1
Изобретение относится к области металлообработки и может быть использовано для обработки деталей из таких неметаллических высокофвердых и хрупких материалов как стекло, кварц, ситаллы, керамика и т. н.
Известны кольцевые сверла с режущими элементами, раюноложен1НЫ|Ми на торце тонкостенного разрезанного по образующей цилиндра.
Однако диапазон диаметров отверстий, обрабатываемых та1КИ1ми оверла.ми, ограничен, так как нри его нереналадке на большие диаметры разрез расширяется, в результате чего режущие элементы оказываются расположенными по одну сторону сверла. Такое одностороннее расноложение режзщих элементов крайне неблагоприятно сказывается на работе сверла, вызывая его нерекос и заклинивание.
С целью увеличения диапазона диаметров обрабатываемых отверстий предлагаемое сверло снабжено разрезанным по образующей, прикрепленным к первому и расположенным внутри или снаружи наго вторым цилиндром, несущим на торце режущие элементы.
На фиг. 1 изображено кольцевое сверло, продольный разрез; на фиг. 2 - то же, вид сверху.
Тонкостенный цилиндр 1 имеет разрез 2 вдоль образующей. К торцу цилиндра 1 прикреплены режущие элементы 3. В цилиндр 1 Вставлен второй цилиндр 4, также имеющий разрез 5 вдоль образующей и прикрепленные к торцу режущие элементы 6. Суммарная толщина 6i цилиндров меньше толщины 62 режущих элементов, причем эти элементы расположены 1ак, что их середина совпадает с серединой суМмарной толщины цилиндров. Этим гарантируется наличие зазора меледу цилиндрами и стенками просверливаемого отверстия.
Для обеспечения возможности многократной переналадки сверла с размера на цилиндры тер мообработаны и обладают унругостью. После нереналадки оба цилиндра скрепляются между собой одним из известных способов, например винтами 7, чем обеспечивается жесткость инструмента в работе и стабильность размеров, получаемых отверстий.
Разрезы 2 и 5 цилиндров расположены з диаметрально противоположных сторонах. Таким образом, независимо от того на какой диа.метр настроено сверло, режущие элементы располагаются сим(метрично отпосительно оси сверла.
Ф о р м л а изобретения
Кольцевое сверло с режущими элбме1нтами, расположенными на торце тонкостенного разрезанного по образующей цилиндра, отличающееся тем, что, с целью увеличения даипазода диаметров обрабатываемых отверстий, оио снабжено разрезанным по образую4
Uiefi, прикрепленным к nepiBOMy и ра1оположенны .внутри или снаружи наго вторым цилиндром, несущИМ на торце режущие элементы.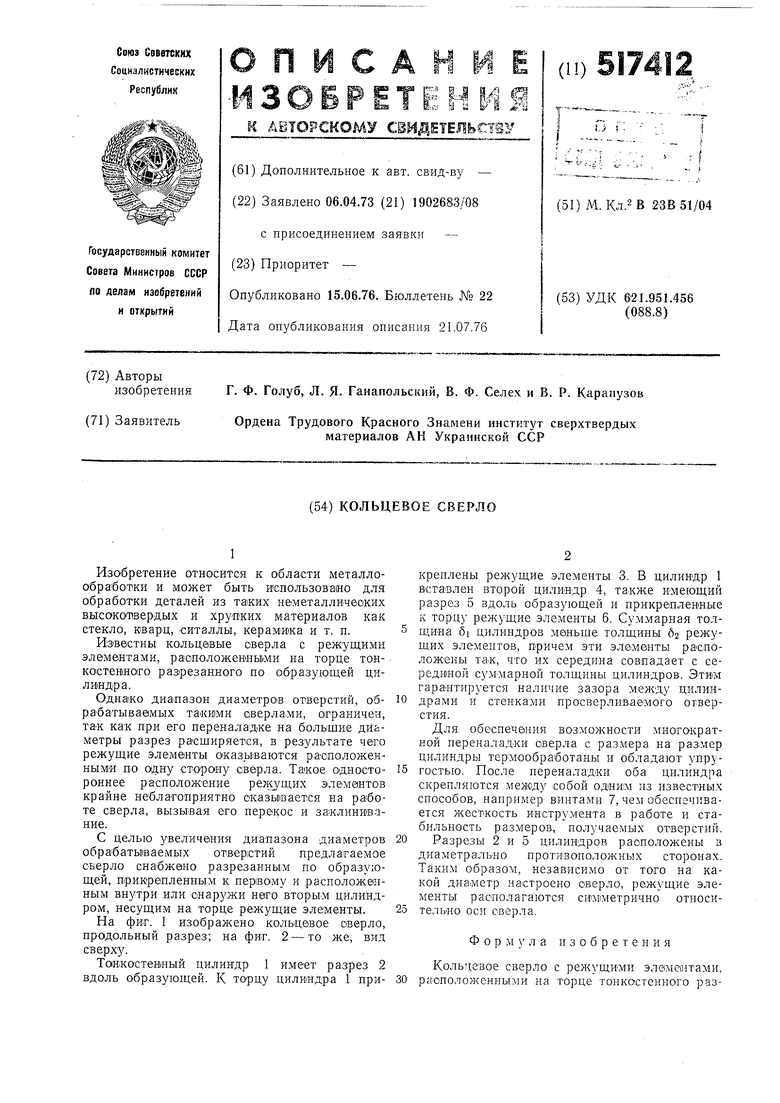
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло для обработки отверстий в полупроводниковых и диэлектрических подложках | 1982 |
|
SU1140966A1 |
| Кольцевое сверло | 1990 |
|
SU1776496A1 |
| МЕХАНИЗМ И СПОСОБ РЕЗКИ СПИРАЛЕШОВНЫХ ТРУБ ПОСРЕДСТВОМ НЕВРАЩАЮЩИХСЯ, ПЕРЕКРЫВАЮЩИХСЯ НОЖЕЙ (ВАРИАНТЫ) | 1998 |
|
RU2205728C2 |
| "Способ обработки отверстий | 1973 |
|
SU540702A1 |
| СБОРНАЯ ПАНЕЛЬ СКЛАДЧАТОЙ ФОРМЫ | 1992 |
|
RU2032037C1 |
| Устройство для направления инструмента с подводом смазочно-охлаждающей жидкости (СОЖ) при глубоком сверлении | 1985 |
|
SU1348079A1 |
| Способ сверления | 1978 |
|
SU686882A1 |
| АЛМАЗНОЕ ТРУБЧАТОЕ СВЕРЛО | 2009 |
|
RU2419519C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКОГО СВЕРЛЕНИЯ | 2010 |
|
RU2492972C2 |
| СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩИХ ПЛАСТИН И ЕГО КОРПУС С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2693225C1 |
