Изобретение отпоситюя к вспомогательным устройствам для сбор.кя труб с фа-сониыми деталями под сварку.
Известен центратор для сборки и оварки труб, содержащий две центрируюш,ие голоеки с разжимными элементами и узел соединения
ГОЛОВОК.
Однако известный центратор не 0 беопечивгет точной сборки лруб с фасониыми деталями и, в первую очередь, с крутоизогнутЫМИ отводами и не предусматривает заранее необходимый оварочиый зазор между торцами стыкуемых труб.
Целью предлагаемого изобретения является устранение указанных недостатко в. Это достигается тем, что узел соединения головок выполнен в виде общей концент|рично расположенной внутри обеих головок ueHTpHipyjoщей втулки, к внутр енней поверхности которой жестко прикреплена продольная пластинчатая пружина с выступа-ми, а центрирующие головки снабжены упорами, взаимодействующими с выступами пружины, при этом, по крайней мере, один из упоров выполнен поДВИЖ1КЫМ Б oceaoiM направлении.
На фиг. I изображен центратор, общийнид; на фиг. 2--разрез по А-А на фиг. 1.
Центратор состоит из двух центрирующих головок 1 и 2 и узла 3 их взаимного центрирования.
Каждая головка 1 и 2 имеет корпус 4, на котором размещены разжимные элементы 5, упор 6, вьгполненный например в голов-ке передвижным з.з,оль корпуса 4, и механизм разжима головок, С01СТОЯЩИЙ из натяжных тросиков 7, закрепленных на головках 1 и 2. Один из тросиков 7, например на головке 2, соединен с ее KopnycoiM 4 через пружину 8 и имеет сбрасыватель 9.
Узел взаимного центрирования головок состоит из центральной втулки 10 и плоюкой пружины И, жестко к нему присоединенной. Пружина имеет фасонные выступы 12 и 13, расположенные по обе стороны от втулки 10 у его торцов 14 и 15. Выступы 12 и Гз замыкают упоры 6. Один из концов пружины 11, обращенный, например, к головке 2, расположен под сбрасывателем 9 механизма разжи.ма головок.
Центратор работает следующим образом.
На цептрирующей головке 1 устанавливают в необходимом месте упор 6. При этом расстояние «а между корпусом 4 и упором 6 определяет величину сва|рочного зазора.
Каждую из центрирующих головок 1 и 2 устанавливают в собираемых трубах (деталях) и крепят при помощи разжимных элементов 5, которые располагаются на определенном, заранее заданном расстоянии от торП.ОВ собираемых труб (деталей).
в центрирующую голо-ику 2 заводят узел центрирования 3 до сонрикоюнавения торца 15 втулки 10 с улором 6. При этом выступ 13 пружины М замьикает упор 6, охватив его с другой стороны, а конец этой пружины раополатается под сбрасывателем 9.
На .выступающий конец центральвой втулки 10 над|ви1гают двнтр1Чрующую головку 1 с закрепленной на ней трубкой (деталью) до соприкооновения с упором 6. При этом упор 6 корпуса 4 ГОЛОВ1КИ 1 замы1кается между торцом 14 центральной втулки 10 и выступом 12 пружины 11.
Между собираемыми т рубами (деталями) автоматически образуется необходимый сварочный зазор «а. После этого производят приХ1ват1ку или сварку собираемых труб (деталей) S узел.
Для извлечения центрирующих голо1вок 1 и 2 из собранного узла сначала раюкрепляют разжимные элементы головки 2. Затам за тросик 7 головку 2 извлекают нз собранного узла, причем в момент натяжения тросика сбрасыватель 9 отжимает шыступ 13 втулки 10, освобождая упор 6 центрирующей головки 2.
Далее раскрепляют разжимные элементы головки 1, которую за натяжной тросик 7 нзвлвкают из узла вместе с механизмом взавмного центрнрования головок.
После извлечения це«Т1рИ1рующей головки 1 цз узла нажатием на конец фасонного выступа 12 пружины 11 освобождают упор 6, и узел размыкания вынимают из корпуса 4 центри зующей голотаки 1.
