Изобретение относится к сварке, в частности к горелкам для дуговой сварки неплавящимся электродом в инертных газах, и может найти широкое применение в машиностроительной, авиационной и пр. отраслях гIpoмыцJлeннocти.
Цель изобретения .- увеличение стойкости электрода и качества сварного илва преимущественно при сварке алюминиевых сплавов дугой переменного тока повышенной мощности.
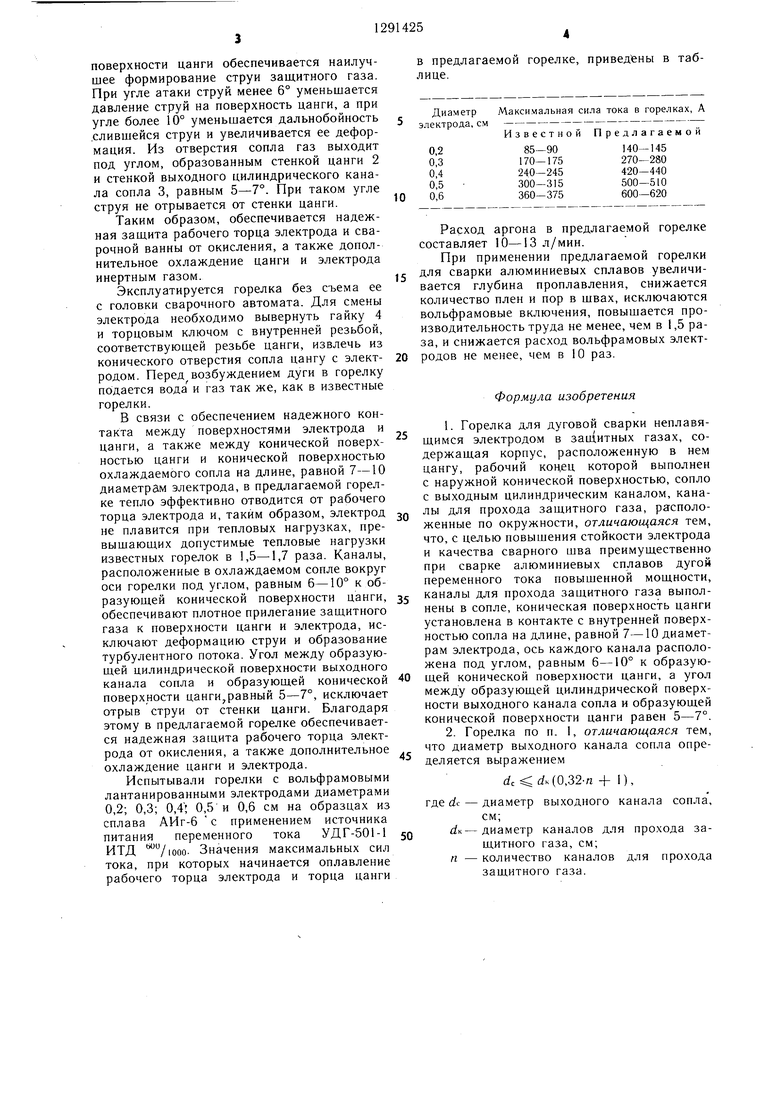
На фиг. 1 показан вариант горелки, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид снизу; на фиг. 4 - схема расположения углов в горелке; на фиг. 5 -- цанга с двумя конусами и прорезью по образующей конусов; на фиг. 6 - то же, вид сверху.
Электрод установлен в медную коническую цангу 2 и зажат осевь1м усилием в ответном коническом отверстии охлаждаемого сопла 3 с помощью нажимной гайки 4. Сопло 3 крепится к корпусу 5. Гайкой 6 закреплено уплотнение 7. Гайкой 8 крепится токо- подвод и кронштейн 9. Цанга 2 имеет корпус 10, сопрягаемый с конусом охлаждаемого сопла 3 на длине, равной 7-10 диаметрам электрода, и конус 11, сопрягаемый с конусом нажимной гайки 4, а также одностороннюю прорезь 12 по образующей конусов и рабочий торец 13. Расстоянием /нак от торца 13 цанги 2 до зоны сопряжения кони- ческих поверхностей сопла 3 и цанги 2 исключено оплавление торца цанги при максимальной тепловой мощности прежде, чем оплавится торец электрода. Расстояние /нак с достаточной для практических расчетов точностью определено из соотношения
Р 1,.п,к (c w--dL) (иТ-50
l-BiK-
X,.,-d-«{ tJ--/,rr )
где /нлк - расстояние от торца цанги до зоны
сопряжения конических поверх- ноетеи сопла и цанги, см; ч1ак - теплопроводность материала цанги, Вт/см °С;
Яэ.1 - теплопроводность материала электрода, Вт/см °С; diiiiK- наружный диаметр рабочего торца
цанги, см;
tn - температура плавления цанги, °С; d-a - - диаметр электрода, см; й - температура плавления электрода, С.
Наружный диаметр рабочего торца цанги определен экспериментально из условий исключения наруншния защиты электрода от окисления и находится из соотношения
uf,,.K l,35d-3., -f 0,1,
где diiaic - наружный диаметр рабочего торца цанги, см; dt - диаметр электрода, см.
0 г
0
0
Так обеспечивается повышение стойкости электрода за счет эффективного отвода тепла от рабочего торца его теплопроводностью.
Сопло 3, кроме осевого цилиндрического канала, и.меет каналы 14 для подвода инертного газа.
Диаметром каналов йк, их количеством и диаметром сопла Л обеспечивается слияние струй защитного газа, истекающего из каналов, еще в выходном цилиндрическом канале сопла, при этом угол раскрытия струй принят равным 16-26°. Диаметр каналов йк вписан в зазор между стенкой цанги 2 и стенкой цилиндрического канала сопла 3. Диаметр цилиндрического канала сопла, диаметр каналов и количество каналов находятся в соотношении
А а к(0,32 П -f 1),
где а с - диаметр цилиндрического канала сопла, см;
А- диаметр канала, см;
п - количество каналов.
Углом t между осью канала для подвода инертного газа и образующей конической поверхности цанги, равным 6-10°, обеспечивается необходимое давление струй на поверхность цанги, высокая дальнобойность сливщейся струи и минимальная деформация ее. Углом ф, равным 5-7°, исключается отрыв слившейся струи от стенки цанги. Два угла ф образуЕОт угол раскрытия конуса цанги а.
а 2ф 2(5-7) 10 И .
Угол раскрытия конуса цанги а и два угла t образуют угол раскрытия конуса расположения каналов у.
7 а + 2/ {10-14) + 2(6-10) 22- -34°.
Так обеспечивается повьпление стойкости электрода за счет дополнительного отвода тепла от рабочего торца конвекции потока защитного газа, а также за счет надежной защиты рабочего торца от окисления.
Горелка работает следующим образом.
Усилием, создаваемым гайкой 4, конусами 10, 11 и прорезью 12 в цанге, ответными конусами в сопле 3 и гайке 4 обеспечивается плотный контакт поверхности электрода с цилиндрической поверхностью цанги 2 и плотный контакт конической поверхности цанги 2 с конической поверхностью охлаждаемого сопла 3 на длине, равной 7-10 диаметрам электрода. Таким образом, создается эффективный отвод тепла от рабочего торца электрода.
При угле раскрытия конуса цанги а, равном 10-14°, и угле раскрытия -конуса расположения каналов Y. равном 22-34°, инертный газ, поступаюп ий в цилиндрическое отверстие сопла из каналов, встречается с поверхностью цанги под углом атаки струи / 6-10°. При таком угле атаки струй
поверхности цанги обеспечивается наилучшее формирование струи защитного газа. При угле атаки струй менее 6° уменьшается давление струй на поверхность цанги, а при угле более 10° уменьшается дальнобойность .слившейся струи и увеличивается ее деформация. Из отверстия сопла газ выходит под углом, образованным стенкой цанги 2 и стенкой выходного цилиндрического канала сопла 3, равным 5-7°. При таком угле струя не отрывается от стенки цанги.
Таким образом, обеспечивается надежная защита рабочего торца электрода и сварочной ванны от окисления, а также дополнительное охлаждение цанги и электрода инертным газом.
Эксплуатируется горелка без съема ее с головки сварочного автомата. Для смены электрода необходимо вывернуть гайку 4 и торцовым ключом с внутренней резьбой, соответствующей резьбе цанги, извлечь из конического отверстия сопла цангу с элект- родом. Перед возбуждением дуги в горелку подается вода и газ так же, как в известные горелки.
