Область техники, к которой относится изобретение
Настоящее изобретение относится к механизмам для резки полых металлических спиралешовных труб. Более конкретно, настоящее изобретение относится к способам резки труб и к механизмам для резки труб, имеющим невращающиеся ножи, которые для разрезания вращающейся трубы заходят друг за друга.
Уровень техники
Полые металлические трубы широко используются для вентиляционных воздухопроводов. Эти трубы формуются из непрерывной ленты тонкого металла. В патенте США 4567742 от 4 февраля 1986 г. описан предпочтительный вариант осуществления машины для изготовления трубы со спиральным швом и с тремя ребрами. В патенте США 3132616 описан иной тип машины для изготовления гофрированной трубы со спиральным швом. В обоих типах машин исходной является плоская лента металла. Лента проходит через ряд роликов, которые отгибают края до требуемой формы и образуют на ленте параллельные гофры или усиливающие ребра. Затем лента спирально проходит по внутренней поверхности формующей головки (оправки) так, что сама лента принимает спиральную форму, причем противоположные кромки ленты входят в зацепление. Сцепленные кромки ленты затем обжимают, чтобы получить трубу со спиральным швом в замок. Ленту непрерывно подают в машину, чтобы непрерывно получать трубу со спиральным швом.
Труба должна быть отрезана, когда она достигнет требуемой длины. Ранее в некоторых машинах для резки труб для этой цели использовалась дисковая пила. В одной из машин пила установлена снаружи трубы там, где она не мешает процессу формовки трубы. Когда труба готова для отрезания, ее движение прекращается. Затем полотно пилы перемещается в положение резки и врезается в трубу. Затем подача материала в виде металлической ленты и процесс формовки трубы возобновляются на медленной скорости. Это заставляет трубу двигаться вперед и поворачиваться. Пила имеет возможность двигаться вместе с трубой вдоль ее оси в течение одного полного оборота трубы, за который труба полностью отрезается. Пила возвращается к своему первоначальному положению, а отрезанная часть трубы выбрасывается на выпускной стол. Процесс формовки трубы затем повторяется, чтобы получить следующий отрезок трубы.
Использование высокооборотных пил для резки металлических труб имеет несколько недостатков. Во-первых, полотно пилы, которое вращается со скоростью 5000 об/мин, представляет опасность для оператора машины и для любого, кто находится вблизи нее. Во-вторых, пила в процессе резки металла производит множество искр, что также создает опасную ситуацию. Любой находящийся вблизи машины, чтобы защитить себя от искр, должен носить защитные очки. В-третьих, рез пилы оставляет заусенцы на кромке трубы. Эти заусенцы кто-то должен удалить напильником и при этом соблюдать осторожность, чтобы об них не порезаться. Наконец, операция резки сопровождается большим шумом.
В другом аппарате (по патенту США 4706784) для резки труб со спиральной формовкой используются пассивно вращающиеся ножи. Один вращающийся нож располагается внутри трубы, а второй вращающийся нож располагается снаружи трубы. При отрезании наружный нож перемещается в положение, при котором он заходит за внутренний нож так, что ножи вращаются, когда труба вращается и разрезается между ними. Для каждого вращающегося ножа требуется узел подшипников. Обычно для узлов подшипников требуется множество дополнительных деталей точной формы.
В патенте США 5609055 описаны способ и механизм для резки спиралешовных труб, в котором использованы невращающиеся взаимно перекрывающиеся ножи, взаимодействующие с трубой, совершающей вращение вокруг своей продольной оси и перемещение вдоль этой оси. Известный механизм содержит первый, внутренний режущий узел, расположенный внутри трубы, и второй, наружный режущий узел, расположенный снаружи трубы. Каждый из указанных узлов содержит режущий нож и надрубающие ножи, обеспечивающие формование конца отрезаемого куска трубы для его последующей стыковки с аналогичным куском. Наружный режущий узел выполнен с возможностью перемещения из положения готовности в положение резки, в котором режущие ножи верхнего и нижнего режущих узлов устанавливаются в положение взаимного перекрытия, обеспечивающее отрезку трубы перпендикулярно ее оси.
Известный механизм для резки труб свободен от недостатков высокооборотных пил и менее дорог, чем устройства резки, имеющие вращающиеся ножи с индивидуальными узлами подшипников. Однако он состоит из большого числа элементов и частей, т.е. имеет довольно сложную конструкцию.
Сущность изобретения
Задачей настоящего изобретения является создание достаточно простого механизма для резки полых металлических труб, в котором устранены недостатки высокооборотных пил и вращающихся ножей, а также способа резки полых металлических труб, который реализуется с использованием такого механизма.
Поставленная задача решена созданием механизма для резки спиралешовных труб, в котором трубу можно активно вращать в заданном направлении вокруг продольной оси трубы и перемещать вдоль продольной оси, в то время как верхний (внутренний) нож закреплен на переднем торце штанги и не может вращаться и перемещаться в радиальном направлении. Штанга и верхний нож установлены внутри трубы так, что ось ножа параллельна оси трубы, а режущая кромка ножа находится рядом с внутренней поверхностью трубы. Нижний (наружный) нож закреплен снаружи трубы и также не может вращаться. Режущая кромка нижнего ножа должна быть параллельна режущей кромке верхнего ножа и должна быть перпендикулярна оси трубы.
В отличие от аналогов устройство по настоящему изобретению дополнительно содержит устройство позиционирования ножа, которое соединено с наружным ножом и приспособлено для перемещения наружного ножа между положением готовности, в котором наружный нож отстоит от трубы, и положением резки, в котором наружный нож сохраняет неподвижное в радиальном направлении положение и заходит за внутренний нож.
Внутренний нож предпочтительно выполнен регулируемым и прикреплен к штанге, проходящей внутри трубы, причем обеспечена возможность регулировки внутреннего ножа в радиальном направлении относительно трубы с возможностью настройки для работы с трубами различного диаметра. Для этой цели нож может быть дополнительно снабжен парой пазов, каждый из которых взаимодействует с крепежным элементом, с обеспечением возможности настройки внутреннего ножа для резки труб, имеющих заданный диапазон диаметров.
Невращающиеся внутренний и наружный ножи предпочтительно имеют каждый, по меньшей мере, одну режущую кромку, расположенную на его скошенном торце.
Далее, внутренний нож может иметь несколько режущих кромок. В этом случае должна быть обеспечена возможность регулировки внутреннего ножа с расположением любой из нескольких режущих кромок так, чтобы она в процессе резки заходила за наружный нож.
Аналогично наружный (нижний) нож также может иметь несколько режущих кромок. В этом случае он выполняется регулируемым, причем должна быть обеспечена возможность регулировки наружного ножа с расположением любой из нескольких режущих кромок так, чтобы она в процессе резки заходила за внутренний нож.
Согласно другому предпочтительному варианту механизма для резки спиралешовных труб по настоящему изобретению, выполненному с возможностью вращения трубы вокруг продольной оси и перемещения в продольном направлении и содержащему невращающийся внутренний нож и невращающийся наружный нож с, по меньшей мере, двумя криволинейными режущими кромками, расположенные соответственно внутри и снаружи трубы, механизм дополнительно содержит устройство позиционирования ножа, выполненное с возможностью возвратно-поступательного перемещения и содержащее поднимающий блок и блок возвратно-поступательного движения. Поднимающий блок прикреплен к узлу подъема, который приспособлен для перемещения наружного ножа между положением готовности и положением резки, в котором внутренний и наружный ножи заходят друг за друга (т.е. взаимно перекрываются) и пробивают трубу. Блок возвратно-поступательного движения сообщает наружному ножу непрерывное возвратно-поступательное движение в радиальном направлении относительно продольной оси трубы, в то же самое время сохраняя в процессе резки такое взаимное положение внутреннего ножа и наружного ножа, при котором они взаимно перекрываются.
В это варианте наружный нож и внутренний нож предпочтительно также имеют по несколько режущих кромок, каждую из которых целесообразно выполнить криволинейной.
Наружный нож предпочтительно съемно присоединен посредством, по меньшей мере, одного крепежного элемента к блоку возвратно-поступательного движения, причем этот и поднимающий блоки соединены соосно посредством эксцентрикового вала. Блок возвратно-поступательного движения дополнительно содержит узел подшипников, прикрепленный к эксцентриковому валу, и выполнен с возможностью перемещения в радиальном направлении относительно трубы при вращении эксцентрикового вала.
Узел подшипников помещен внутрь блока скольжения, который установлен с возможностью перемещения со скольжением в блоке возвратно-поступательного движения, посредством чего вращение эксцентрикового вала преобразуется в возвратно-поступательное движение наружного ножа.
Способ резки спиралешовных труб с непрерывным вращением трубы в заданном направлении осуществляют согласно настоящему изобретению с использованием устройства позиционирования ножа с возвратно-поступательным движением, содержащее поднимающий блок и блок возвратно-поступательного движения, прикрепленный к поднимающему блоку с возможностью относительного перемещения относительно этого блока. В процессе осуществления данного способа перемещают поднимающий блок до тех пор, пока наружный нож, прикрепленный к блоку возвратно-поступательного движения, не окажется в положении резки, в котором этот нож заходит за внутренний нож, установленный внутри трубы, и пробивает трубу, осуществляют радиальное возвратно-поступательное движение блока возвратно-поступательного движения относительно трубы, когда наружный нож находится в положении резки, и удерживают внутренний и наружный ножи в положении, в котором один нож заходит за другой, вращая при этом трубу между перекрывающимися внутренним и наружным ножами.
