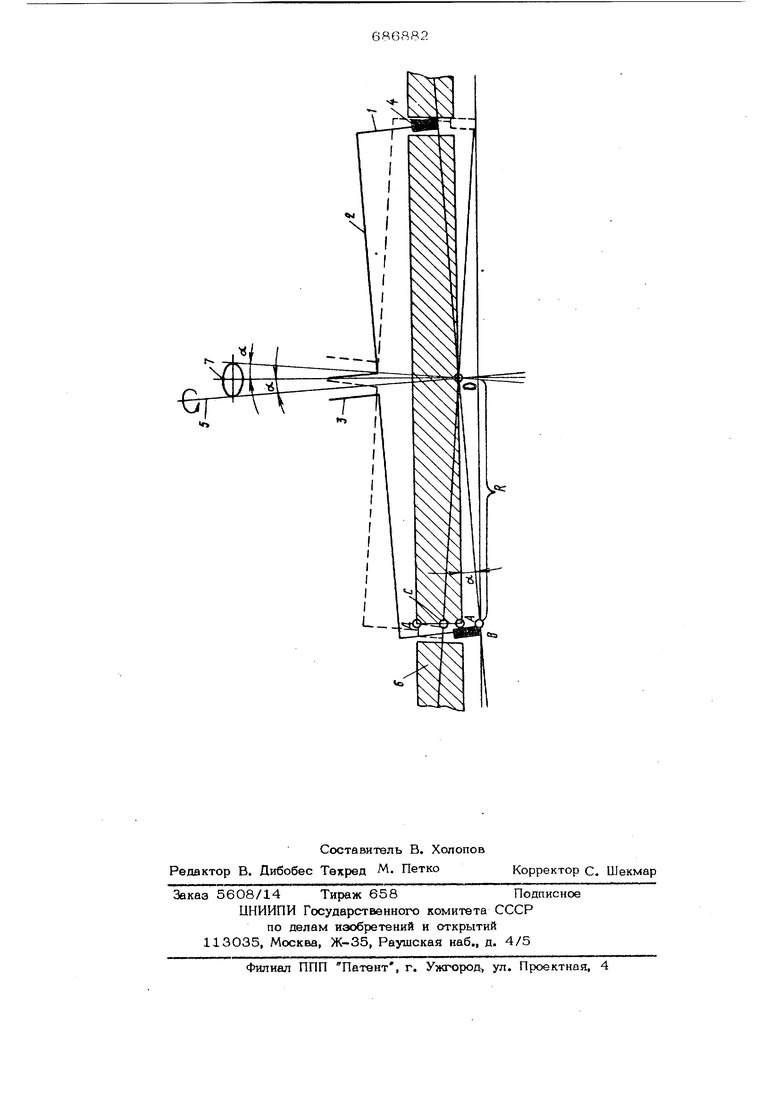
Изобретение относится к механической обработке твердых и хрупких материалов, а именно к способам сверления. Известен способ сверления путем относительного перемещения инструмента и загЪтовки с сообщением инструменту крутильных колебаний l. Недостаток этого способа заключается в невысокой производительности кольцевого сверления стекол. Наиболее близок к предлагаемому способу по техническому решению способ свер ления, путем поступательного перемещени вращающегося инструмента относительно заготовки вдоль оси вращения инструмента 2. При таком способе сверления режущий торец инструмента находится в постоянном контакте с обрабатываемым материалом, что затрудняет промывку и охлаждение режущих элементов инструмента и не обеспечивает оптимальных удельных да&-;лений для большинства режущих элеменгов. Это снижает стойкость инструмента и производительность сверления. Цель изобретения - повышение стойкости инструмента и производительности сверления. Для этого при поступательном перемещении вращающегося ннстр ту{ента относительно заготовки вдоль оси вращения инструмента вращающийся инструмент дополнительно перемешают как образуюптую конуса, вершина которого обращена Б направлении поступательного перемещения инструмента. На чертеже дана схема перемешений инструмента относительно заготовки, поясняющая предлагаемый способ сверления. Корпус сверла имеет цилиндрическую часть 1, фланец 2 и хвостовик 3. На тор ие цилиндрической части 1 укреплены алмазоносные режущие элементы 4, состоящие из связки, импрегнированной алмазными зернами. Вращающийся вокруг своей геометрической оси 5 инструмент перемещают к обрабатываемому материалу 6 вдоль оси 7 получаемого в материале отверстия. Поскольку ось 7 отверстия не совпадает с геометрической осью 5 сверла и пересекает ее в точке О, соприкосновение режущих элементов сверла с обрабатывае мым материалом произойдет не по всей поверхности торца, а в некоторой точке D . При дальнейшей подаче инструмента вйоль оси 7 пятно контакта сверла с разрушаемым материалом увеличится. В это время геометрической оси 5 сверла придается движение как образующей конуса с вершиной в точке О. Пятно контакта начинает перемещаться по окруж ности образуемого отверстия. При этом режущие зерна,. разрезав материал в эоне контакта его с инструментом, выходят в свободное пространство, вынося с собой продукты разрушения и отдавая накопленное тепло. Прерывистый контакт обеспечивает сни жение теплового режима работы инструме та, что позволяет увеличить скорость реаания. Уменьшение площади контакта обес печивает достижение оптимальных удельных нагрузок при значительно меньших суммарных нагрузках на обрабатываемый материал. Снижение производительности за счет уменьшения числа одновременно работающих алмазных зерен при данном способе полностью компенсируется увеличением скорости реэашш. Амплитуда колебания () режущих элементов 4 относительно обрабатываемо го материала, нeoбxoдrav{aя для вывода режущих зерен из контакта с материалом соизме{жма с величиной выступающих из связки реядгщих частей зерен и весьма мала (0,2-О,6 мм, в зависимости от зер нистости алмазного порошка). По заданной амплитуде 0 угол сС определяется из соотношения (4АОВ): оС в anclrf-Tn ° - otrctrf -7 oirc R колебания где 0( - амплитуда режущих элементов; D - диаметр {внутренний) режущей части сверла. Угол 2 Л. при вершине конуса также весьма мал и составляет, например при ЕС 1мм и В 2ООмм Зб (минут). Поскольку режущие элементы 4 имеют большую толщину, чем стенка цилиндрической части 1 сверла, последняя при заглублении сверла в материал не ;оприкасается с ним. Применение предлагаемого способа наиболее целесообразно при сверлении листового материала кольцевыми сверлами большого диаметра (200- и более ). Формула изобретения Способ сверления, включающий поступательное перемещение вращающегося инструмента относительно заготовки вдоль оси вращения инструмента, отличающийся тем, что, с целью повьпиения стойкости инструмента и производительности, вращающийся инструмент дополнительно перемещают как образующую конуса, вершина котгорого обращена в направлении поступательного перемещения инструмента. Источники инфо|я {ашш, принятые во внимание при экспертизе 1.вАвторское свидетельство СССР / 476099, кл. В 23 В 35/00, 1972. 2. Патент США № 3710516, кл. В 24 В 1/ОО, опубл. 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2384404C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| Устройство для заточки спиральных сверл | 2018 |
|
RU2684668C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| Способ обработки отверстий и алмазно-абразивное сверло для его осуществления | 1990 |
|
SU1808498A1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Способ изготовления алмазного сверла малого диаметра | 1982 |
|
SU1060343A1 |
| СПИРАЛЬНОЕ СВЕРЛО И СПОСОБ СВЕРЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРИМЕНЕНИЕ СВЕРЛА, СПОСОБЫ ЕГО ПЕРЕТАЧИВАНИЯ И ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2600465C2 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |