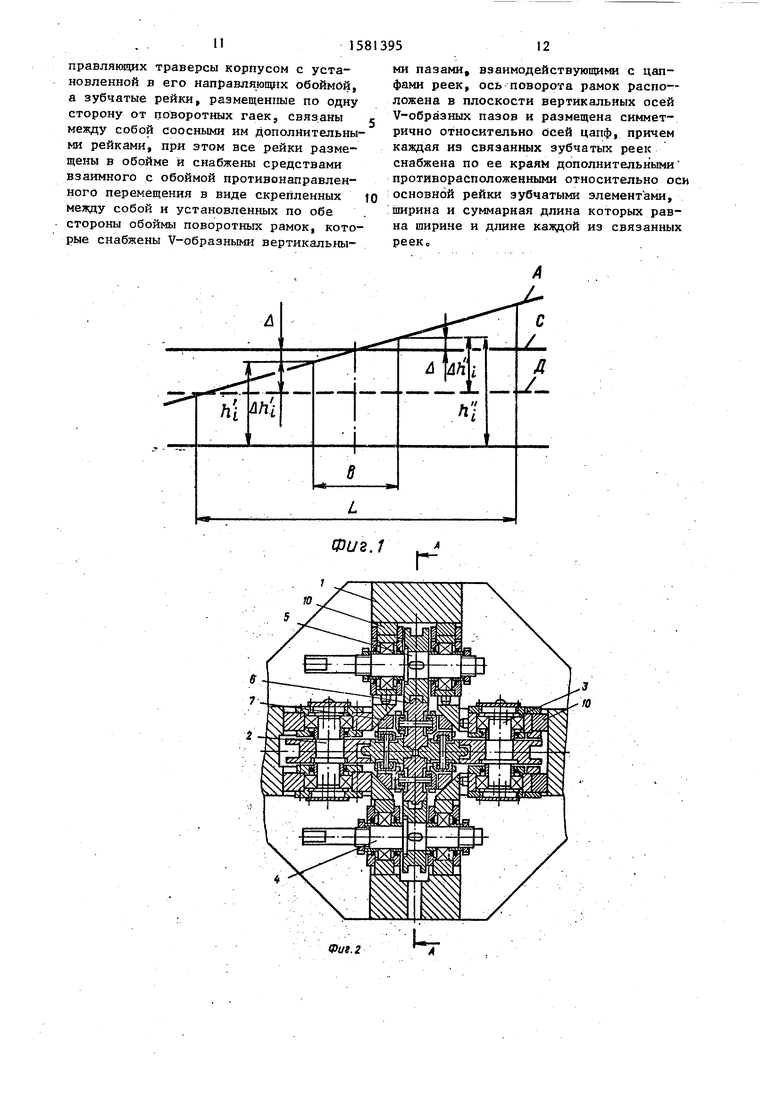
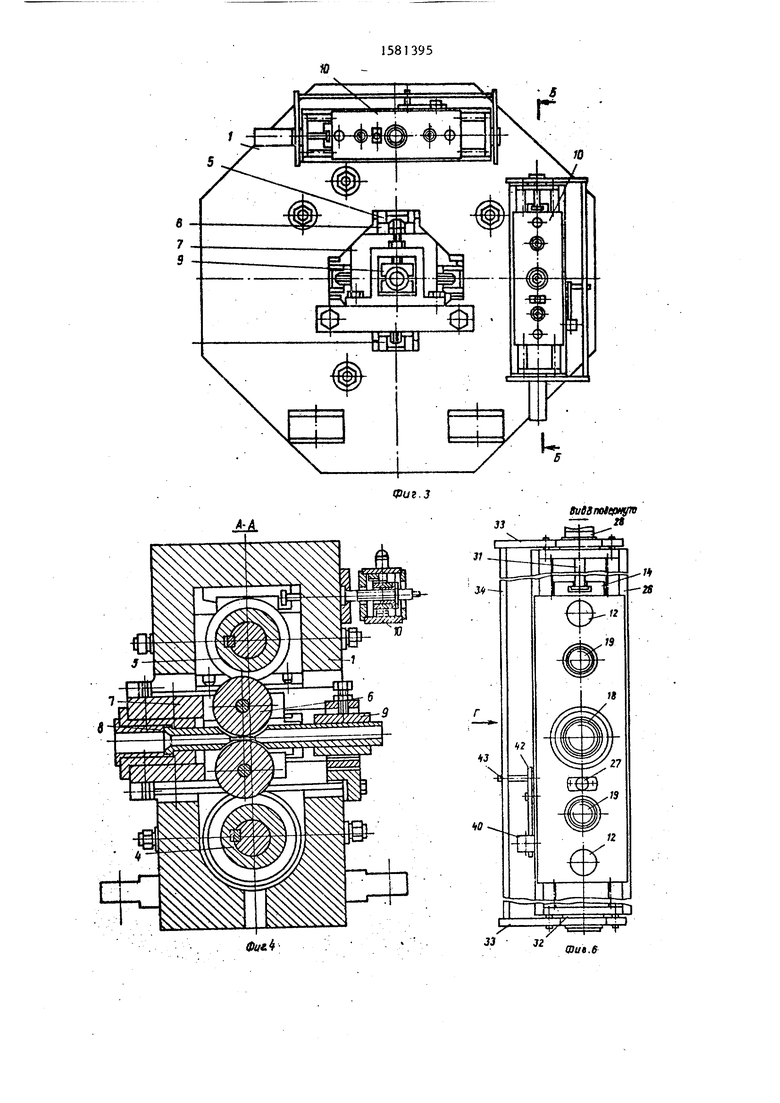
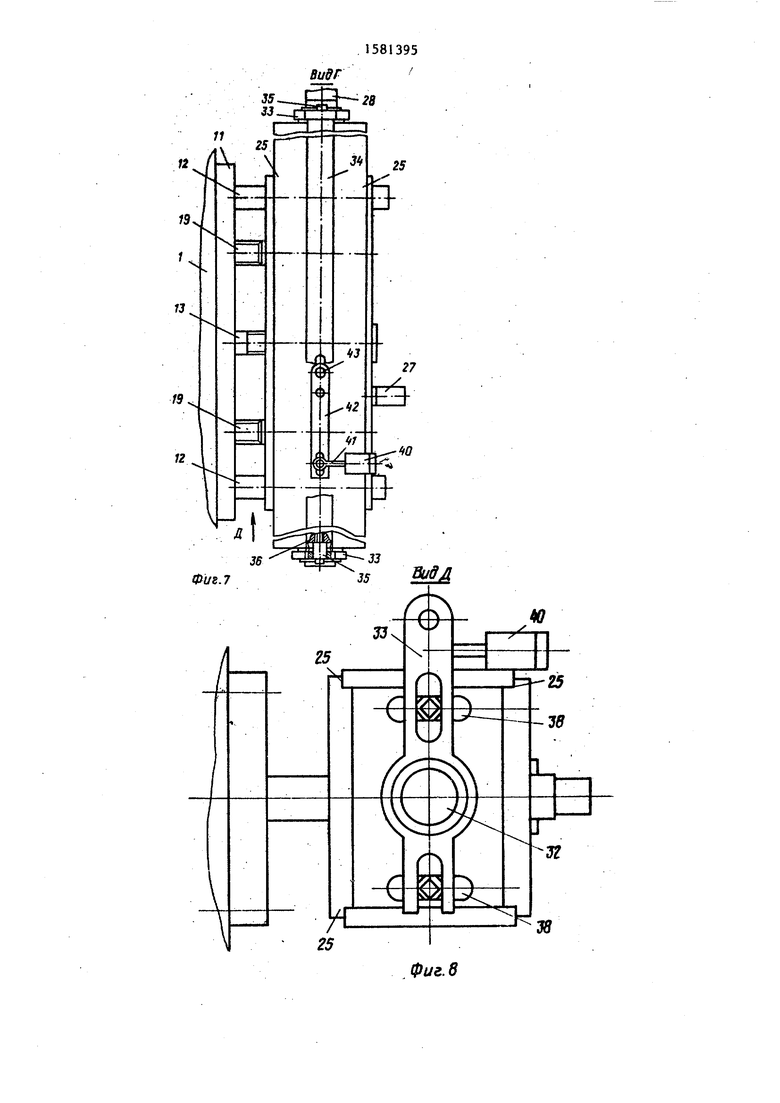
На приведена схема к определению размеров калибра при настройке заданного перекоса осей - валков; на фиго2 - прокатная клеть с многовалковым калибром, поперечный разрез; на фиг.З - прокатная со стороны выхода металла из валков; на фиг.4 - разрез А-А на фиг«2; на разрез Б-Б на фиг03; на фиг„6 - вид В на фиг„5; на фиг07 - вид Г на фиг06; на фиг.8 - вид Д на фиг„7; на фиг„9 - взаимное расположение реек в направлении продольных осей из зубчатых элементов, обеспечивающее режим работы механизма точной установки валков с противонаправленным перемещением клиньев,план;на фиг010 - то же, но с противоположным направлением переме щения клиньев (здесь и далее направление перемещения реек ВДОЛБ их осей условно принято неизменным); на фигЛ1
,-
5
35
0
50
55
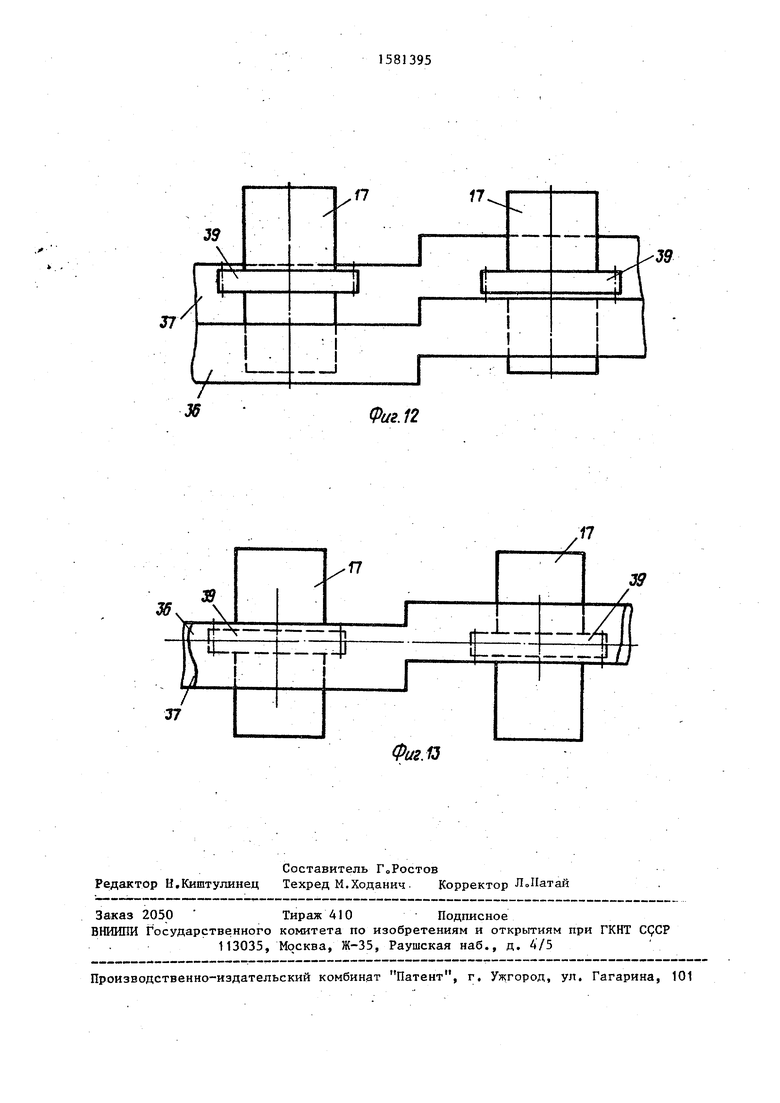
то же, но клинья перемещаются в одном направлении, например к валку; на фиг„12 - то же, но клинья перемещаются от валка; на фиг..13 - то же, но приведено положение реек, обеспечивающее угловую фиксацию поворотных гаек.