При осуществлении альтернативного предпочтительного варианта способа держатель с невращающимся наружным ножом перемещают из положения готовности в положение резки, в котором наружный нож заходит за невращающийся внутренний нож так, что режущие кромки ножей перекрываются и пробивают трубу. Направляющие рельсы совместно переносят штангу, держатель и ножи вдоль трубы так, что ножи разрезают трубу перпендикулярно ее оси, в то время как она поворачивается между перекрывающимися режущими кромками ножей. При этом удерживают наружный нож в неподвижном, в радиальном направлении, положении относительно трубы, пока внутренний и наружный ножи находятся в положении резки, причем внутренний и наружный ножи сохраняют в неподвижном взаимно перекрывающемся положении, пока труба вращается, и отводят наружный нож после того, как труба совершила один оборот.
Таким образом, чтобы разрезать трубу, ножи в соответствии с настоящим изобретением подобно ножницам совершают срезное действие. Труба разрезается без искр, шума и опасных факторов, характерных для полотна высокооборотной пилы. Таким образом, настоящее изобретение обеспечивает более безопасную окружающую среду для производства труб со спиральным швом. В отличие от устройств для резки труб с вращающимися ножами невращающиеся ножи, соответствующие настоящему изобретению, не требуют узлов подшипников, так что уменьшаются сложность и объем технического обслуживания. Кроме того, процесс резки, соответствующий настоящему изобретению, не оставляет заусенцев на концах отрезанных секций трубы. Это увеличивает эффективность процесса формовки труб, так как нет необходимости использовать рабочую силу для удаления заусенцев с отрезанных труб. Более того, механизм для резки, соответствующий настоящему изобретению, может быть легко приспособлен к существующим машинам для производства спиралешовных труб.
Ниже приводится подробное описание, которое совместно с чертежами поможет наилучшим образом понять само изобретение, прочие задачи, решенные изобретением, и достигнутые преимущества.
Перечень чертежей
Фиг. 1 представляет собой перспективный вид механизма для формовки и резки труб в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Фиг. 2 представляет собой вид сбоку машины для получения спиралешовных труб, которая должна использоваться совместно с предпочтительным вариантом осуществления настоящего изобретения.
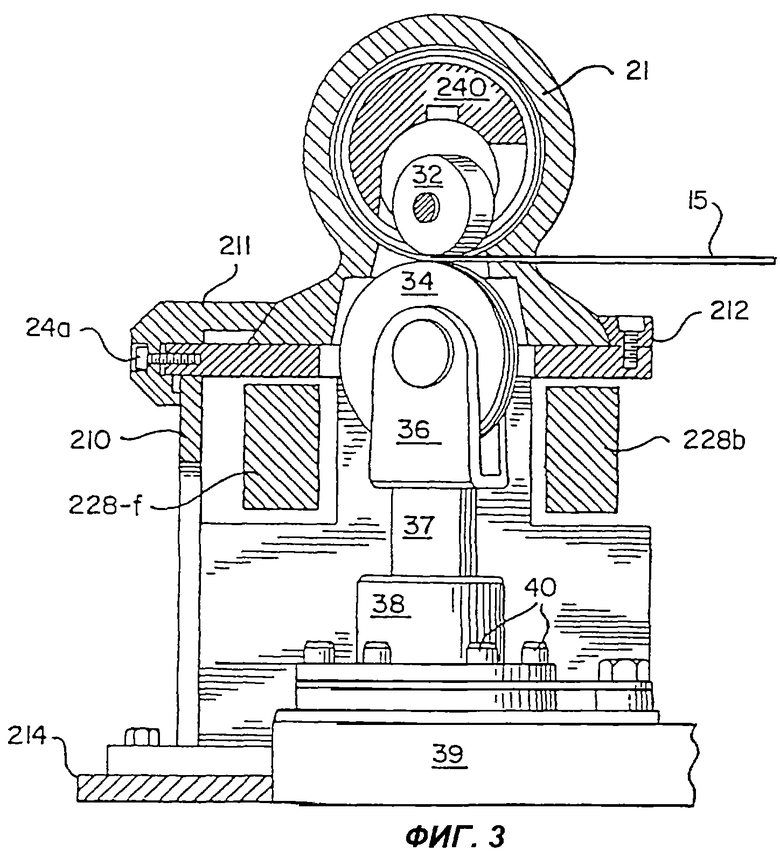
Фиг. 3 представляет собой вид в разрезе по линии 3-3 на фиг. 4.
Фиг. 4 изображает вариант осуществления механизма по фиг. 1, частично сбоку и частично в разрезе.
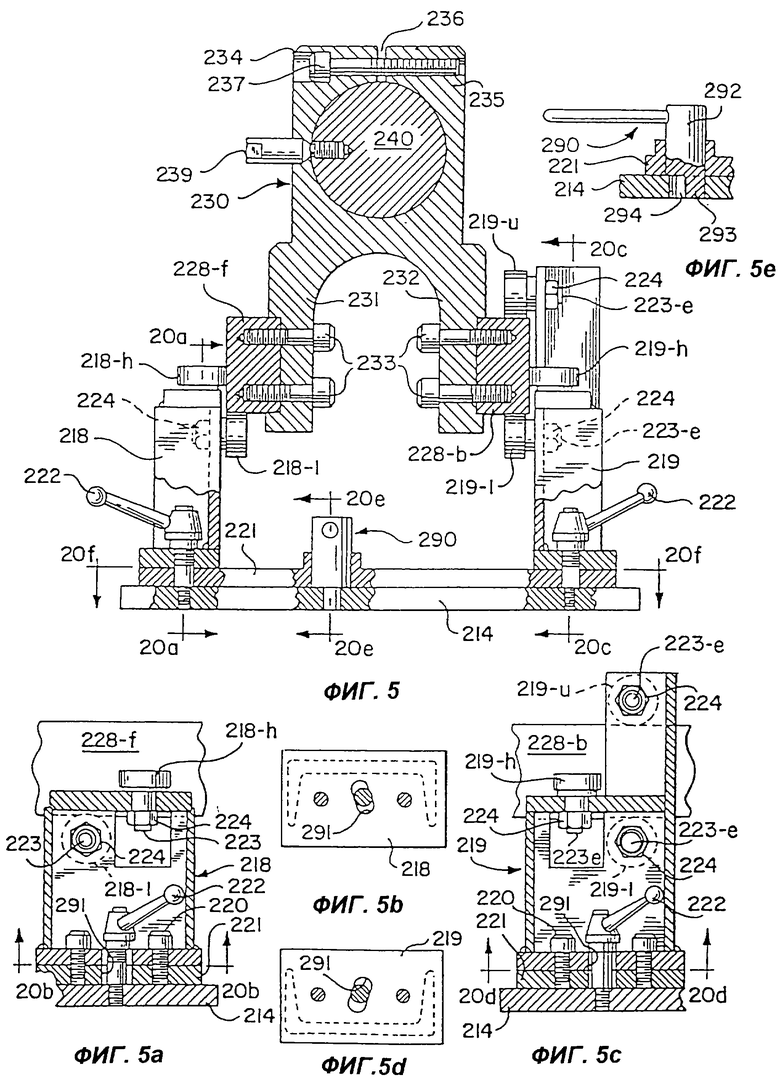
Фиг. 5 представляет собой вид в разрезе по линии 20-20 на фиг. 4.
Фиг. 5а представляет собой вид в разрезе по линии 20а-20а на фиг. 5.
Фиг. 5b представляет собой вид в разрезе по линии 20b-20b на фиг. 5а.
Фиг. 5с представляет собой вид в разрезе по линии 20с-20с на фиг. 5.
Фиг. 5d представляет собой вид в разрезе по линии 20d-20d на фиг. 5с.
Фиг. 5е представляет собой вид в разрезе по линии 20е-20е на фиг. 5.
Фиг. 6 представляет собой вид спереди невращающегося ножа для использования в узле резки труб по фиг. 1.
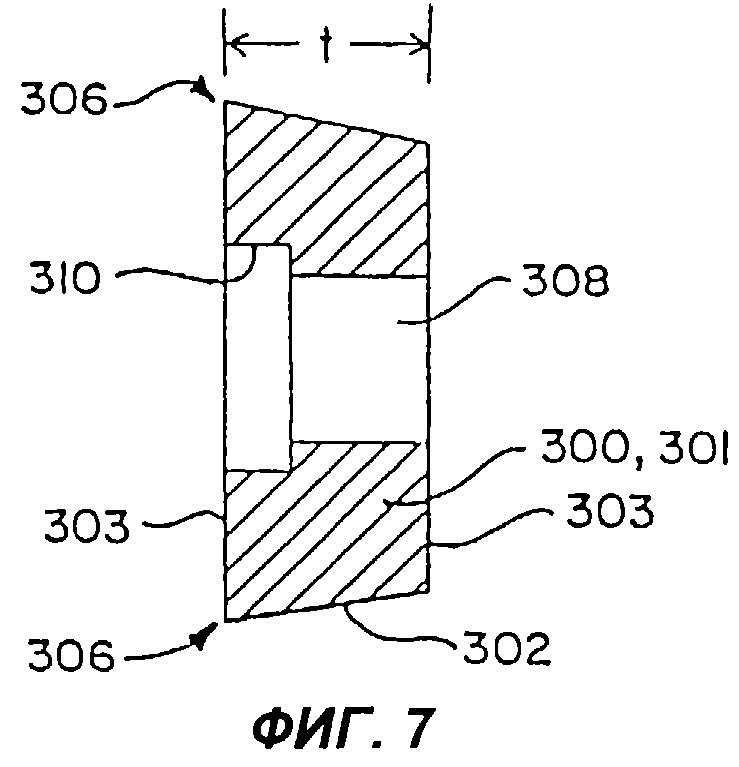
Фиг. 7 представляет собой поперечное сечение по линии 7-7 на фиг. 6.
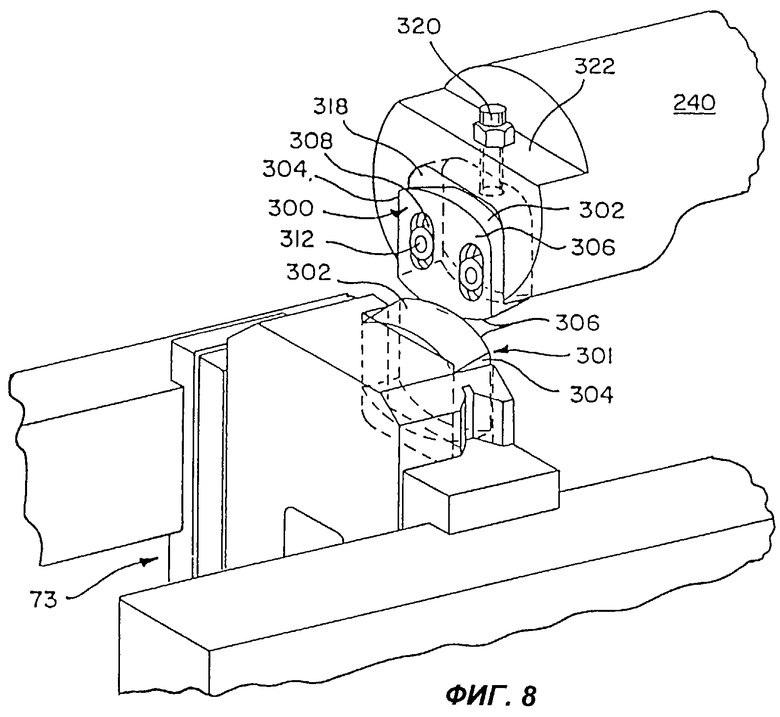
Фиг. 8 представляет собой перспективный вид в разрезе предпочтительного варианта осуществления механизма для резки труб в положении резки.
Фиг. 9 представляет собой вид сбоку в разрезе механизма для резки труб по фиг. 8.
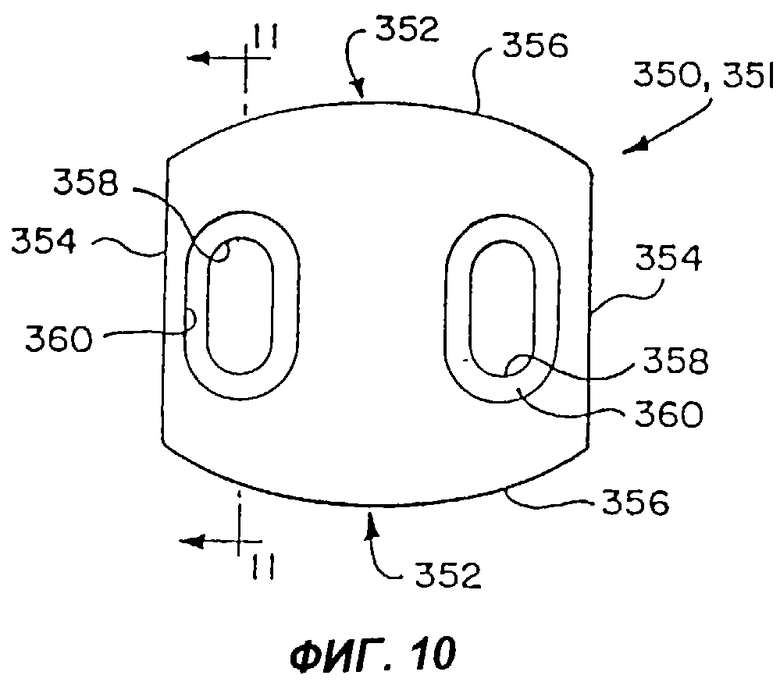
Фиг. 10 представляет собой альтернативный вариант осуществления невращающегося ножа по фиг. 6.
Фиг. 11 представляет собой поперечное сечение по линии 11-11 на фиг. 10.
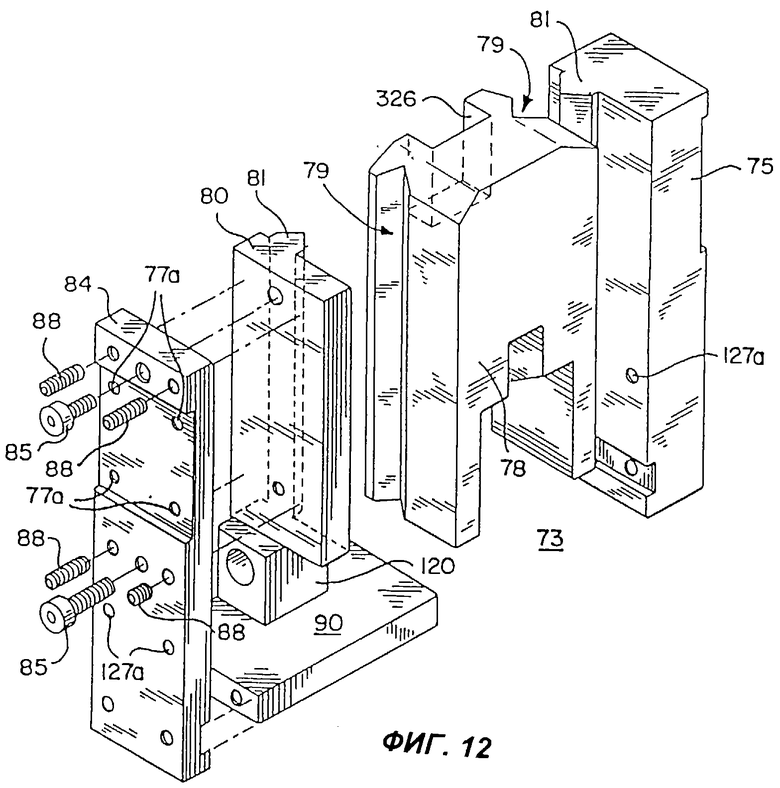
Фиг. 12 представляет собой изображение узла направляющих нижнего ножа в разобранном виде.
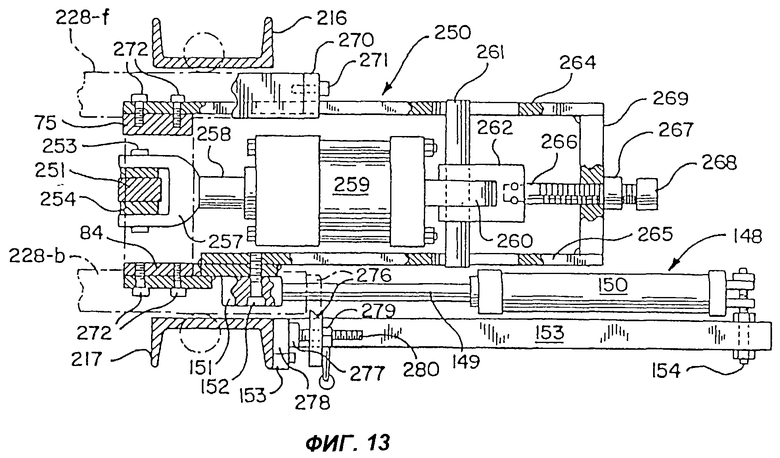
Фиг. 13 представляет собой поперечное сечение по линии 13-13 на фиг. 4.
Фиг. 14 представляет собой вид сверху панели управления машины для получения спиралешовных труб, соответствующей настоящему изобретению.
Фиг. 15 представляет собой функциональную схему пневматической системы управления, соответствующей настоящему изобретению.
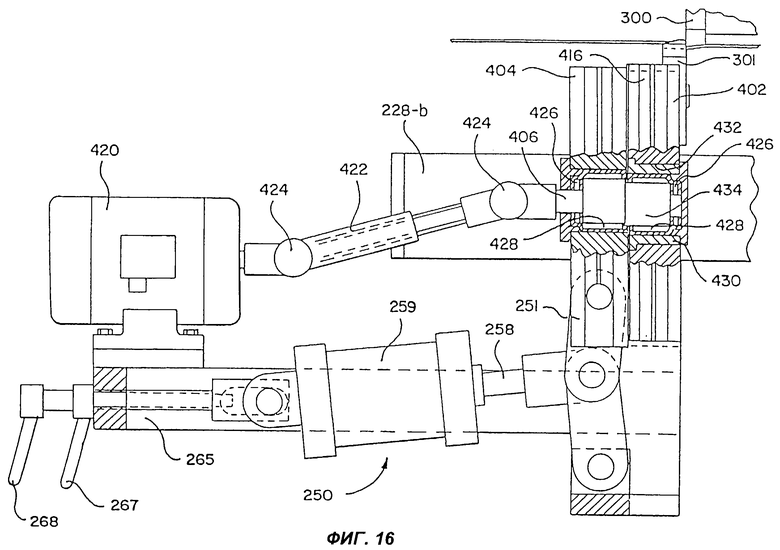
Фиг. 16 представляет собой вид сбоку в разрезе второго предпочтительного варианта осуществления механизма для резки.
Фиг. 17 представляет собой вид сверху механизма для резки по фиг. 16.
