(54) РЕЗАК ДЛЯ ВОЗДУШНО-ДУГОВОЙ ОБРАБОТКИ МЕТАЛЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ручной резак для воздушно-дуговой строжки | 1987 |
|
SU1731524A1 |
| Резак для воздушно-дуговой резки | 1981 |
|
SU1007876A1 |
| Резак для воздушно-дуговой обработки | 1979 |
|
SU846167A1 |
| Воздушно-дуговой резак | 1980 |
|
SU878472A1 |
| Резак для воздушно-дуговой поверхностной и разделительной обработки металлов | 1986 |
|
SU1512733A1 |
| Резак для воздушно-дуговой резки и строжки металла | 1980 |
|
SU941069A1 |
| Воздушно-дуговой резак | 1977 |
|
SU677846A1 |
| Воздушно-дуговой резак | 1990 |
|
SU1722738A1 |
| Резак для воздушно-дуговой резки | 1975 |
|
SU571357A1 |
| РЕЗАК ДЛЯ ВОЗДУШНО-ДУГОВОЙ РЕЗКИ | 1966 |
|
SU223968A1 |
1
Изобретение относится к устройствам для поверхностной обработки металлов (строжки) и разделительной (резки) и может быть использовано для выборки дефектных участков и снятия усиления сварных швов, удаления прихваток, срезки заклепок, обрубки и зачистки некрупногабаритного литья, черновой резки и других операций.
Известны воздушно-дуговые резаки для обработки черных и цветных металлов, различающиеся конструкцией узла крепления электродов: рычажная, цанговая, штифтовая и клиновая. Однако резаки с рычажным креплением не вписываются в габариты внутренних полостей некоторых обрабатываемых изделий и имеют нерегулируемое усилие зажатия пружины, изменяющееся с изменением диаметра электрода. Резаки с цанговым и штифтовым креплением не позволяют производить быструю смену и регулировку вылета электрода. Резаки с цанговым и клиновым креплением не позволяют, использовать электроды различной формы и размеров.
Известен резак для воздушно-дуговой резки, содержащий корпус, внутренний подпружиненный и наружный элементы крепления электрода и рукоятку с узлом газоподвода 1 .
Основным недостатком известного резака является возможность работы только круглыми электродами и только одного диаметра, что значительно ограничивает номенклатуру выполняемых резаком операций. Причем даже небольшие колебания размеров электрода приводят либо к невозможности его размещения в резаке,,либо к уменьшению поверхности контакта электрода с наружным элементом по линии (по образующей электрода). Это, в свою очередь, вызывает перегрев элементов резака,искрение и пригорание омедненного слоя, а следовательно, ускоряет износ державки и электрода.
С уменьшением размера электрода уменьшается прижимающее усилие пружины. Это еще больще влияет на ухудшение контакта. А изменение расстояния между осями электрода и воздухоподающих отверстий снижает производительность и качество обработки.
Целью изобретения является обеспечение использования широкого диапазона типоразмеров электрода.
Для достижения цели внутренний элемент крепления вьшолнен в виде прижимной пластины и подвижно соединенной с ней посредством резьбы воздухопОдводящей трубки, причем отверстия для подачи воздуха выполнены в прижимной пластине.
