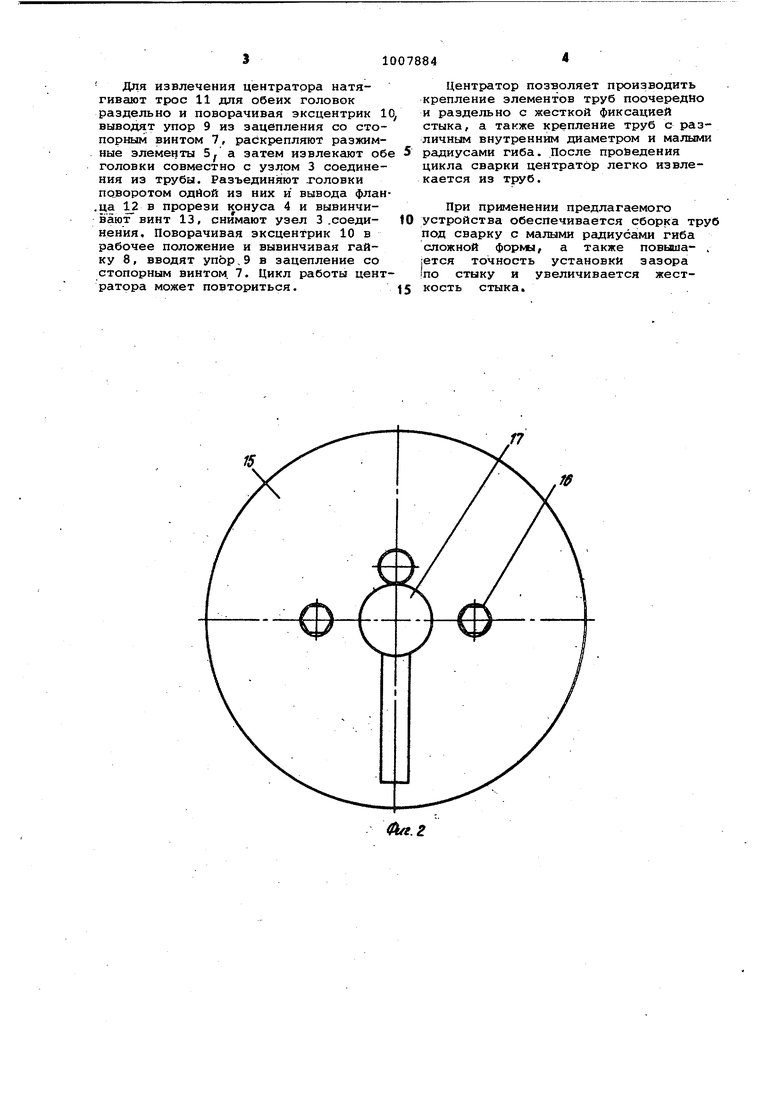
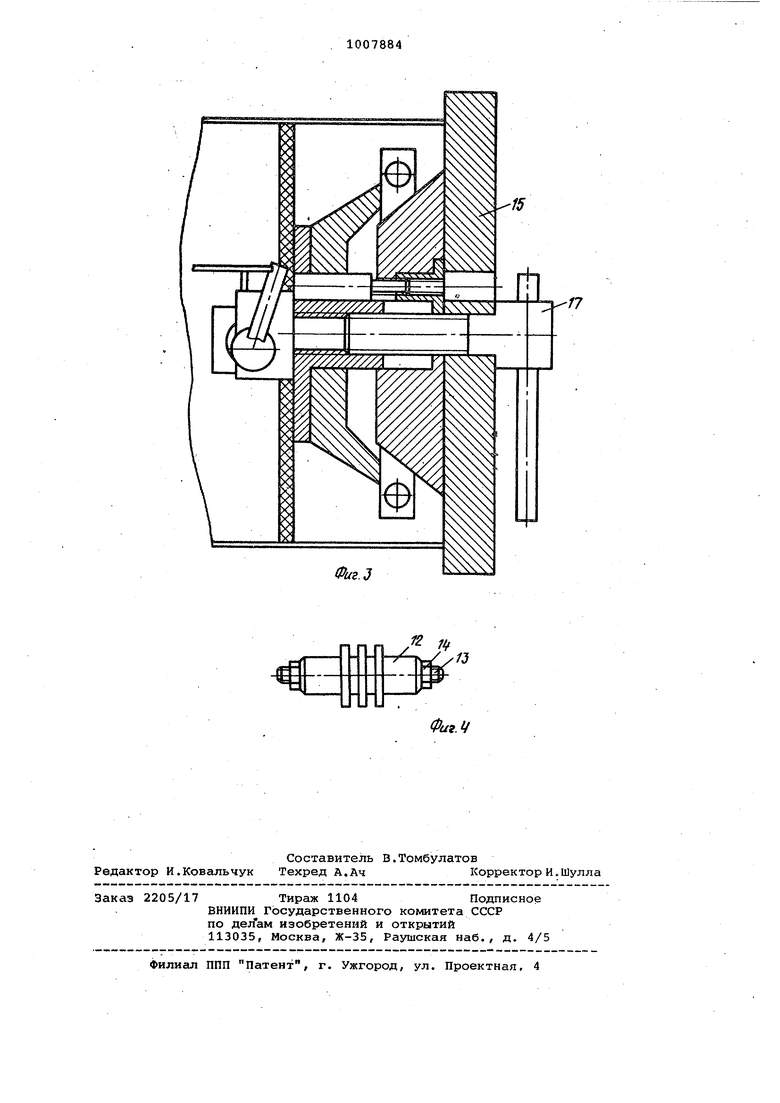
Изобретение отноентся к сварке, в частности к внутренним центраторам для сборки под сварку труб, и может быть использовано при сварке трубопровода сложной формы в различных от раслях машиностроения. Известен центратор для сборки и сварки труб, содержащий две клиновые зажимные системы, но не разъемные, с силовым винтовым приводом, что затрудняет вести сборку криволинейных элементов труб, так как передать необходимый крутящий момент внутри трубы по изогнутой оси сложно и труд емко 1 . Наиболее близким к предлагаемому по технической сущности является вну ренний центратор для сборки под свар ку труб, содержащий две центрирующие головки с упорами, состоящие из конусов с разжимными элементами, центральную втулку узла соединения головок и механизм фиксации . В устройстве предусмотрен тросовы механизм разжима головок, разжимные элементы которых удерживаются со сто роны выхода троса на свободный конец трубы, а установка от свариваемого торца элемента трубы головок осуществляется визуально, что затрудняет установку необходимого зазора, к тому же пружинный фиксатор узла соединения головок не обеспечивает жест кой фиксации вследствие способности к вытягиванию. Узел центрирования головок снабжен пружинным выступом, жесткость которого недостаточна при сборке .и сварке труб. Цель изобретения - обеспечение удобства эксплуатации и повышение то йости- центрирования. Поставленная цель достигается те что во внутреннем центраторе для сб ки под сварку труб, содержащем две центрирующие головки с упорами, сос тоящие из конусов с разжимными элементами, центральную втулку узла со динения головок и механизм фиксации центральная втулка узла соединения головок выполнена буртиками в ее средней части, а в конусе каждой це рирующей голог ки выполнены прорези, ответные Суртикам, механизм фиксации выполнен в виде стопорно о винт и эксцентрика, причем стопорный вин размещен в конусе центрирующей голо ки с возможностью взаимодействия с упором, установленным на эксцентрике, ось которого закреплена в центр рующей головке. На фиг.1 представлен центратор, общий вид, на фиг. 2 - технологическая вспомогательная оснастка; на фиг.