В связи с обеспечением надежного контакта между поверхностями электрода и цанги, а также между конической поверхностью цанги и конической поверхностью охлаждаемого сопла на длине, равной 7-10 диаметрам электрода, в предлагаемой горелке тепло эффективно отводится от рабочего торца электрода и, таким образом, электрод не плавится при тепловых нагрузках, превышающих допустимые тепловые нагрузки известных горелок в 1,5-1,7 раза. Каналы, расположенные в охлаждаемом сопле вокруг оси горелки под углом, равным 6-10° к образующей конической поверхности цанги, обеспечивают плотное прилегание защитного газа к поверхности цанги и электрода, исключают деформацию струи и образование турбулентного потока. Угол между образующей цилиндрической поверхности выходного канала сопла и образующей конической поверхности цанги равный 5-7°, исключает отрыв струи от стенки цанги. Благодаря этому в предлагаемой горелке обеспечивается надежная защита рабочего торца электрода от окисления, а также дополнительное охлаждение цанги и электрода.
Испытывали горелки с вольфрамовыми лантанированными электродами диаметрами 0,2; 0,3; 0,4 ; 0,5 и 0,6 см на образцах из сплава АИг-6 с применением источника питания переменного тока УДГ-501-1 ИТД . Значения максимальных сил тока, при которых начинается оплавление рабочего торца электрода и торца цанги
в предлагаемой горелке, приведены в таблице.
Расход аргона в предлагаемой горелке составляет 10-13 л/мин.
При применении предлагаемой горелки для сварки алюминиевых сплавов увеличивается глубина проплавления, снижается количество плен и пор в швах, исключаются вольфрамовые включения, повышается производительность труда не менее, чем в 1,5 раза, и снижается расход вольфрамовых электродов не менее, чем в 10 раз.
Формула изобретения
1.Горелка для дуговой сварки неплавящимся электродом в зац1итных газах, содержащая корпус, расположенную в нем цангу, рабочий коцец которой выполнен с наружной конической поверхностью, сопло с выходным цилиндрическим каналом, каналы для прохода защитного газа, расположенные по окружности, отличающаяся тем, что, с целью повышения стойкости электрода и качества сварного шва преимущественно при сварке алюминиевых сплавов дугой переменного тока повышенной мощности, каналы для прохода защитного газа выполнены в сопле, коническая поверхность цанги установлена в контакте с внутренней поверхностью сопла на длине, равной 7-10 диаметрам электрода, ось каждого канала расположена под углом, равным 6-10° к образующей конической поверхности цанги, а угол между образующей цилиндрической поверхности выходного канала сопла и образующей конической поверхности цанги равен 5-7°.
2.Горелка по п. 1, отличающаяся тем, что диаметр выходного канала сопла определяется выражением
dc d(0,32-n + ),
где dc - диаметр выходного канала сопла ,
см;
к-диаметр каналов для прохода защитного газа, см;
п - количество каналов для прохода защитного газа.
14
Риг2
Фиг. 3
ю
.
