цанги достигается с помощью головки, выполненной с отверстиями, размещенными на ее рабочем торце 6.
Цанга имеет возможность поворота относительно оси электрода.
Недостатком рассмотренной конструкции резака является ее малая мои.1ность и невысокая надежность цангового зажима, который быстро перегревается и часто выходит из строя.
В резаке В. Н. Ломако устранены некоторые недостатки отмеченных конструкцнй. Однако электрод зажимается иодвижной медной губкой, что приводит к ее чрезмерному нагреву и ограничению возможностей повыщения тока дуги, который не превышает 1000 А .
На Ульяновском заводе тяжелых и уникальных станков разработан резак РВД-4-3 рычажно-иружинного типа, обеспечивающей его работу ири токе дуги, достигающем 1300 А. Дальнейшее повыщение тока дуги приводит к недопустимому перегреву резака 8.
Известен также резак для воздушно-дуговой резки и строжки металла, содержащий корпус с головкой, в которой выполнены каиалы для иодачи воздуха в токовоздухоировод 9.
Этот резак является наиболее близким к предложенному по технической сущности и достигаемому эффекту.
Однако этот резак имеет недостатки.
Нроходящий по щлангу воздух охлаждает размещенный в нем оголенный медный провод, который заполняет пространство канала и сам нагревается. Охлаждение рукоятки резака подогретым внутри щланга воздухом малоэффективно. Существенно уменьшается напор воздуха, ностунающего на технологическое дутье. Из-за возможного окисления проводов и резьбовых соединений нецелесообразно использоваиие сырого воздуха.
Целью изобретения является повышение производительности путем увеличеиня допустимой силы тока. Это достигается за Счет того, что в резаке для воздушио-дуговой резки и строжки металла, содержащем корпус с головкой, в которой выполнены каналы для подачи воздуха, и токовоздухопровод, головка резака выполнена из двух щек, соединенных двумя фиксирующими планками, а в. одной из щек смоитирована воздухообводная втулка, в которой установлен винт крепления электрода, при этом продольная ось выходиых каналов для подачи воздуха размещена параллельно продольной оси резака.
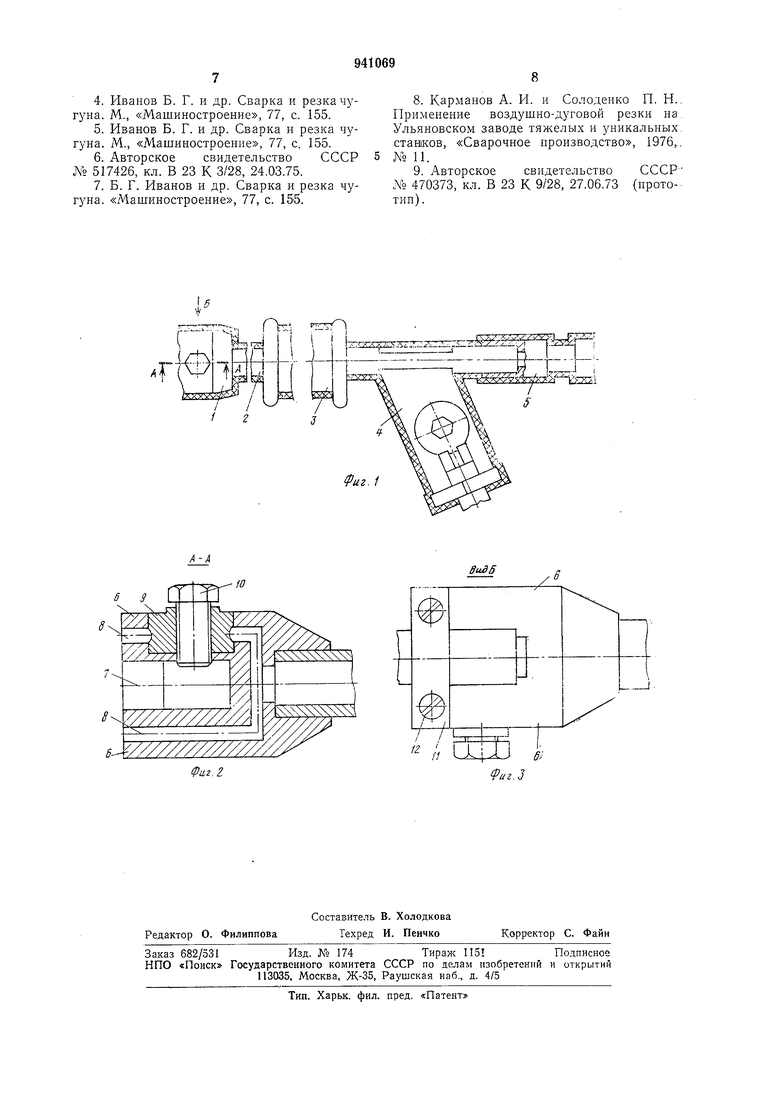
На фиг. 1 изобрал ен общий вид резака для воздушно-дуговой резки и строжки металла; на фиг. 2 - головка, разрез; па фиг. 3 - головка с установленным в пей электродсм, а также плаикой и ее крепежом для фиксации щек от расклиииваиия.