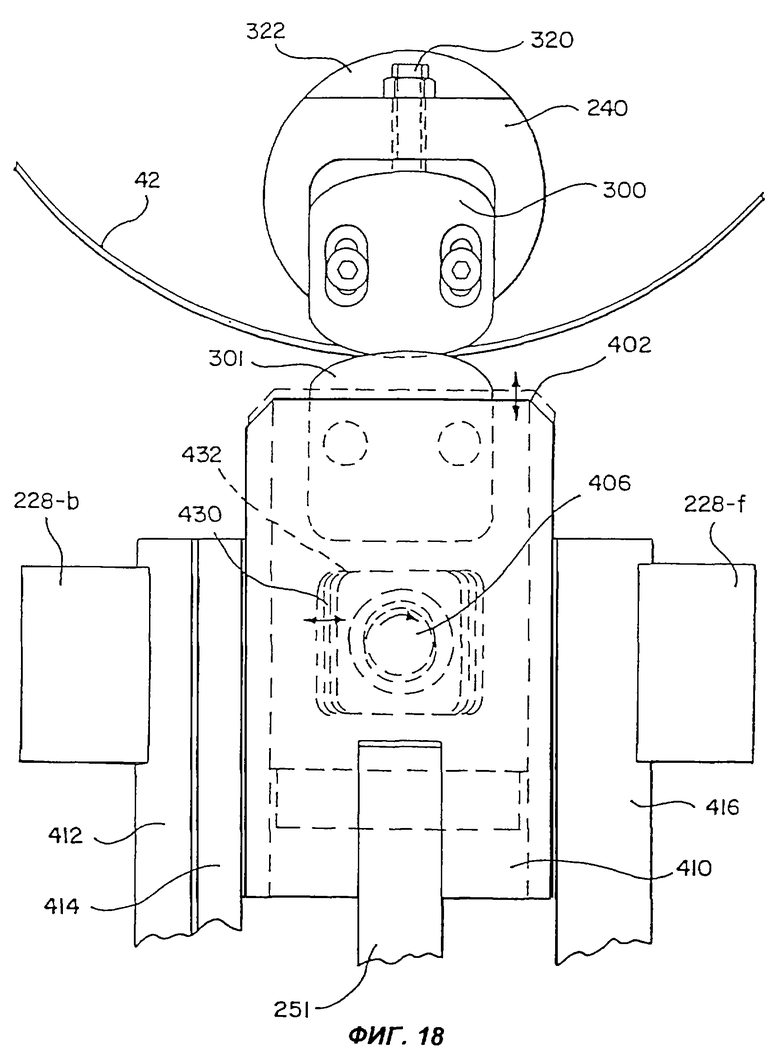
Фиг. 18 представляет собой вид спереди в разрезе механизма для резки по фиг. 16.
Сведения, подтверждающие возможность осуществления изобретения
На фиг. 1 узел 200 резки, соответствующий механизму для резки спиралешовных труб согласно настоящему изобретению, изображен вместе с машиной 10 для формовки спиралешовной трубы. Машина для формовки спиралешовных труб, показанная на фиг. 1-3, поставляется компанией Spiral-Helix, Inc. (США). В патентах США 4567742 и 4706481 также весьма подробно описаны подходящие машины для формовки труб. Описания изобретений к этим патентам включены в данное описание посредством ссылки на них. Узел 200 резки может быть легко приспособлен для применения совместно с другими типами машин для формовки спиралешовных труб, в которых используется открытая формующая головка, позволяющая резаку заходить в трубу с того конца, где происходит ее формовка. Естественно предполагается, что в широком толковании настоящее изобретение, воплощенное в узле 200 резки, может быть также применено к другим типам машин для формовки спиралешовных труб.
Машина 10 для получения спиралешовных труб, как показано на фиг. 2, имеет станину 11, которая покоится на основании 11а. Направляющий паз (не показан) в основании 11а позволяет производить регулировку углового положения станины 11 машины относительно формующей головки 21. Ориентация станины 11 машины определяет диаметр получаемой трубы 42. Шкаф 12 управления присоединен к станине 11. Ряд рукояток управления, манометров и селекторов 14 расположен на панели 13 управления для управления и контроля работы машины 10 и узла 200 резки.
На станине 11 смонтирован корпус 16 роликов. Корпус роликов содержит некоторое количество роликов, которые отгибают края металлической ленты 15, придавая им определенную форму для получения шва в замок и которые могут создавать в металлической ленте канавки гофры или ребра жесткости. Верхний ведущий ролик 18 и нижний ведущий ролик 17 установлены с возможностью вращения на станине 11 рядом с корпусом 16 роликов. Верхний ведущий ролик 18 затягивает металлическую ленту 15 в станину 11 через корпус 16 роликов так, что она проходит над нижним ведущим роликом 17. Ведущие ролики, работая вместе, затем проталкивают металлическую ленту 15 между верхними направляющими пластинами 19 и нижними направляющими пластинами 20 внутрь формующей головки 21.
Формующая головка 21 закручивает металлическую ленту в цилиндрическую спираль, в процессе чего противоположные, подготовленные края ленты 15 входят в зацепление. Сцепленные или сопряженные края затем обжимаются между опорным роликом 32 и обжимающим роликом 34, чтобы образовать шов 43 в замок. Металлическая лента непрерывно проталкивается ведущими роликами 17, 18 через формующую головку 21 и между обжимающим роликом 34 и опорным роликом 32 так, что при ее спиральном движении непрерывно получается полая цилиндрическая труба 42 со спиральным швом 43 в замок.
Опорный ролик 32, показанный на фиг. 3, смонтирован на верхней направляющей пластине 19. Несущий кронштейн 22 (фиг. 2) давит на опорный ролик 32 и удерживает его на месте. Желательно, чтобы несущий кронштейн был достаточно тонким, чтобы входить в ограниченное пространство узла 200 резки. Несущий кронштейн 22 поворачивается вокруг эксцентрикового вала (не показан) и зажимает опорный ролик 32. Ось эксцентрика также позволяет несущему кронштейну 22 разворачиваться за пределы формующей головки 21, когда несущий кронштейн находится не в положении зажатия. Рычаг 26 управления (фиг. 1) используется для поворота несущего кронштейна 22 вокруг его эксцентричной оси и управления давлением, которое прикладывается к опорному ролику 32. Фиксирующая рукоятка 27 освобождает или зажимает рычаг 26 управления.
Обжимающий ролик 34 перемещается в положение обжатия и выводится из этого положения посредством обыкновенного гидравлического цилиндра, который действует известным образом. Узел цилиндра, как показано на фиг. 3, включает в себя вилку 36, которая держит обжимающий ролик 34. Вилка прикреплена к штоку 37 поршня, который вдвигается в головку 38 цилиндра или выдвигается из нее. Головка цилиндра 38 присоединена к гильзе 39 цилиндра при помощи болтов 40. Гидравлический цилиндр обеспечивает давление на обжимающий ролик 34, чтобы закрывать шов 43 в замок.
Формующая головка 21 прикреплена к основанию 23 формующей головки посредством зажимных планок 211, 212 и болтов 24а. Первая зажимная планка 211 крепится болтами к торцу основания 210 формующей головки, а вторая зажимная планка 212 крепится болтами к верхней стороне основания 210 формующей головки. Первая зажимная планка 211, таким образом, облегчает взаимозаменяемость формующих головок 21 любого размера.
Длина основания 210 формующей головки, как показано на фиг. 4, рассчитана так, чтобы не давать внутреннему (нижнему) отрезающему ножу 301 ударяться об основание формующей головки при его возврате в начальное положение и чтобы облегчить регулировку начального положения отрезающих ножей 300, 301 для процесса резки. Когда ножи 300, 301 в первый раз заходят один за другой (взаимно перекрываются), желательно, чтобы они пробивали трубу 42 непосредственно перед обжатым в замок швом 43 трубы. Устройство позиционирования ножа, представляющее собой узел 250 цилиндра с коленно-рычажным механизмом, не всегда обладает достаточной силой, чтобы, толкая нижний нож 301 вверх, пробить толстый, обжатый в замок шов 43. Однако стоит только звеньям цилиндра с коленно-рычажным механизмом оказаться зафиксированными в вертикальном положении, устройство позиционирования ножа будет обладать достаточной силой, чтобы удерживать ножи в положении, когда один заходит за другой, в то время как труба 42 поворачивается между ножами, и ножи прорезают обжатый в замок шов 43. Далее, желательно, чтобы прорезание шва 43 происходило близко к основанию формующей головки. Если обжатый в замок шов прорезается слишком далеко от основания формующей головки, то труба более подвержена шатанию, что дает неровный рез.
Предпочтительный вариант узла 200 резки по настоящему изобретению прикреплен к машине 10 для получения труб так, как это подробнее описано ниже. Многие из элементов узла 200 резки подобны элементам, раскрытым в патенте США 4706481, содержание которого полностью включено в настоящее описание посредством ссылки на него. Желательно, чтобы плита 214 основания узла резки была при помощи болтов прикреплена к основанию 11а машины для получения спиралешовных труб. В некоторых случаях, однако, может быть необходимо монтировать узел 200 резки на переходной плите, которая крепится к основанию машины. Две левые опоры 216 и 217 непосредственно прикреплены к плите 214 основания при помощи болтов 220 с внутренним шестигранником. Две правые опоры 218 и 219 прикреплены к регулировочной плите 221 основания при помощи болтов 220 с внутренним шестигранником. Болт с резьбой и фиксирующая рукоятка 222 крепят правые опоры 218, 219 вместе с присоединенной к ним регулировочной плитой 221 основания к плите 214 основания и позволяют освобождать эти опоры.
На фиг. 1, 4 и 5 видно, что каждая из опор 216-219 оснащена некоторым числом направляющих роликов. Левая передняя опора 216 оснащена нижним, вертикально расположенным направляющим роликом 216-l и верхним, горизонтально расположенным направляющим роликом 216-h. Правая передняя опора 218 также оснащена нижним, вертикально расположенным направляющим роликом 218-l и верхним, горизонтально расположенным направляющим роликом 218-h. Левая задняя опора 217 оснащена нижним, вертикально расположенным направляющим роликом 217-l, верхним, вертикально расположенным направляющим роликом 217-u и верхним, горизонтально расположенным направляющим роликом 217-h. Правая задняя опора 219 оснащена нижним, вертикально расположенным направляющим роликом 219-l, верхним, вертикально расположенным направляющим роликом 219-u и верхним, горизонтально расположенным направляющим роликом 219-h. Передние опоры 216 и 218 имеют сходные конструкции и задние опоры 217 и 219 имеют сходные конструкции.
Каждый направляющий ролик состоит из стального кольца, вращающегося вокруг некоторого числа игольчатых подшипников, которые расположены вокруг оси. В качестве направляющих роликов для использования в узле 200 резки подходят стандартные ролики для толкателей кулачковых механизмов, которые доступны из нескольких источников (например, от IKO Bearings, США, или INA, США). Резьбовой конец оси ролика 223 или 223-е проходит через отверстие в опоре 216-219 и крепится к соответствующей опоре при помощи гайки 224. Все направляющие ролики на задних опорах 217 и 219, т.е. направляющие ролики 217-l, 217-h, 217-u, 219-l, 219-h и 219-u смонтированы на соответствующих опорах, на эксцентриковых осях 223-е так, что положение этих направляющих роликов может быть отрегулировано путем поворота их осей 223-е. С другой стороны, все направляющие ролики на передних опорах 216 и 218, т.е. ролики 216-l, 216-h, 218-l и 218-h установлены на обычных осях 223 и их регулировка не предусмотрена.
Устройство направляющих роликов узла 200 резки обеспечивает удобное линейное перемещение отрезающих ножей 300, 301, которые соединены с направляющими балками 228-f и 228-b (вместе именуемыми 228). Каждая опора 216, 217, 218 и 219 имеет нижний направляющий ролик, соответственно 216-l, 217-l, 218-l и 219-l, который поддерживает направляющие рельсы 228, и создает поверхность для качения, по которой рельсы 228 могут перемещаться прямолинейно, в направлении вдоль оси трубы. Желательно, чтобы эти нижние направляющие ролики были установлены на соответствующих опорах, на одинаковой высоте так, чтобы рельсы 228 находились в горизонтальной плоскости, а вес рельсов был распределен на все четыре нижних ролика. (Следует отметить, что правые опоры 218 и 219 несколько короче, чем их парные, левые опоры 216 и 217, так как правые опоры установлены на регулировочной плите 221). Разумеется, высота нижних направляющих роликов на задних опорах 217-l и 219-l может быть отрегулирована посредством их эксцентриковых осей 223-е.
Все четыре опоры 216-219 также включают в себя горизонтально расположенные направляющие ролики 216-h, 217-h, 218-h и 219-h. Направляющие рельсы 228 перемещаются между этими горизонтальными роликами. Положение горизонтальных роликов на задних опорах 217-h и 219-h регулируют посредством эксцентриковых осей 223-е так, чтобы направляющие рельсы при движении между роликами не перемещались в поперечном направлении. Если при движении рельсов имеет место какой-либо люфт, то будет затруднительно каждый раз получать одинаковый рез трубы. Желательно, чтобы четыре горизонтальных направляющих ролика 216-h, 217-h, 218-h и 219-h были установлены на одной и той же высоте. К тому же, они устанавливаются ниже осевой линии направляющих рельсов 228 так, чтобы в случае взаимной перестановки переднего и заднего рельсов можно было располагать чистой направляющей поверхностью.
Каждая из задних опор 217 и 219 несет на себе верхний, вертикально расположенный направляющий ролик, соответственно 217-u и 219-u. Высота этих двух роликов регулируется посредством их эксцентриковых осей 223-е так, что задний направляющий рельс 228-b перемещается между задними нижними направляющими роликами 217-l и 219-l и задними верхними роликами 217-u и 219-u без какого-либо вертикального люфта. Верхние направляющие ролики 217-u и 219-u необходимы на задних опорах, так как во время операции резки усилия на этой стороне узла резки могут действовать и в направлении вверх, и в направлении вниз. На передних опорах 216 и 218 расположенные вертикально верхние направляющие ролики не требуются, так как все силы, действующие на эту сторону узла резки, направлены вниз. Однако на передних опорах 216 и 218 используются более мощные направляющие ролики, так как в процессе резки вращение трубы толкает узел резки по направлению к передним опорам.
Направляющие рельсы 228 у левых торцов отделены друг от друга посредством распорного стержня 245 из холоднокатаной стали, который прикреплен к рельсам болтами. У правых торцов направляющие рельсы 228 отделены друг от друга лапами 231 и 232 вертикального держателя 230 штанги. Лапы 231 и 232 держателя штанги прикреплены соответственно к переднему и заднему направляющим рельсам 228-f и 228-b при помощи болтов 233 (см., например, фиг. 5). Просвет между лапами 231 и 232 образует зазор для несущего кронштейна 22.
Верхняя часть держателя 230 штанги имеет центральное гнездо, в которое входит консольная штанга 240. Это центральное гнездо ограничивается двумя щеками 234 и 235, которые разделены разрезом 236. Для стягивания щек 234, 235 держателя штанги, и, следовательно, для регулировки диаметра центрального отверстия и ширины разреза 236 предусмотрены два болта 237 с внутренним шестигранником. Для раздвижения щек 234 и 235 и, следовательно, для увеличения ширины разреза 236 и диаметра центрального гнезда, когда болты 237 с внутренним шестигранником отпущены, предусмотрен установочный винт 238. Чтобы сохранять фиксированную ориентацию штанги 240, через переднюю щеку 234 пропущен ориентирующий штифт 239. Ориентирующий штифт 239 точно входит в соответствующее отверстие в штанге 240.
Вертикальный держатель 230 штанги упрощает снятие штанги 240, особенно если в процессе резки труба коробится и механизм резки заклинивается. Чтобы снять штангу 240, ориентирующий штифт 239 вынимают из штанги 240, ослабляют болты 237 с внутренним шестигранником, а установочный винт 238 ввинчивают внутрь, чтобы раздвинуть щеки 234 и 235 держателя 230 штанги. Затем штангу 240 можно выдвинуть из держателя 230. Вставить штангу 240 в держатель 230 можно столь же легко. Более конкретно, нужно повернуть установочный винт 238, чтобы раздвинуть щеки 234, 235, вставить штангу 240 в центральное гнездо, плотно вставить ориентирующий штифт 239 в штангу 240 и затягивать болты 237 с внутренним шестигранником до тех пор, пока щеки 234 и 235 плотно не захватят штангу.
Для труб большего диаметра, т.е. шесть дюймов и выше, лучше подходят штанги увеличенного диаметра. С более крупной штангой используют держатель 230, имеющий увеличенное центральное гнездо, но в других отношениях идентичный описанному. При использовании более мощной, пятидюймовой штанги (127 мм) было бы также желательно, но не обязательно сделать более широкими задний направляющий рельс 228-b, опоры и среднюю секцию узла 73 направляющей нижнего ножа и увеличить диаметр нижнего ножа 301. Для резки труб меньшего диаметра в узле 200 резки можно использовать штангу диаметром 54 мм. В одном из вариантов осуществления эта штанга имеет диаметр 89 мм на правом конце, который соединяется с держателем 230 штанги. Затем ближе к своей середине штанга сужается до диаметра 54 мм. Такая штанга уменьшенного диаметра будет работать с трубами диаметром 32/8 дюйма.
Какой бы ни был диаметр штанги, длина штанги 240 должна быть всегда одной и той же, чтобы верхний (внутренний) нож 300 на левом конце штанги всегда имел в поперечном направлении одно и то же разнесение от нижнего ножа 301. Фактически одной из функций ориентирующего штифта 239 является обеспечение того, чтобы верхний нож 300 в поперечном направлении всегда занимал одно и то же положение относительно нижнего ножа 301.
Естественно штанги различного диаметра будут иметь выборки различной глубины. Выборка на штанге меньшего диаметра менее глубокая, чем на более широких штангах, так как она используется с опорным роликом 32 меньшего размера. С другой стороны, штанга диаметром 127 мм используется с более крупным опорным роликом 32 и несущим кронштейном 22 и поэтому на ней сделана более глубокая выборка. Глубина выборки зависит от конкретного применения. Важным критерием является то, чтобы штанга обеспечивала достаточный зазор для несущего кронштейна 22 и опорного ролика 32, сохраняя в то же самое время достаточную прочность, чтобы держать верхний отрезающий нож 300. Верхний отрезающий нож 300 закреплен на переднем торце штанги 240 в гнезде 318 и имеет возможность регулировки,
На фиг. 6 и 7 показан предпочтительный вариант выполнения ножа 300, 301, который может быть использован в узле 200 резки и в качестве верхнего ножа 300, и в качестве нижнего ножа 301. Нож 300, 301 имеет два криволинейных торца 302 с противоположных его сторон. Нож также имеет два плоских, параллельных торца 304, которые соединяют криволинейные торцы 302. Нож может быть выполнен из единого куска стали А2-60-62o HRC. Желательно, чтобы каждый криволинейный торец 302 был скошен и имел одну режущую кромку 306. Скос на каждом торце ножа сводит к минимуму трение между краем ножа и трубой за счет уменьшения площади поверхности, соприкасающейся с трубой. В предпочтительном варианте осуществления скос образован с углом приблизительно от 10o до 30o по линии, перпендикулярной к двум торцам 303 ножа. Для выполнения скоса могут также быть использованы и другие углы.
Два овальных паза 308 проходят через толщину "t" ножа и сориентированы параллельно друг другу. Овальные пазы находятся между и вытянуты в направлении криволинейных торцов 302 ножа. Концентрическая овальная выемка 310 окружает каждый из овальных пазов 308 на стороне режущей кромки каждого ножа, образуя полку, к которой прижимается головка болта. Для верхних ножей 300 всех размеров можно использовать один и тот же нижний нож 301. Однако для резки трехреберных труб со спиральным швом может оказаться желательным использовать более широкий нижний нож 301, имеющий более искривленную режущую кромку 306 совместно с более широким верхним ножом 300.
