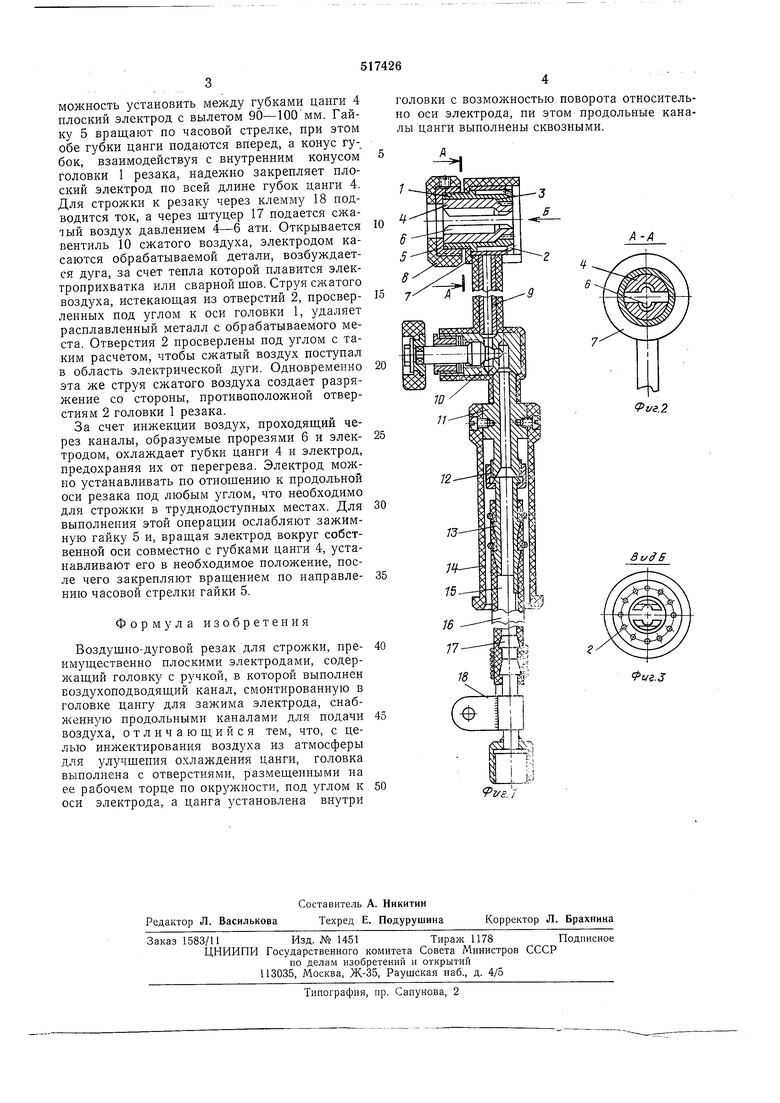
можность установить между губками цанги 4 плоский электрод с вылетом 90-100 мм. Гайку 5 вращают по часовой стрелке, при этом обе губки цанги подаются вперед, а конус гу-, бок, взаимодействуя с внутренним конусом головки 1 резака, надежно закрепляет плоский электрод по всей длине губок цанги 4. Для строжки к резаку через клемму 18 подводится ток, а через штуцер 17 подается сжатый воздух давлением 4-6 ати. Открывается вентиль 10 сжатого воздуха, электродом касаются обрабатываемой детали, возбуждается дуга, за счет тепла которой плавится электронрихватка или сварной шов. Струя сжатого воздуха, истекаюш,ая из отверстий 2, просверленных под углом к оси головки 1, удаляет расплавленный металл с обрабатываемого места. Отверстия 2 просверлены под углом с таким расчетом, чтобы сжатый воздух поступал в область электрической дуги. Одновременно эта же струя сжатого воздуха создает разряжение со стороны, противоположной отверстиям 2 головки 1 резака.
За счет инжекции воздух, проходящий через каналы, образуемые прорезями б и электродом, охлаждает губки цанги 4 и электрод, предохраняя их от перегрева. Электрод можно устанавливать по отношению к продольной оси резака под любым углом, что необходимо для строжки в труднодоступных местах. Для выполнения этой операции ослабляют зажимную гайку 5 и, вращая электрод вокруг собственной оси совместно с губками цанги 4, устанавливают его в необходимое положение, после чего закрепляют вращением по направлению часовой стрелки гайки 5.
Формула изобретения
Воздущно-дуговой резак для строжки, преимущественно плоскими электродами, содержащий головку с ручкой, в которой выполнен Боздухоподводящий канал, смонтированную в головке цангу для зажима электрода, снабженную продольными каналами для подачи воздуха, отличающийся тем, что, с целью инжектирования воздуха из атмосферы для улучщення охлаждения цанги, головка выполнена с отверстиями, размещенными на ее рабочем торце по окружности, под углом к оси электрода, а цанга установлена внутри
головки с возможностью поворота относительно оси электрода, пи этом продольные каналы цанги выполнены сквозными.
9 If г. 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Резак для воздушно-дуговой резки и строжки металла | 1980 |
|
SU941069A1 |
| Ручной резак для воздушно-дуговой строжки | 1987 |
|
SU1731524A1 |
| Резак для воздушно-дуговой поверхностной и разделительной обработки металлов | 1986 |
|
SU1512733A1 |
| Воздушно-дуговой резак | 1977 |
|
SU677846A1 |
| ВОЗДУШНО-ДУГОВОЙ РЕЗАК | 1973 |
|
SU390883A1 |
| Резак для воздушно-дуговой резки | 1981 |
|
SU1007876A1 |
| Резак для воздушно-дуговой обработки металлов | 1978 |
|
SU727371A1 |
| УСТРОЙСТВО ДЛЯ РАСПЫЛЕНИЯ ЖИДКОСТИ И ДРУГИХ ТЕКУЧИХ ВЕЩЕСТВ | 2002 |
|
RU2216410C1 |
| КОМПЛЕКТ УНИВЕРСАЛЬНОГО ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ СО СМЕННЫМИ РАБОЧИМИ ЧАСТЯМИ И СТОЕЧНО-КОРПУСНЫМ ВИБРАЦИОННЫМ ПРИВОДОМ С ПРУЖИННОЙ ЗАЩИТОЙ "ВИКОСТ" | 2010 |
|
RU2444875C2 |
| Горелка для дуговой сварки | 1985 |
|
SU1291425A1 |
