1
Изобретение относится к области обработки металлов давлением и может быть применено при обработке металлов с использованием холодного выдавливания.
Известен способ холодного выдавливания полостей в заготовках с технологическим отверстием пуансоном со вспомогательной частью, который имеет поперечные размеры, равные размерам технологического отверстия, когда в очаге деформации создаются растягивающие напряжения.. ,.Недостатком известного способа является низкое качество получаемых изделий из-за нарушения сплошности их поверхности в зоне полости. Для увеличения глубины выдавливания без нарушения сплошности материала в зоне деформации создают сжимаюш,ие напряжения, исключающие разрывы материала за счет перекрытия по периметру технологического отверстия торцом вспомогательной части пуансона.
На фиг. 1 показано положение инструмента и заготовки перед выдавливанием; на фиг. 2 показаны силы, действующие в зоне деформации.
Пуансон 1 снабжен вспомогательной частью в виде усеченного конуса с углом при вершине 2сс 5-15° высотой 0,5 - 5 мм. Вспомогательная часть пуансона переходит в рабочую
часть по конусу 2р 140- 160° и образует с рабочей частью ступенчатый торец инструмента. Рабочий поясок пуансона выполнен высотой 5-10 мм. Диаметр технологического отверстия меньше диаметра торца вспомогательной части пуансона на А 0,1 - 1,0 мм на сторону. Пуансон со вспомогательной частью вдавливают в заготовку и перекрывают по периметру технологическое отверстие заготовки
торцем вспомогательной части. Таким образом поверхностно наиболее напряженные слои материала в зоне деформации попадают в условия всестороннего неравномерного сжатия, что благоприятно сказывается на качестве
внутренней поверхности выдавливаемой полости.
Формула изобретения
Способ холодного выдавливания полостей в заготовках с технологическим отверстием пуансоном со вспомогательной частью, отличающийся тем, что, с целью повышения качества за счет увеличения глубины выдавливания без нарушения сплошности материала, в зоне деформации создают сжимающие напряжения, исключающие разрывы материала путем перекрытия по периметру технологического отверстия торцем вспомогательной части пуансона-.
9иг.1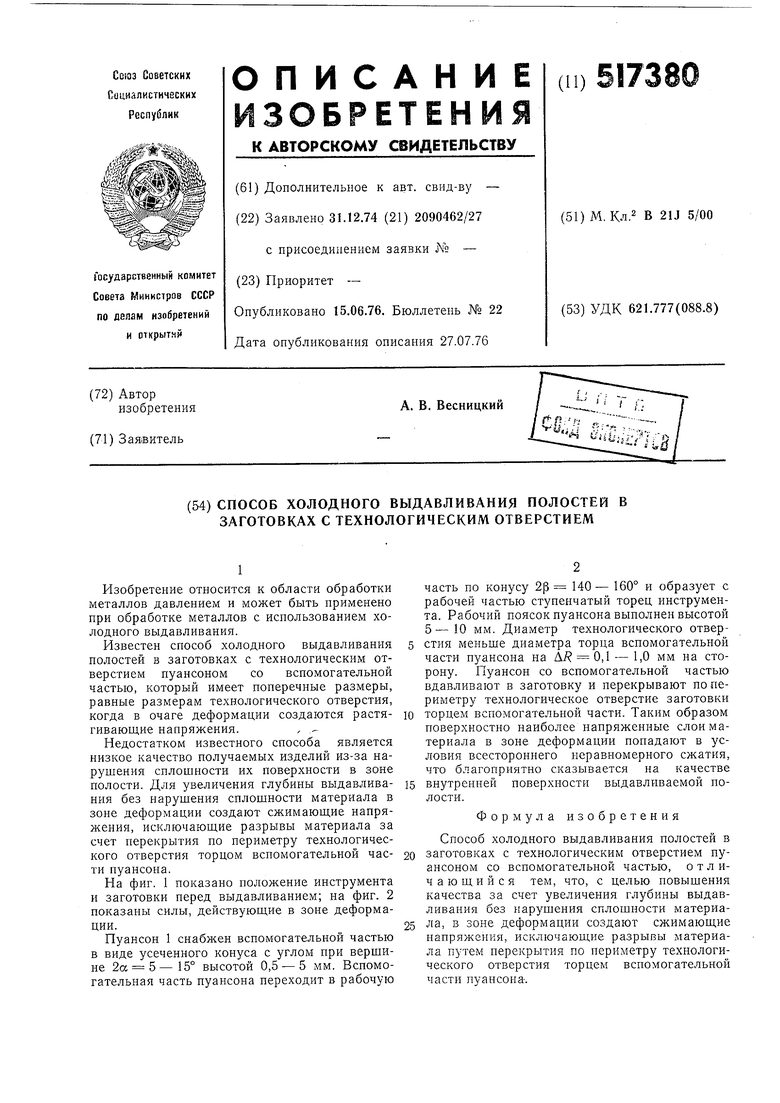
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фасонной полости | 1972 |
|
SU475209A1 |
| Способ а.в.весницкого получения изделий с полостью | 1977 |
|
SU722646A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ получения изделий с полостью | 1974 |
|
SU526429A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОЛОСТИ В ДЕТАЛЯХ | 1995 |
|
RU2082534C1 |
| Способ изготовления фасонной полости в заготовке с технологическим отверстием | 1977 |
|
SU722645A1 |
| Способ а.в.весницкого изготовления фасонной полости в заготовке с технологическим осевым отверстием | 1978 |
|
SU778889A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Инструмент для выдавливания изделий с полостью | 1980 |
|
SU1000140A1 |
| Способ изготовления рабочих полостей матриц пресс-форм | 1988 |
|
SU1625581A1 |