Как показано на фиг. 8 и 9, ножи 300, 301 прикреплены к штанге 240 и к узлу 73 направляющей нижнего ножа при помощи крепежных элементов (например, болтов) 312 и имеют возможность регулировки. Болты 312 установлены в каждый из пазов 308 и плотно завернуты в резьбовые отверстия 314 штанги и в резьбовые отверстия 316 узла 73 направляющей нижнего ножа. Желательно, чтобы гнездо 318 на штанге 240 представляло собой обнизку на конце штанги 240, предназначенную для размещения верхнего ножа 300. Гнездо 318 имеет две боковые стенки, которые точно прилегают к плоским, параллельным торцам 304 ножа 300. Боковые стенки гнезда и два болта 312 предотвращают какое-либо вращательное движение ножа. Установочный винт 320 расположен в месте выборки 322 рядом с гнездом 318 на штанге 240. Установочный винт проходит радиально через штангу в гнездо 318, и его конец упирается в криволинейный торец 302 ножа 300. Нож может быть отрегулирован путем отпускания болтов 312, удерживающих нож в штанге, и перемещения ножа в требуемое положение вблизи внутренней поверхности отрезаемой трубы. После того как болты 312 будут снова затянуты, оператор может затянуть установочный винт 320, чтобы предотвратить какое-либо перемещение ножа 300 относительно трубы в радиальном направлении.
Подобным же образом, как показано на фиг. 8 и 9, нижний нож посредством болтов 312 удерживается в гнезде 326 нижнего ножа. Установочный винт 324 нижнего ножа упирается в криволинейный торец 302 ножа, противоположный криволинейному торцу, который используется для резки трубы, чтобы исключить какое-либо радиальное перемещение. Когда верхний и нижний ножи 300, 301 имеют одинаковый размер, они рассчитаны на возможность взаимной перестановки.
Фиг. 10 и 11 иллюстрируют альтернативный вариант осуществления для ножей 350, 351. В этом варианте осуществления ножи 350, 351 также имеют криволинейные торцы 352 с противоположных сторон ножа и два плоских, параллельных торца 354, соединяющих торцы 352. Каждый криволинейный торец имеет две режущие кромки 356, отстоящие на толщину "t" ножа. В отличие от варианта осуществления, приведенного на фиг. 6 и 7, криволинейные торцы 352 на фиг. 10 и 11 перпендикулярны к двум торцам 353 ножей 350, 351. Два овальных паза 358 проходят через толщину "t" ножа между противоположными торцами 353. Концентрическая овальная выемка 360 окружает каждый овальный паз 358 с обеих сторон ножа. Преимущество такого варианта осуществления заключается в том, что каждый нож имеет четыре режущие кромки 356, каждую из которых можно использовать путем ориентирования ножа таким образом, чтобы требуемая режущая кромка заходила за режущую кромку другого ножа. Когда одна режущая кромка изнашивается, нож можно снять, повернуть или перевернуть и снова закрепить болтами 312 так, чтобы для работы была установлена новая режущая кромка 356.
Узел 73 направляющей нижнего ножа, использованный в узле 200 резки, показан на фиг. 8, 9 и 12. Этот узел включает в себя первую опору 75 направляющей, которая прикреплена к переднему направляющему рельсу 228-f винтами 77. В первой опоре 75 для винтов 77 предусмотрены отверстия 77а. Вторая опора 84 прикреплена к другому направляющему рельсу 228-b посредством большего числа винтов 77 и отверстий 77а под винты. Ко второй опоре 84 посредством болтов 85 прикреплена промежуточная опора 80. Эти три опоры выполнены из термообработанной стали, закаленной до твердости 58-60 по Роквеллу. И первая опора 75, и промежуточная опора 80 имеют гребни 81 V-образного сечения, изготовленные за одно целое с опорами и обращенные навстречу друг другу. Средняя секция 78 с V-образными канавками 79 приспособлена, чтобы скользить вверх и вниз на гребнях 81 V-образного сечения. Чтобы средняя секция 78 могла двигаться с минимальным трением, между V-образными канавками 79 и гребнями 81 V-образного сечения помещены полосы (не показаны) линейных игольчатых подшипников V-образной формы, поставляемые компанией IKO Bearings. К верхней и нижней частям V-образных канавок 79 прикреплены упорные планки, чтобы удерживать полосы 87 подшипников на месте. В отверстия второй опоры 84 ввернуты четыре винта 88 с внутренним шестигранником. Концы этих винтов 88 упираются в поверхность промежуточной опоры 80, чтобы создавать давление на полосах 87 подшипников, установленных между средней секцией 78 и ее двумя соседними опорами 75 и 80. Давление на полосы подшипников должно быть отрегулировано при помощи винтов 88 с внутренним шестигранником так, чтобы не было никакого люфта нижнего ножа 301 ни в вертикальном, ни в боковом направлениях. Люфт режущего лезвия будет оставлять заусенцы и/или давать плохой рез. Нижние концы первой опоры 75 и второй опоры 84 связаны между собой при помощи распорки 90 и болтов 91.
Как видно из фиг. 1 и 4, для перемещения средней секции 78 узла 73 направляющей нижнего ножа, а следовательно, и самого нижнего ножа 301 в вертикальном направлении в узле 200 резки используется узел 250 цилиндра с мощным коленно-рычажным механизмом. Одним из таких цилиндров, который может подойти для узла 250 цилиндра, является пневматический цилиндр диаметром 89 мм с ходом 25 мм, поставляемый компанией Milwaukee Cylinder Co. Узел 250 цилиндра с коленно-рычажным механизмом содержит одно верхнее рычажное звено 251, которое соединено со средней секцией 78 держателя ножа посредством верхней оси 252, вокруг которой оно может поворачиваться. Верхнее рычажное звено 251 также соединено со средней осью 253, вокруг которой оно может поворачиваться. Нижние рычажные звенья 254 состоят из двух отдельных деталей, которые на одном конце присоединены к средней оси 253, а на другом конце - к нижней оси 255, вокруг которых они могут поворачиваться. Нижняя ось 255 связывает нижние рычажные звенья 254 с выступом 256, который выполнен за одно целое с распоркой 244. Вилка 257 связывает среднюю ось 253 со штоком 258 поршня, который вдвигается и выдвигается с одной стороны гильзы 259 цилиндра. Цапфа 260 присоединена к противоположной стороне гильзы 259 цилиндра. Стержень 261 проходит через цапфу 260, вторую вилку 262 и овальные пазы 263 в несущих кронштейнах 264 и 265. Верхнее рычажное звено 251 в сочетании со штоком 258 поршня и гильзой 259 цилиндра являются основными компонентами узла подъема, служащего для перемещения нижнего (наружного) ножа 301 между положением готовности и положением резки.
Несущие кронштейны 264 и 265 несут на себе узел 250 цилиндра с коленно-рычажным механизмом. Передний кронштейн 264 прикреплен к нижней части первой опоры 75 узла 73 держателя нижнего ножа посредством болтов 272 и к переднему направляющему рельсу 228-f посредством фланца 270. Фланец 270 приварен к переднему несущему кронштейну 264, а к левому торцу переднего направляющего рельса 228-f прикреплен при помощи болтов 271. Задний кронштейн 265 прикреплен к нижней части второй опоры 84 узла 73 держателя нижнего ножа посредством болтов 272. Левые торцы несущих кронштейнов 264, 265 связаны вместе посредством концевой плиты 269. Резьбовой валик 266 проходит от второй вилки 262 через отверстие в концевой плите 269. Стопорная рукоятка 267 с ответной резьбой располагается на резьбовом валике рядом с концевой плитой 269. Для того чтобы резьбовой валик можно было вращать, к его концу прикреплена регулировочная рукоятка 268.
Узел цилиндра 250 с коленно-рычажным механизмом действует так, чтобы вводить нижний отрезающий нож 301 через среднюю секцию 78 держателя нижнего ножа в положение резки, когда он заходит за верхний нож 300, и выводить его из положения резки. Узел цилиндра 250 с коленно-рычажным механизмом может также перемещаться вдоль оси трубы вместе с направляющими рельсами 228 и узлом 73 держателя нижнего ножа. Чтобы обеспечить установку более мощного цилиндра с коленно-рычажным механизмом, несущие кронштейны 264 и 265 на всей их длине разнесены на ширину узла 73 держателя нижнего ножа. Диаметры верхней, средней и нижней осей 252, 253 и 255 соответственно рассчитаны так, чтобы избежать их изгиба под действием высоких нагрузок. Желательно, чтобы эти три оси имели одинаковый диаметр. Верхнее рычажное звено 251 представляет собой одну цельную деталь, а для того, чтобы для подъема узла 73 держателя нижнего ножа требовалось меньшее усилие и более легкие подшипники, нижние рычажные звенья 254 расположены непосредственно рядом с верхним рычажным звеном.
Чтобы отрегулировать положение резки и положение покоя нижнего ножа 301, просто поворачивают стопорную рукоятку 267, пока она не освободится. Затем поворачивают рукоятку 268 регулировки глубины, чтобы переместить гильзу 259 цилиндра вдоль ее оси и вдоль пазов 263 в несущих кронштейнах 264, 265. Затем, когда выполнена требуемая регулировка, стопорную рукоятку 267 затягивают.
Узел 200 резки включает в себя регулируемый упор 276 линейного (или осевого) перемещения, как это показано на фиг. 1. Плита 276 упора прикреплена к левому торцу заднего направляющего рельса 228-b при помощи болтов 281. Резьбовой болт 280 стопорится в плите 276 упора при помощи гайки 279. Для облегчения регулировки к гайке прикреплена рукоятка. Головка 277 болта 280 соприкасается с резиновой подушкой 278, прикрепленной к левой задней опоре 218 со стороны, противоположной узлу 285 очистителя. Когда цилиндр 148 компенсации трения после завершения резки возвращает направляющие рельсы 228 и прикрепленные к ним ножи 300, 301 к их начальному положению, головка болта 277 упирается в резиновую подушку 278, чтобы прекратить линейное (осевое) возвратное движение. Плита 276 упора, таким образом, управляет начальным положением ножей 300, 301. Начальное положение может быть отрегулировано путем регулировки расстояния между плитой 276 упора и головкой 277 болта.