Резак (фиг. 1) состоит из головки 1, трубы 2, рукоятки 3, токовоздухоировода 4 5 с клеммой, щтуцерной гайки 5.
Головка 1 (фиг. 2) имеет переднюю и заднюю части. Передняя часть выполнена в виде двух щек 6, между которыми расположен прямоугольный паз 7 для установки в
О нем электрода. Поверхность паза обеспечивает электрический контакт между резаком и электродом. Дно наза плоское. В нем с противоположных открытых сторон имеются две наклонные канавки для удаления
5 огарков электродов с помощью инструмента типа отвертки.
Виутри головки выполиеиы каналы 8 для подачи сжатого воздуха к месту расплавления металла. В задней (конической) части
0 головки иа глубиие, определенной необходимой площадью электрического коитакта, диаметр отверстия соответствует диаметру трубы. Торец трубы упирается в уступ перемычки с отверстием, диаметр которого не
.ч;екее диаметра отверстия трубы. Отверстие перемычки с другой стороиы сопрягается со средней частью поперечного кана.ча 8, расположенного также в задней части головки. Края поперечного канала 8 сопрягаются с двумя продольными каналами 8 одинакового диаметра, расположенными в средней части щек 6.
В одной щеке в направлении, перпендикулярном к боковой контактной поверхиос5 ти паза, имеется гнездо под воздухообводпую втзлку 9, предназначеппую для выполнения в пей воздухообводной капавки п резьбового отверст11я под винт крепления электрода 10. При выполнении гнезда продольный воздушный канал 8 разрывается на две части. Часть капала, формирующая воздущиую струю на выходе ее из щеки 6, имеет длииу, обеспечивающую подачу продольиого воздушного иотока на дутье.
5 Воздухообводпая канавка втулки 9 соирягается с обеими частями разорванного продольиого канала 8, располагаясь симметрично его оси. Проходное сечение канавки выполняется не меньшим половины площади проходного сечения продольного воздушного канала 8.
При выполнении остальных воздушных отверстий соблюдается следующее условие. Отверстие трубки имеет наибольший про5 ход; поперечный канал 8 головки имеет не
менее прохода одного продольного канала 8.
Резьбовое отверстие во втулке 9 выполпяется после ее монтажа методом пайки.
При этом сверление и нарезание резьбы
осуществляется насквозь через втулку 9 и перемычку щеки 6 в месте гнезда для втулки.
Головка (фиг. 3) имеет две планки И, соединяющие между собой щекн 6 с помощью BHHTote 12. Планки И иредпазначе5
ны для фиксации электрода от боковых перемещений, предотвращения расклинивапия щек при зажиме электрода винтом. Планки монтируются в углублениях, выполненных в передней части боковых граней .щек 6, и находятся с ними в одной плоскости (заподлицо).
Детали 1, 2, 4, 5, 9, 10, И и 12 являются металлическими; деталь 3 изготовляется из теплоэлектроизоляционного материала.
Размеры деталей выбираются в- зависимости от мощности дуги, расхода воздуха, а также удобства эксплуатации ииструмента.
Детали 1, 2, 4, 5, 10 соединяются в местах сопряжения пайкой. При монтаже резака его детали после пайки покрываются тепловой и электрической изоляцией.
Резак соединяется с источником питания .электрической дуги с помощью изолированпого электрического провода. При этом ОДИН конец провода соединяется с клеммой источника питания, другой - с клеммой резака. Второй вывод источника питания соединяется с обрабатываемым изделием. Подключепие резака к магистрали сжатого воздуха осуществляется с помощью резинотканевого рукава, соединенного через штуцер со щтуцерной гайкой. Воздушный вентиль для подачи сжатого воздуха в резак выиесен за его нределы.
Графитовый электрод устанавливается в паз головки и закрепляется с помощью винта 10 (см. фиг. 3). Открывается воздушный вентиль, сжатый воздух иоступает в резак, охлаждает его элементы, затем выходит из него на дутье через каналы 8 вдоль электрода.Оператор подводит электрод к месту резки, возбуждает дугу, оплавляет и одновременно выдувает расплавленный металл из места резки.