Прокатная клеть с многовалковым калибром состоит из станины 1, смонтированных в ее расточках неприводных вертикальных 2 и 3 и пр,иводных горизонтальных 4 и 5 опорных валков, два из которых 3 и 5 регулируемые, взаимодействующих с опорными валками 2, 3, 4 и 5 своими кольцевыми опорными поверхностями рабочих валков 6, установленных на подшипниках в сменном корпусе 7, вводной 8 и выводной 9 при- валковой арматуры и клиновых нажимных устройств 10о
Клиновое нажимное устройство 10 содержит скрепленную со станиной 1 опору 11, в которой запрессованы направляющие 12 и нажимной винт 13 На направляющих 12 с возможностью перемещения вдоль их осей смонтирована траверса 14, разъемные части которой 15 и 16 скреплены между собой, например, болтами (не показано). В расточках траверсы 14 установлены поворотные гайки 17 и 18, резьбовые участки которых сопрягаются соответственно с нажимными винтами 19 устройства перемещения клиньев 20 (механизм точной установки валков) и нажимным винтом- 13 устройства перемещения траверсы 14 (механизм грубой установки валков) Каждый нажимной винт 19 снабжен сферической опорной плитой, контактирующей с опорными поверхностями клиньев 20,и торцом, сопрягаемым с
противорасположенными опорными поверхностями Т-образного паза. Фиксация нажимных винтов 19 от поворота достигается посредством, например, разъемных втулок 21 и 22, установленных в расточках опоры 11, внутренние поверхности которых снабжены соединит тельными элементами, образующими с аналогичными элементами, выполненными на нажимных винтах 19,например, подвижные шлицевые соединения„
Фиксация поворотных гаек 17 и 18 от осевых перемещений в траверсе 14 осуществляется с помощью, например, опорных поверхностей ее расточек и крышки 23, На направляющих 12 траверсы 14 установлен с возможностью перемещения вдоль их осей корпус 24 с смонтированной на его направляющих 25, перпендикулярных осям направляющих 12, с возможностью перемещения, обоймой 26 , Корпус 24 и обойма 26 снабжены средствами перемещения по их направляющим 12 и 25, выполненны- ми соответственно в виде пневмоцилинд ра 27 и гидроцилиндра 28, причем корпус 24 оборудован также трехпозицион- ным фиксатором (не показано) его положений на направляющих 12, взаимо- действующим, например, с толкателем 29,пневмоцилиндра 27, сопрягаемым с траверсой 14 с помощью крышки 30, исключающей их взаимное перемещение в направлении оси толкателя 29, а фик- сация штока 31 гидроцилиндра 28 от взаимного перемещения с траверсой 14 в направлении оси штока 31, производится с помощью сферической пяты последнего и Т-образного паза, вы- полненного на разъемной части 16 траверсы 14 о
ваны в пазах 38 обоймы 26 с возможностью перемещения вдоль продольных осей пазов 38, параллельных осям направляющих 12.
Каждая из реек 36 и 37 содержит по их ширине три участка с зубчатыми элементами, при этом длина среднего участка выполнена равной длине рейки 36 (37)(расстоянию между стенками обоймы 26), а длина каждого из крайних, расположенных у противоположных торцов одноименных реек 36 (37) участков - равной половине длины среднего (в направлении продольных осей зубчатых элементов) участка рейки 36(37), Кроме того, продольные оси зубчатых элементов каждого из участков рейки 36(37) соосны между собой, вертикальные оси зубчатых элементов противо- распсложенных реек 36(37) принадлежат общим вертикальным плоскостям, а ширина каждого из крайних участков рейки 36(37) равна ширине среднего ее участка и превышает ширину зубчатых венцов, жестко связанных с поворотными гайками 17 и образующих реечно- зубчатые зацепления с упомянутыми рейками 36, 37 шестерен 39 на 2-5 мм. I
На верхней плоскости обоймы 26 смонтированы средства поворота рамок 33, выполненные, например, в виде пневмоцилиндра 40, толкатель 41 которого посредством поворотного рычага 42 и рычага 43 взаимодействует с планкой 34, и трехпозиционный фиксатор (не показано) угла поворота рамок 33, определяющий взаимное в направлении продольных осей зубчатых элементов положение реек 36(37)(направление перемещения клиньев 20).


| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| Устройство для уравновешивания рабочего валка | 1987 |
|
SU1424892A1 |

Изобретение относится к оборудованию для пластической деформации металла, а именно к конструкциям прокатных клетей, и может быть использовано для производства полос, плит, сортовых и фасонных, в том числе высокоточных профилей. Цель изобретения - упрощение конструкции клети за счет объединения функций механизма точной установки валков и индивидуальных устройств бесступенчатой угловой фиксации его поворотных гаек в одном устройстве, повышение точности прокатки путем противонаправленного перемещения нажимных винтов механизма точной установки валков и увеличение производительности за счет сокращения трудозатрат по настройке калибра. Устройство обеспечивает возможность реализации любого режима работ при совместном противо- и однонаправленном перемещении винтов 19 при неизменном в процессе перехода на другой режим работы угловом положении звеньев кинематической цепи привода, использованием группового привода поворотных гаек 17, 18 устройства перемещения клиньев. Это обусловливает повышение надежности устройства (отсутствие сложных систем синхронизации) и упрощение конструкции клети и, кроме того, позволяет устанавливать заданную величину перекоса валков. Это ведет к повышению точности прокатки и снижению трудозатрат по настройке калибра. 13 ил.
Обойма 26 снабжена соосными оси штока 31 осями 32 и смонтированными на них поворотными рамками 33, скрепленными между собой планкой 34 и болтами (не показано)0 В свою очередь каждая из поворотных рамок 33 оборудована V-образными пазами, плоскость вертикальных осей которых проходит через оси 32. Рабочие поверхности V-образных пазов сопряжены с цилиндрическими цапфами 35, расположенными на одинаковом расстоянии от осей 32 поворота рамок 33. Цапфы 35 жестко связаны, например, с помощью их резьбовых хвостовиков с верхней 36 и нижней 37 рейками и смонтироДля управления работой привода ме- ханизмов точной установки валков
(средств перемещения реек 36, 37) на обойме 26 установлены конечные выключатели (не показано), а на траверсе 14 и поворотном рычаге 42 - вза- имодействующие с упомянутыми конечными выключателями упоры (не показано)
Привод механизма грубой установки валков осуществляется, например, посредством электродвигателя и редуктора (не показано), установленных на траверсе Н и кинематически связанных с приводным хвостовиком поворотной гайки 18, снабженной соединительными элементами, например шлицами
71581395
Настройка прокатной клети с многовалковым калибром заключается в следующем
Предварительно собранная известным образом на перевалочном стенде прокатная клеть устанавливается в линию рабочей клети. Включением привода механизма грубой установки валков (каж8
направленном, равном по величине перемещении клиньей 20 существенно меньше,чем при устранении перекоса валков известными механизмами, обеспечивающими выполнение указан- . ной выше операции за счет раздельного перемещения клиньев (см
. ,1 пунктирная прямая Д)0 В кледая из реек 36, З посредством средств,,, тях с многовалковым каЛибРом при производстзе высокоточных профилей.с шириной профиля, например, лежащей в диапазоне от 4 до 20 мм, величина Д , которую можно определить из очевидных
поворота 40, 41, 42, 43 рамок 33 и средств перемещения 27 корпуса 24 своими средними зубчатыми участками введена в зацепление с каждой из шестерен 39, см фиг„ 13) производится пе- г
.,1Э геометрических отношений по зависи
ремещение траверсы 14 по направляющим
ЛЬ; - мости --- а