З - один из этапов сборки труб посредством центратора} на фиг.4 центральная втулка. Центратор состоит из двух центрирующих головок 1 и 2 и узла 3 их взаимного соединения. Каждая головка 1 и 2 имеет конус 4, на котором размещены разжимные элементы 5, сопряженные с фланцем 6. Механизм фиксации разжимных элементов 5 состоит из стопорного винта 7, который установлен одним концом с гайкой 8 в конусе 4, а другим концом мож.ет входить в зацепление с упором 9, размещённым на эксцентрике 10, ось которого с тросом 11 установлена во фланце 6. Узел соединения головок.3 состоит из центральнЪй втулки 12 с буртиками, установленной на винте 13 и закрепленной гайками 1.4, причем наружная и внутренняя поверхности втулки являются посадочными. Для обеспечения соединения и центрирования втулка 12 входит в отверстие фланца б, а буртики проходят через прорези конуса 4 и поворачиваются до зацепления, угол поворота ограничен гайкой 8. Аналогично второй стороной узел соединения головок устанавливается во второй головке, центрирует и соединяет ее с первой. Для осуществления процесса сборки используется технологическое оборудование, состоящее из диска 15, фиксирующих винтов 16 и натяжного винта 17 (фиг.2). Центратор работает следующим образом. Одна из головок установлена и зафиксирована на диске 15 винтами 16, при этом натяжной винт 17 посредством фланца 6 перемещает разжимные элементы 5 до внутренней поверхности трубы и в этом положении фиксируется стопорным винтом 7 с помощью гайки В через отверстие в диске 15. После этого натяжной винт 17, фик.сирующие винты 16 и диск 15 снимаются. Головка установлена в одной из стыкуемых труб. Так же устанавливается и вторая головка в другой стыкуемой трубе. Для образования стыка служит узел 3 соединения головок. После установки одной головки в стыкуемой трубе узел 3 посадочным местом втулки 12 входит в отверстие фланца б, а буртики втулки проходят через прорези выступа в отверстии конуса 4 до упора и после этого узел 3 поворачивается до зацеплени; причем угол поворота ограничен цилиндрической частью гайки В. Центрирование головок между собой происходит следующим образом. Узел 3 второй стороной, имеющей втулку 12 с буртиком, аналогично входит во вторую головку, и поворот осуществляется уже совместно с трубой до необходимого положения, чем обеспечивается жесткость соединения и производится сварка стыка.