Все детали, обесиечивающие подвод электрического тока к электроду, выполнены из меди или хромистой бронзы. Места сопряжения этих и других деталей резака соединялись между собой высокотемпературной пайкой или сваркой. Требуемое сечение электрического провода выбиралось ПО нормам допустимой плотности тока. Сечение токовоздухопроводящей трубы составляло не менее 2/3 расчетного сечения провода. Электропроводные сечения или электроконтактные поверхности каждого из остальных элементов резака имели илощади не меньше поперечного сечения электрического провода, подключаемого к клемме, резака. Крепление электрода осуществлялось путем плотной посадки его конца в паз головки. Электроды изготовлял ись из графитированных материалов. Резак, подготовленный к работе таким путем, обеспечивал устойчивые и эффективные возможности ведения процесса током в несколько тысяч ампер (испытывался при токах дуги до 4000 А) без перегрева его частей.
б
В предлагаемой конструкции резака для предотвращения расклинивания щек применены стягивающие планки, а для использования электродов со свободной посадкой их концов в паз головки предусмотрен зажимной винт.
Таким образом, предлагаемая конструкция резака предусматривает возмол ность использования электродов с плотной и свободной посадкой их концов в паз головки. При плотной посадке дополнительное закрепление электрода винтом можно не производить.
С помощью разработанного резака осуществляется проведение процесса воздущно-дуговой отрезки от чугунных отливок прибылей диаметров до 400 мм, а также устранение с поверхности отливок ряда определенных дефектов. Отрезка прибылей осуществлялась при токе дуги 2500-4000 А, давлении сжатого воздуха 4-7 кгc/cм. Установлено, что минимальная толщина срезаемого за один проход слоя составляет 1-2 мм, .максимальная толщина срезаемых элементов достигла 400 мм и не является предельной так же, как и ток в 4000 А не является предельно возможным для данной конструкции резака.
Резак этой конструкции обеспечивает высокую устойчивость и эффективность процесса при использовании как сухого, так и сырого воздуха. Последнее обстоятельство имеет важное значение для оздоровления условий труда.
Производительность труда возросла в 13-14 раз при одновременном снижении капитальных затрат примерно в 18,5 раз, а также расхода электроэнергии.
Формула изобретеиия
40
Резак для воздущно-дуговой резки ц строжки металла, содержащий корпус с головкой, в которой выполнены каналы для
подачп воздуха, и токовоздухопровод, о тл и ч а ю щ и и с я тем, что, с целью повышения производительности путем увеличения допустимой силы тока при обработке, головка резака выполнена нз двух щек, соединенных двумя фиксирующими планками а в одной из щек смонтирована воздухообводная втулка, в которой установлен винт крепления электрода, при этом продольная ось выходных каналов для подачи воздуха
размещена параллельно продольной осп резака.
Псточники информации, принятые во внимание при экспертизе;
1. Иванов Б. И. и др. Сварка и резка чугуна. М, «Машиностроение, 1977, с. 155.
2.МаслоБ Ю. А. Воздущно-электродуговая резка металлов. М., «Мащгиз, 62, с. 37,
3.Иванов Б. Г. и др. Сварка и резка чугуна. М., «Мащиностроение, 77, с. 155.
4.Иванов Б. Г. и др. Сварка и резка чугуна. М., «Машиностроение, 77, с. 155.
5.Иванов Б. Г. и др. Сварка и резка чугуна. М., «Машиностроение, 77, с. 155.
6.Авторское свидетельство СССР № 517426, кл. В 23 К 3/28, 24.03.75.
7.Б. Г. Иванов и др. Сварка и резка чугуна. «Машиностроение, 77, с. 155.
8.Карманов А. И. и Солоденко П. Н.. Применение воздушно-дуговой резки на. Ульяновском заводе тяжелых и уникальных, станков, «Сварочное производство, 1976,. № 11.
9.Авторское свидетельство СССР 470373, кл. В 23 К 9/28, 27.06.73 (нрототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Резак для воздушно-дуговой поверхностной и разделительной обработки металлов | 1986 |
|
SU1512733A1 |
| Воздушно-дуговой резак | 1980 |
|
SU878472A1 |
| Воздушно-дуговой резак для строжки | 1975 |
|
SU517426A1 |
| Резак для воздушно-дуговой резки | 1981 |
|
SU1007876A1 |
| Ручной резак для воздушно-дуговой строжки | 1987 |
|
SU1731524A1 |
| Воздушно-дуговой резак | 1990 |
|
SU1722738A1 |
| ВОЗДУШНО-ДУГОВОЙ РЕЗАК | 1973 |
|
SU390883A1 |
| Резак для воздушно-дуговой обработки металлов | 1978 |
|
SU727371A1 |
| РЕЗАК ДЛЯ ГАЗОЭЛЕКТРИЧЕСКОЙ РЕЗКИ (СТРОЖКИ)МЕТАЛЛА | 1967 |
|
SU197801A1 |
| ГОЛОВКА ДЛЯ МЕХАНИЗИРОВАННОЙ ВОЗДУШНО-^yfjQ | 1971 |
|
SU321328A1 |
Фиг. г.
/
I I
// / LUIJ в:
Риг.З