Составитель Г. Квартальнова
Редактор Е. ПаппТехред И. ВересКорректор А. Обручар
Заказ 90/20Тираж 976Подписное
ВНИИПИ Гоеударственного комитета С(Х1 по делам изобретений к иткритий
П3035, Москва, Ж--35, Раун:ская иаб., д. 4/5 Производственно-полиграфичеекое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
Фиг. 6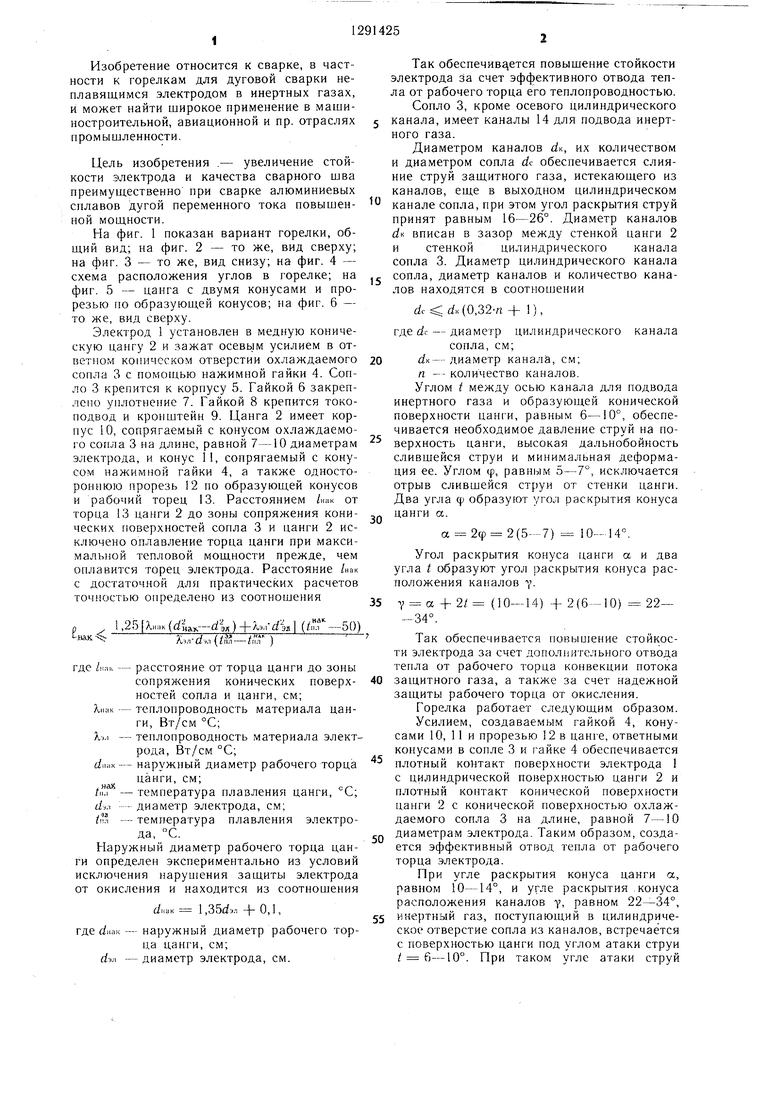
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2002 |
|
RU2280545C2 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1975 |
|
SU574289A1 |
| Двухэлектродная горелка | 1986 |
|
SU1479226A1 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1997 |
|
RU2123416C1 |
| Горелка для сварки неплавящимся электродом | 1991 |
|
SU1814602A3 |
| Горелка Г.А.Шагалова для дуговой сварки неплавящимся электродом в защитных газах | 1983 |
|
SU1117164A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1982 |
|
SU1098709A1 |
| ГОЛОВКА ГОРЕЛКИ ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2573720C2 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU867559A1 |
Изобретение относится к сварке, в частности к горелкам для дуговой сварки неплавящимся электродом в инертных газах, и может найти нрименение в машиностроительной, авиационной и др. отраслях нромыш- ленности. Целью изобретения является увеличение стойкости электрода и качества сварного шва, преимущественно при сварке алюминиевых сплавов дугой переменного тока повышенной мощности. Усилием, создаваемым гайкой 4, конусами и прорезью цанги 2, ответными конусами в сопле 3 и гайке 4, обеспечивается плотный контакт поверхности электрода 1 с цилиндрической поверхностью цанги 2 и плотный контакт конической поверхности цанги 2 с конической поверхностью охлаждаемого сопла 3 на длине, равной 7-10 диаметрам электрода 1. Это обеспечивает эффективный отвод тепла от рабочего торца электрода 1. При угле атаки струи защитного газа 6-10° обеспечивается наилучшее формирование струи защитного газа. Угол между образующей цилиндрической поверхности выходного канала сопла 3 и образующей конической поверхности цанги, равный 5-7°, исключает отрыв струи защитного газа от стенки цанги 2. 1 з. п. ф-лы, 1 табл., 6 ил. SS сл со to сд иг
| Горелка для дуговой сварки неплавя-щиМСя элЕКТРОдОМ B СРЕдЕ зАщиТНыХгАзОВ | 1979 |
|
SU806312A1 |
| Солесос | 1922 |
|
SU29A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1980 |
|
SU963758A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ГОРЕЛКА ДЛЯ АРГОНО-ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯЭЛЕКТРОДОМ | 0 |
|
SU236676A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