В случае, если размеры полосы, например, по ширине калибра (по краям полосы,) отличаются друг от друга, т„е„ оси, например, горизонтальных валков 6 расположены с перекосом (см„ фиго1, прямая А), рейки 36 и 37 с помощью средств поворота 40, 41, 42, 43 рамок 33 устанавливаются, в зависимости от заданных размеров калибра и положения обоймы 26 в направляющих 25 корпуса 24, в положение, показанное на фиг о 9 или 10. Включается гидроцилиндр 28 и осевым перемещением штока 31 обойма 26 перемещается в заданном направлении,. При этом каждая из реек 36, 37, образующая реечно- зубчатое зацепление с соответствующими шестернями 39, поворачивает гайки 17 в противоположных друг другу на- правленияхо Вращение шестерен 39 посредством передач винт - гайка преобразуется в равное по величине, но противонаправленное поступательное перемещение клиньев 20, в результате чего высота полосы по ее краям изменяется на величину J и перекос вал- ков устраняется (см0фиГо прямая С)„ Влияние операции по устранению перекоса на изменение высоты полосы по ее ширине при одновременном противо
8
направленном, равном по величине перемещении клиньей 20 существенно меньше,чем при устранении перекоса валков известными механизмами, обеспечивающими выполнение указан- . ной выше операции за счет раздельного перемещения клиньев (см
ЛЬ; - --- а
, гДе 4h. - измент
5
g 5
0
0
5
0
нение высоты полосы по ее краю со стороны подшипниковой опоры валка, вокруг которой производится поворот валка при устранении перекоса осей валков, осуществляемый известными механизмами по установке валков; L - расстояние между центрами подшипниковых опор валков; b - ширина калибра, меньше величины й в 10-50 раз о Отсюда повышается и точность прокатки. I
В случае необходимости корректировки размеров калибра за счет однонаправленного перемещения клиньев 20 рейками 36, 37 с помощью средств поворота 40, 41, 42, 43 рамок 33 и перемещения 27 корпуса 24 устанавливаются в положение, показанное на фиго11 или 12. После чего включается гидроцилиндр 28 и обойма 26 перемещается в направлении продольных осей реек 36 и 37, одна из которых образует зубчато-реечное зацепление своей средней частью одновременно с каждой из шестерен 39 « При осуществлении перемещений клиньев 20 на расстояние, превышающее возможности привода 28 перемещения обоймы 26, неизменное по направлению перемещение клиньев 20 достигается взаимным, в направлении продольных осей зубчатых элементов, перемещением реек 36 и 37 с помощью пневмоцилиндров 27 и 400 Постоянная кинематическая связь шестерен 39 обеспечивается выполнением конфигурации реек, средств их взаимного перемещения предлагаемым образом и установкой трехпозиционных фиксаторов, конечных включателей и упоров (не показано) известным образом, исключающими возможность одновременного вывода реек 36 и 37 из зацепления с шестернями 33,
Область использования изобретения не исчерпывается описанной конструкцией клетио Так, оно применимо для прокатных клетей с клиновыми и винтовыми нажимными устройствами
Положительный эффект от использования изобретения по сравнению с известным решением заключается в увеличении производительности, упрощении конструкции и повышении точности прокатки.
Повышение производительности достигается снижением трудозатрат по настройке калибра за счет; уменьшения времени на осуществление операции по установке заданного перекоса осей валков; снижения влияния операции по установке заданного перекоса осей валков на изменение высоты калибра по ,его ширине, обусловливающего в свою очередь,уменьшение количества повторных -корректировок размеров калибра, однонаправленным перемещением клиньев.
Упрощение конструкции клети обеспечивается объединением функций механизма точной установки валков и индивидуальных устройств бесступенчатой угловой фиксации его гаек в одном устройстве (зубчато-реечном приводе его поворотных гаек); выполнением операций по взаимному, противонаправленному, в направлении осей зубчатых элементов, перемещению реек одним устройством (поворотной рейкой); снабжением механизма точной установки
валков приводом поворотных гаек более связанных с гайками шестерен и взапростой конструкции, с менее сложной системой его управления; многоцелевым использованием направляющих траверс
Повышение точности прокатки обусловливается уменьшением влияния операции по установке заданного перекоса валков на изменение высоты калибра по его ширине по сравнению с известным техническим решением в 10 - 50 раз; постоянной связью звеньев к нематической цепи поворотных гаек механизма точной установки валков (устройства перемещения клиньев ) в процессе изменения в направлении продольных осей зубчатых элементов положения реек относительно друг друга и зубчатых венцов шестерен, жестко связанных с упомянутыми поворотными гайками
45
50
55
имодействуюиих с ними зубчатых реек, с цапфами установленных по обе сторо ны шестерен в направляющих траверсы с возможностью возвратно-поступатель ного перемещения, отличающа с я тем, что, с целью упрощения кон струкции клети за счет объединения функций механизма точной установки валков и индивидуальных устройств бе ступенчатой угловой фиксации его пов ротных гаек в одном устройстве, повы шения точности прокатки путем протит: вонаправленного перемещения нажимных винтов механизма точной установки ва ков и увеличения производительности за счет сокращения трудозатрат по на стройке калибра, устройства бесступенчатой угловой фиксации поворотных гаек снабжены смонтированным на наo
5
0
5
0
5
Кроме того, изобретение обеспечивает за счет уменьгаения трудоемкости монтажных операций (в результате существенного упрощения конструкций механизмов установки валков).улучшение условий труда.
Предлагаемая прокатная клеть с многовалковым калибром позволяет в зависимости от сортамента и монтажности партий высокоточных профилей снизить трудозатраты по настройке клети на 5 - 18% и в конечном итоге повысить производительность на 1,2 - 4,8%.
Изобретение использовано в техническом проекте стана с многовалковым калибром 100/120,.предназначенного для специализированных участков по производству высокоточных профилей в условиях машиностроительных заводов,
Формула изобретения
Прокатная клеть с многовалковым калибром, содержащая станину, приводные и неприводные опорные валки,взаимодействующие с ними рабочие валки и по меньшей мере одно клиновое нажимное устройство точной установки валков, содержащее смонтированную на направляющих подвижную траверсу, размещенные в траверсе поворотные гайки устройств перемещения траверсы и я клинья, нажимные винты, взаимодействующие с гайками, зафиксированные от поворота в станине, и индивидуальные устройства бесступенчатой угловой фиксации гаек, выполненные в виде
связанных с гайками шестерен и вза
имодействуюиих с ними зубчатых реек, с цапфами установленных по обе стороны шестерен в направляющих траверсы с возможностью возвратно-поступательного перемещения, отличающая- с я тем, что, с целью упрощения конструкции клети за счет объединения функций механизма точной установки валков и индивидуальных устройств бесступенчатой угловой фиксации его поворотных гаек в одном устройстве, повышения точности прокатки путем протит: вонаправленного перемещения нажимных винтов механизма точной установки валков и увеличения производительности за счет сокращения трудозатрат по настройке калибра, устройства бесступенчатой угловой фиксации поворотных гаек снабжены смонтированным на направляющих траверсы корпусом с установленной в его направляющих обоймой, а зубчатые рейки, размещенные по одну сторону от поворотных гаек, связаны между собой соосными им дополнительными рейками, при этом все рейки размещены в обойме и снабжены средствами взаимного с обоймой противонаправленного перемещения в виде скрепленных между собой и установленных по обе стороны обоймы поворотных рамок, которые снабжены V-образными вертикальныФаг. 2
ми пазами, взаимодействующими с цапфами реек, ось поворота рамок распо- ложена в плоскости вертикальных осей V-образных пазов и размещена симметрично относительно осей цапф, причем каждая из связанных зубчатых реек снабжена по ее краям дополнительными противорасположенными относительно ос основной рейки зубчатыми элементами, ширина и суммарная длина которых равна ширине и длине каждой из связанных реек.
фцлЬ
k
euOSnotepHyn
- -2S
Фив. 6
25
39
Фиг. 8
37
17
Фиг. 9
Фиг.Ю
П
Фаг.11
зд
f-l- -- if v
tLin |j
I
37
Фиг.13
| Устройство для перемещения нажимных винтов валковой клети | 1978 |
|
SU766685A1 |
| Двухскоростное нажимное устройство прокатного стана | 1973 |
|
SU442862A1 |
| Авторское свидетельство СССР 1514432, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