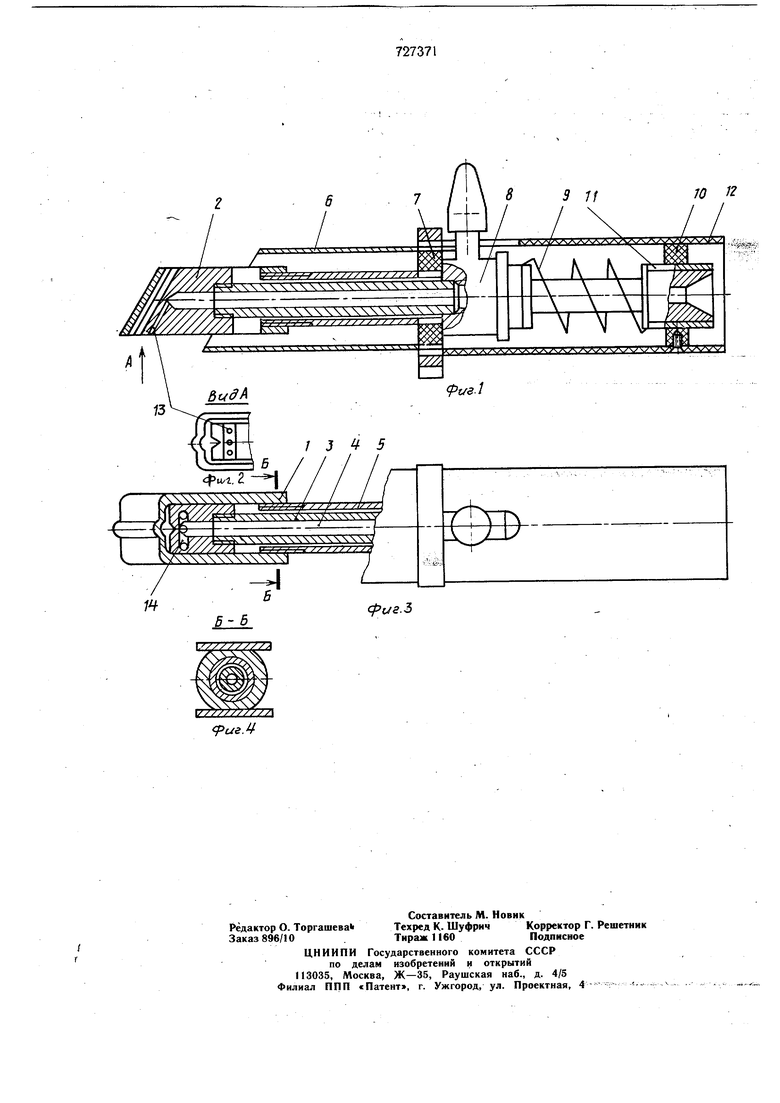
На фиг. 1 показан предлагаемый резак, общий вид, продольный разрез; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - резак, вид сверху с частичным вырывом; на фиг. 4-:s разрез Б-Б на фиг. 3.
Резак имеет наружный элемент 1 крепления электрода - наружную губку 1, внутренний элемент крепления элeкtpoдa, состоящий из прижимной пластины 2 и воздухоподводящей трубки 3 с каналом 4 для прохода воздуха, корпус 5. Все эти детали являются токонесущими. Поэтому они закрыты защитным кожухом 6, укрепленным на изоляционной шайбе 7. Подача воздуха и регулировка его расхода осуществляются вентилем 8. Положение пружины 9 фиксируется упорной шайбой 10. Газо-токоподводяЩая коммуникация присоединяется к штуцеру 11. Рукоятка 12 выполняется из Изоляционного материала и предохраняет р зЧйка от соприкосновения с токонесущими деталями резака.
Резак работает следующим образом.
Зазор для нужного размера электрода устанавливается вращением наружной губки 1. Усилие пружины регулируется сращением обеих губок - наружной 1 и внутренней 2. Отжатие внутренней губки (сжатие пружины) производится с помощью рычага вентиля 8. Воздух в активную зону обработки попадает из отверстий 13 во внутренней губке, сообщающихся через коллекторный канал 14 с каналом 4.
Возможность осевого перемещения наружного элемента (наружной губки) позволяет устанавливать постоянное прижимное усилие пружины, независимо от размеров и формы применяемого электрода, а следовательно, повысить надежность работы резака. Kpolvie того, возможность осевого
перемещения наружной губки обеспечивает работу электродами различных форм и размеров, а отсутствие сильно выступающих частей резака делает его маневренным в любых условиях. Это позволяет значительно расширить 3oify действия резака и увеличить
номенклатуру выполняемых им операций. Так как отверстия для подачи воздуха в активную зону выполнены во внутренней губке, изменение размера электрода и замена одной формы электрода другой не меняют
расположения электрода относительно воздушного hoTOKa, что улучщает качество обработки металла.
Формула изобретения
Резак для воздущно-дуговой обработки металлов, содержащий корпус, внутренний подпружиненный и наружный элементы крепления электрода и рукоятку с узлом газоподвода, отличающийся тем, что, с целью обеспечения использования широкого диапазона типоразмеров электрода, внутренний элемент крепления выполнен в виде прижимной пластины и подвижно соединенной
с ней посредством резьбы воздухоподводящей трубки, причем отверстия для подачи воздуха выполнены в прижимной пластине.
Источники информации, принятые iBO внимание при экспертизе 1. Патент США № 2726309, кл. 219-70,