Регулировка начального положения ножей 300, 301 обычно бывает необходима всегда, когда заменяют формующую головку 21, чтобы изготавливать новые трубы, имеющие другой радиус. Другой размер формующей головки и трубы обычно приводит к изменению положения шва относительно ножей. Поэтому по причинам, изложенным ранее, желательно регулировать исходное положение ножей так, чтобы ножи начинали процесс резки непосредственно перед швом.
Как видно из фиг. 5а-5е, возможна регулировка угла установки узла резки. Правые опоры 218 и 219 узла 200 резки прикреплены к регулировочной плите 221 основания так, что эти опоры и плиту 221 можно перемещать совместно. Правые опоры 218 и 219 и плита 221 регулировки угла установки снабжены расположенными под углом регулировочными пазами 291, которые дают возможность этим связанным опорам перемещаться в поперечном направлении по дуговой линии. Чтобы выполнять регулировку угла установки узла резки, используется рукоятка 290. У рукоятки 290 регулировки угла имеется первый круглый валик 292, который вставлен в регулировочную плиту 221 основания и может в ней вращаться, и второй круглый валик 293, который с эксцентриситетом установлен на первом валике 292, входит в овальный паз 294 в плите 214 основания узла резки и может вращаться.
Угол установки узла 200 резки регулируют следующим образом. Отпускают резьбовые болты и стопорные рукоятки 222 на правых опорах 218, 219 так, чтобы правые опоры и плита 221 регулировки угла освободились от плиты 214 основания. Затем рукоятку 290 регулировки угла поворачивают, например, против часовой стрелки, что заставляет плиту 221 установки угла и прикрепленные к ней правые опоры поворачиваться против часовой стрелки вдоль регулировочных пазов 291. Когда узел резки достигает положения, при котором имеет место надлежащее совмещение верхнего и нижнего ножей 300, 301 (т.е. когда получается чистый рез трубы под прямым углом), стопорные рукоятки 222 затягивают, чтобы зафиксировать правые опоры и плиту 221 регулировки угла на плите 214 основания.
Далее со ссылкой на фиг. 14 и 15 будет объяснено действие вышеописанного узла резки. Селекторы и переключатели 14 на левой стороне панели 13 управления выполняют те же самые функции, какие они выполняли и продолжают выполнять в машинах для получения спиралешовных труб, которые имеются на рынке. Кнопки пуска (START) и останова (STOP) механизма резки могут использоваться для подрезки передней кромки трубы 42 при помощи узла 200 резки. Селектор LOW управляет скоростью трубы в период фазы замедления движения и операции отрезания, хотя скорость при отрезании не сильно зависит от толщины ленты и диаметра трубы.
На правой стороне панели управления гидравлический манометр 14а управляется посредством селектора 14f. Когда селектор 14f установлен в первое положение, гидравлический манометр 14а указывает гидравлическое давление на верхнем ведущем ролике 18. Во втором положении селектора гидравлический манометр 14а показывает давление на обжимающем ролике 34. В третьем положении считывают давление приводного двигателя, а в четвертом положении индицируется давление насоса. Гидравлический предохранительный клапан 14с ведущего ролика управляет давлением на ведущем ролике, а гидравлический предохранительный клапан 14d обжимающего ролика управляет давлением на обжимающем ролике. Манометр 14b пневматического давления показывает давление в узле 148 цилиндра компенсации трения. Пневматический предохранительный клапан 14е регулирует давление сжатого воздуха во время обратного хода штока 149 поршня (т.е. во время процесса резки).
Схема пневматической системы управления узлом 200 резки, показанная на фиг. 15, содержит ряд стандартных элементов, которые действуют известным образом. Например, источник 158 воздуха присоединен через фильтр 159, регулятор 160 давления и маслораспылитель 161. Клапаны 162 направления управляют работой узла 250 цилиндра с коленно-рычажным механизмом, цилиндра 148 компенсации трения и цилиндра 163 выброса трубы.
Труба со спиральным швом изготавливается известным способом при помощи машины 10 для получения труб. Металлическая лента 16 может подаваться в машину 10 и формоваться в спиралешовную трубу способом, сформулированным в патенте США 4567742. Как только металлическую ленту вставили в машину, оператор путем нажатия кнопки MAIN запускает основной двигатель (масляный насос). Затем нажимают кнопку LUBRICANT, чтобы запустить насос смазки. Селектор скорости LOW регулируют, чтобы задать скорость резания, а селектор скорости HIGH устанавливают, чтобы отрегулировать скорость получения трубы. Затем оператор, пользуясь управляющей рукояткой AUTO, выбирает либо ручной, либо автоматический режим работы. Когда в автоматическом режиме оператор отрегулирует селектор HIGH, машина 10 для получения труб будет непрерывно изготавливать трубу, а узел 200 резки будет непрерывно разрезать ее на секции. В ручном режиме машина 10 для получения труб будет непрерывно изготавливать трубу, а узел резки будет автоматически отрезать одну секцию трубы, но после выброса секции трубы машина для получения труб будет отключаться. Представленный вариант осуществления изобретения работает под управлением стандартного программируемого контроллера. Естественно вместо контроллера можно было бы использовать переключатели и таймеры задержки.
Как видно из фиг. 15, когда металлическая лента 15 формуется в трубу 42 со спиральным швом, труба 42 вращается и движется вперед вдоль собственной продольной оси. Когда наружный край 166 трубы нажимает на первый концевой переключатель 167, верхний ведущий ролик 18 замедляет свое вращение. Следовательно, труба 42 движется медленнее. Когда после этого труба 42 нажимает на второй концевой переключатель 168, машина для получения труб отключает верхний ведущий ролик, и движение трубы 42 прекращается. Затем в узел 250 цилиндра с коленно-рычажным механизмом подают воздух, чтобы поднять нижний нож 301. Нижний нож поднимают до тех пор, пока его режущая кромка не зайдет за режущую кромку верхнего ножа и не пробьет трубу 42. На впускных и выпускных магистралях узла 250 цилиндра с коленно-рычажным механизмом предусмотрены ограничительные диафрагмы и обратные клапаны 169, так что подъем и опускание узла 73 направляющей нижнего ножа не происходит слишком резко.
После задержки на 1-2 секунды верхний ведущий ролик 18 возобновляет вращение с медленной скоростью, а цилиндр 148 компенсации трения меняет направление. Таким образом, труба 42 снова начинает движение вперед и спиральное вращение. Однако труба 42 будет поворачиваться между верхним и нижним ножами 300, 301, кромки которых зашли друг за друга (взаимно перекрылись). Вращающаяся труба поворачивается между перекрывающимися ножами 300, 301 так, что неподвижные, невращающиеся ножи действуют вместе и разрезают трубу по мере того, как она поворачивается. Ножи 300, 301 и присоединенные к ним элементы узла резки будут двигаться в направлении движения трубы благодаря тому, что движущаяся труба толкает ножи и благодаря тянущему действию узла 148 цилиндра компенсации трения. За один полный оборот труба 42 должна быть полностью разрезана под прямым углом (т.е. перпендикулярно своей оси) посредством верхнего и нижнего ножей.
Воздушный цилиндр 148 компенсации трения во время своего обратного ("тянущего") хода работает под низким давлением. Это давление управляется предохранительным клапаном 170, который регулируют при помощи рукоятки 14е управления пневмосистемы на панели 13 управления. Пунктирная линия 170а представляет линию стравливания. Тянущее давление должно быть отрегулировано так, чтобы компенсировать любое сопротивление трения в линейных подшипниках 58. Давление в цилиндре 148 должно уравновешивать трение в подшипниках так, чтобы ножи 300, 301 могли двигаться в поперечном направлении от прикосновения пальца. Такого равновесия давлений можно добиться, если вручную (или автоматически при помощи клапанов) регулировать давление в цилиндре и одновременно толкать штангу 240. Компенсирующий цилиндр 148 позволяет ножам и прикрепленным к ним элементам двигаться вдоль оси трубы так, что единственной силой, воздействующей на ножи, является сила, возникающая от вращения трубы.
Для того чтобы добиться чистого реза трубы под прямым углом, важно, чтобы ножи 300, 301 и все элементы, к ним прикрепленные, были надлежащим образом выставлены и перемещались так, как будто нет никакого трения. Также важно, чтобы ножи имели надлежащие зазоры и не имели люфта. Если все не отрегулировано правильно, рез может и не получиться прямым. Напротив, рез может пойти по спирали, так что начальная и конечная точки реза не совпадут.
Высокое давление используется для возврата ("толкающего") компенсирующего цилиндра 148 назад в исходное положение, так как ход поршня, при котором шток 149 выдвигается, не сильно чувствителен к давлению. Для регулировки этого давления используется предохранительный клапан 171. Предохранительный клапан 171 и манометр 171а располагаются внутри шкафа 12 управления. Для демпфирования возвратного движения при высоком давлении используются обратный клапан и ограничительная диафрагма 169.
Узел 200 резки продолжает двигаться вместе с трубой до тех пор, пока узел резки не нажмет на третий концевой переключатель 173. Этот концевой переключатель установлен в таком месте, в котором труба любого размера (диаметра), изготовленная при помощи машины 10 для получения труб и узла 200 резки, совершит один полный оборот, так что рез будет полностью закончен. Концевой переключатель 173 должен фактически обеспечивать небольшое перекрытие реза. Если рез не вполне закончен, две секции трубы будут соединены остаточной лентой металла. Труба диаметром от 4 дюймов до 24 дюймов совершит один полный оборот приблизительно за 140 мм осевого перемещения. Затем машина 10 для получения труб вновь останавливается. Узел 250 цилиндра с коленно-рычажным механизмом опускается в положение готовности. После небольшой задержки цилиндр 148 компенсации трения меняет направление и возвращает ножи 300, 301 в их начальное положение.
Затем цилиндр 163 поднимает подхваты 175 трубы для выбрасывания отрезанной секции трубы на выпускной стол. Чтобы подхваты 175 поднимались и опускались медленно и мягко, предусмотрены обратные клапаны и ограничительные диафрагмы 169. Когда подхваты возвращаются в исходное положение, они замыкают четвертый концевой переключатель 176. Машина 10 для получения труб не начнет работать до тех пор, пока не будет замкнут этот концевой переключатель. Если машина 10 для получения труб находится в автоматическом режиме и четвертый концевой переключатель 176 замыкается, то машина 10 и узел 200 резки будут автоматически повторять вышеописанный процесс формовки и разрезания трубы. Если машина находится в ручном режиме, то оператор должен нажать кнопку HIGH, чтобы повторить вышеописанный процесс для еще одной секции трубы.
Альтернативный предпочтительный вариант осуществления узла резки показан на фиг. 16-18. В этом варианте осуществления часть механизма, осуществляющая резку трубы, чтобы облегчить процесс резки, обеспечивает во время разрезания трубы непрерывное возвратно-поступательное движение нижнего, невращающегося ножа 301 вверх и вниз, в направлении радиуса трубы. В этом варианте осуществления используется тот же самый узел 250 цилиндра с коленно-рычажным механизмом, какой был описан выше. Узел 400 направляющей нижнего ножа включает в себя два отдельных средних блока 402, 404. Поднимающий, средний блок 404 присоединен к верхнему рычажному звену 251 и перемещается вверх и вниз посредством цилиндра 259 и штока 258 цилиндра. Средний блок 402 возвратно-поступательного движения, несущий нож, перемещается между положением готовности, при котором нижний нож 301 не касается трубы 42, и положением резки, при котором нижний нож пробивает трубу и заходит за внутренний нож 300. Несущий нож блок 402 соединен с поднимающим блоком 404 посредством эксцентрикового вала 406, проходящего сквозь поднимающий и качающийся средние блоки 402, 404; причем блок 402 возвратно-поступательного движения может скользить в направляющих относительно поднимающего блока. Средние блоки параллельны и имеют вертикальные направляющие в виде игольчатых подшипников 408, расположенных между блоками и первой и второй боковыми опорами 410, 412. Промежуточная опора 414 соединена со второй опорой 412. Желательно, чтобы оба средних блока 402, 404 имели V-образные канавки 416, которые, чтобы облегчить движение блоков, работают совместно с V-образными гребнями 418 и игольчатыми подшипниками 408.
Двигатель 420 установлен на несущем кронштейне 265, который держит узел 250 цилиндра. Двигатель 420 приводит несущий нож блок 402 в движение через раздвижной вал с карданными шарнирами 424 на каждом конце. Двигателем может служить двигатель постоянного тока мощностью 1/8 л.с., развивающий скорость вращения 1700 об/мин. Раздвижной вал удлиняется и укорачивается насколько необходимо, чтобы позволить поднимающему блоку перемещаться между положением резки и положением готовности. Карданные шарниры 424 облегчают передачу энергии вращения двигателя к эксцентриковому валу 406.
Эксцентриковый вал 406 проходит через узел подшипников в поднимающем блоке 404, состоящий из упорных подшипников 426 и игольчатых подшипников 428, далее, в узел подшипников в блоке 402, который держит нож. Этот узел подшипников, также состоящий из упорных подшипников 426 и игольчатых подшипников 428, располагается внутри элемента 430 скольжения, в блоке 402, который держит нож. Элемент скольжения может перемещаться со скольжением в горизонтальном направлении в отверстии 432 в блоке 402, который держит нож. Желательно, чтобы это отверстие было смазано так, чтобы элемент скольжения мог свободно скользить в любую сторону. Смещенный участок 434 эксцентрикового вала 406 сидит в узле подшипника блока 402. Таким образом, когда двигатель 420 вращает раздвижной вал 422 и эксцентриковый вал 406, вращение смещенного участка 434 заставляет несущий нож блок 402 двигаться вверх и вниз, а элемент скольжения - двигаться вперед и назад. Желательно, чтобы эксцентриситет смещенного участка эксцентрикового вала составлял небольшую величину, такую как 0,76 мм, так чтобы ножи 300, 301 всегда заходили друг за друга, когда поднимающий блок находится в положении резки. Небольшое перемещение блока, который держит нож, создает действие, подобное действию ножниц, которое может помогать при разрезании труб большого калибра. Во всех других отношениях работа по разрезанию трубы варианта осуществления, показанного на фиг. 16-18, точно такая же, какая описана для варианта осуществления, соответствующего фиг. 1-15. Желательно, чтобы ножи 350, 351, имеющие торцы без скоса, могли быть использованы как альтернативные или как ножи для перестановки с ножами 300, 301, показанными на фиг. 16-18 и имеющими скошенные торцы.
Для специалистов в данной области понятно, что в форму и детали вышеприведенных вариантов осуществления изобретения могут быть внесены различные изменения. Подразумевается, что предыдущее описание должно рассматриваться как иллюстративное, а не как ограничивающее, и что только нижеследующая формула изобретения, включающая все эквивалентные модификации, определяет границы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РЕЗКИ СПИРАЛЕШОВНОЙ ТРУБЫ С МЕХАНИЗМОМ АКТИВНОГО ПРИВОДА ВРАЩЕНИЯ ВНУТРЕННЕГО РЕЖУЩЕГО ЭЛЕМЕНТА (ВАРИАНТЫ) И СПОСОБ РЕЗКИ СПИРАЛЕШОВНОЙ ТРУБЫ | 2001 |
|
RU2261158C2 |
| МАШИНА И СПОСОБ ДЛЯ ГОФРИРОВАНИЯ СПИРАЛЕШОВНОЙ ТРУБЫ (ВАРИАНТЫ) | 2000 |
|
RU2250807C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СПИРАЛЬНОВИТЫХ ТРУБ С ФАЛЬЦЕВЫМ ЗАМКОВЫМ ШВОМ С УМЕНЬШЕННЫМ ВВЕДЕНИЕМ СМАЗКИ | 1996 |
|
RU2135318C1 |
| ОПОРНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2177528C2 |
| МЕХАНИЗМ НАТЯЖЕНИЯ ЛЕНТЫ ТРАНСПОРТЕРА СЕЛЬСКОХОЗЯЙСТВЕННОЙ УБОРОЧНОЙ ЖАТКИ | 2012 |
|
RU2607092C2 |
| Система для установки расходной детали для подземного бурения | 2015 |
|
RU2707839C2 |
| Врубовая машина | 2018 |
|
RU2761230C2 |
| Врубовая машина | 2018 |
|
RU2761231C2 |
| ВРУБОВАЯ МАШИНА | 2018 |
|
RU2762863C2 |
| ЗАХВАТЫВАЮЩЕЕ БУРИЛЬНУЮ ШТАНГУ УСТРОЙСТВО | 2014 |
|
RU2660697C2 |








Изобретение относится к механизмам для резки металлических труб. Оба варианта механизма характеризуются использованием невращающихся наружного и внутреннего ножей. Вместе с тем в одном из вариантов оба ножа установлены неподвижно, во втором наружный нож установлен с возможностью непрерывного возвратно-поступательного движения в радиальном направлении относительно продольной оси трубы. При осуществлении вариантов способа наружный нож в положении резки заходит за внутренний, а трубе сообщают вращение вокруг продольной оси. Первый вариант реализации способа предусматривает неподвижную установку обоих ножей, второй - сообщение наружному ножу упомянутого возвратно-поступательного движения. Изобретение позволяет упростить конструкцию устройства и процесс резки. 4 с. и 16 з.п. ф-лы, 18 ил.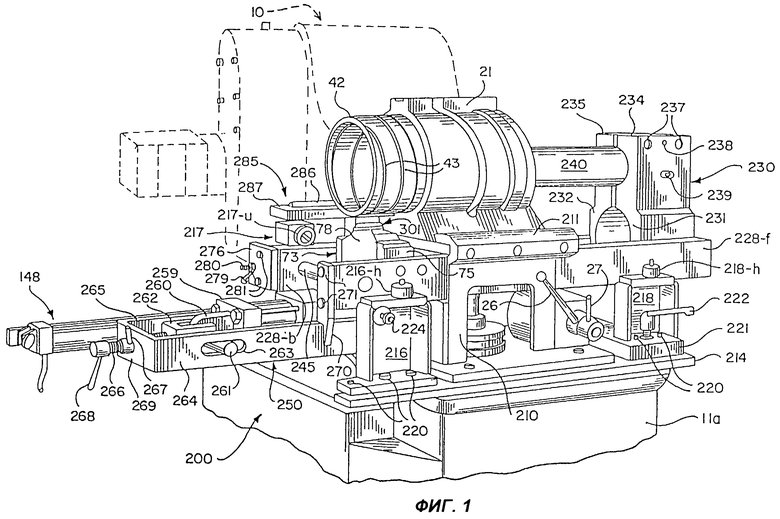
| US 5609055, 11.03.1997 | |||
| Станок для резки труб | 1973 |
|
SU473572A1 |
| US 4823579, 25.04.1989 | |||
| Способ получения диокисей третичных алкилендифосфинов | 1978 |
|
SU784289A1 |