Формула изобретения
Внутренний центратор для сборки и сварки труб, содержащий две центр-ирующие головки с разжимным.и элементами и узел соединения
головок, отличающийся тем, что, с целью новышения точности сборки Т1руб с фаСОВПЫ1МИ деталя1ми и удобства в эксплуатациа, узел соединения головок выполнен в виде общей концент|рично расположенной внутри
обеих головок центрирующей втулки, к внутренней поверхности которой жестко прикреплена продольная пластинчатая пружина с выступами, а центрирующие голОВки снабжены упорами, взаимодействующими с выступами
пружины, при этом, по крайней мере, один из УПоров выполнен подвижньим в осевом ианра1влении.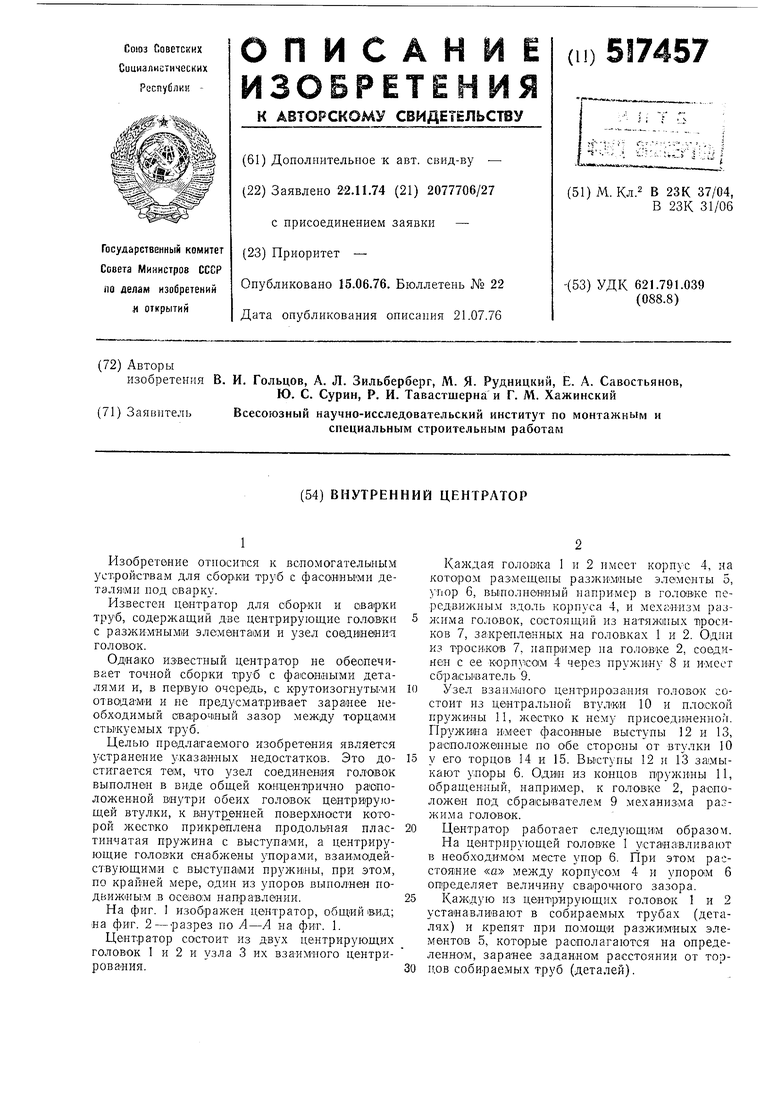
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки под сварку труб | 1981 |
|
SU1007884A1 |
| ТЕРМОСТОЙКИЙ ПАКЕР | 2002 |
|
RU2267003C2 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| РАЗБУРИВАЕМЫЙ МЕХАНИЧЕСКИЙ ПАКЕР | 2003 |
|
RU2236556C1 |
| Внутренний центратор для сборки труб и деталей трубопроводов под сварку | 1975 |
|
SU616097A1 |
| Внутренний центратор для сборки труб под сварку | 1987 |
|
SU1455511A1 |
| ПАКЕР ТЕХНОЛОГИЧЕСКИЙ | 2011 |
|
RU2473781C1 |
| УСТРОЙСТВО ДЛЯ СТУПЕНЧАТОГО ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН | 2015 |
|
RU2584428C1 |
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
| Сборочный агрегат | 1979 |
|
SU872177A1 |