Для извлечения центратора натягивают трос 11 для обеих головок раздельно и поворачивая эксцентрик 10/ выводят упор 9 из зацепления со стопорным винтом 7, раскрепляют разжимные элементы 5j а затем извлекают обе 5 головки совместно с узлом 3 соединения из трубы. Разъединяют .головки поворотом одйой из них и вывода флан.ца в прорези конуса 4 и вывинчивают винт 13, снимают узел 3 .соеди- 10 нения. Поворачивая эксцентрик 10 в рабочее положение и вывинчивая гайку 8, вводят упор,9 в зацепление со стопорным винтом. 7. Цикл работы центратора может повториться.15
Центратор позволяет производить крепление элементов труб поочередно и раздельно с жесткой фиксацией стыка, а также крепление труб с различным внутренним диаметром и малыми радиусами гиба. После проведения цикла сварки центратор легко извлекается из труб.
При при1 1енении предлагаемого устройства обеспечивается сборка тру под сварку с малыми радиусзами гиба сложной формы, а также повыша- . ется точность установки зазора по стыку и увеличивается жесткость стыка.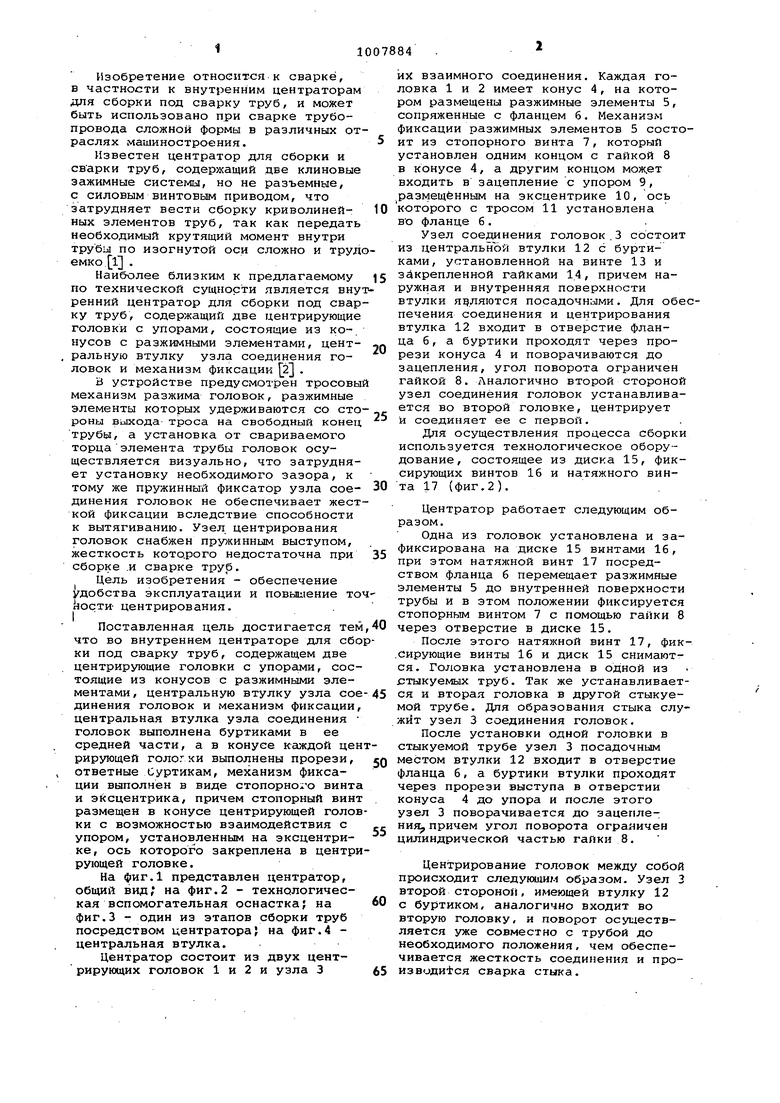
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор | 1974 |
|
SU517457A1 |
| Внутренний центратор для сборки труб под сварку | 1987 |
|
SU1455511A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Устройство для сборки труб под сварку | 1980 |
|
SU912450A1 |
| Внутренний центратор для сборки и сварки кольцевых швов | 1983 |
|
SU1181833A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Автомат для сварки неповоротных стыков труб изнутри | 1979 |
|
SU897443A1 |
ВНУТРЕННИЙ ЦЕНТРАТОР ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБ, содержащий две центрирующие головки с упора:мп, состоящие из конусов с разжимными эЛементс1ми, центральную втулку узла соединения головок и механизм фиксации, о т л и ч а ю щ и и с я тем, что, с целью обеспечения удоб-, ства эксплуатации и повышения точности центрирования, центральная .втулка узла соединения головок выполнена с буртиками в ее средней части, а в конусе каждой центрирующей головки выполнены Прорези, ответные буртикам, механизм фиксацш выполнен в виде стопорного винта и эксцентрика, причем стопорнйП винт размещен в конусе центрирующей головки с возможностью взаимодействия с упором, установленным на эксцен11)ике, ось которого закреплена в центрирующей головке. О Kj 00 эо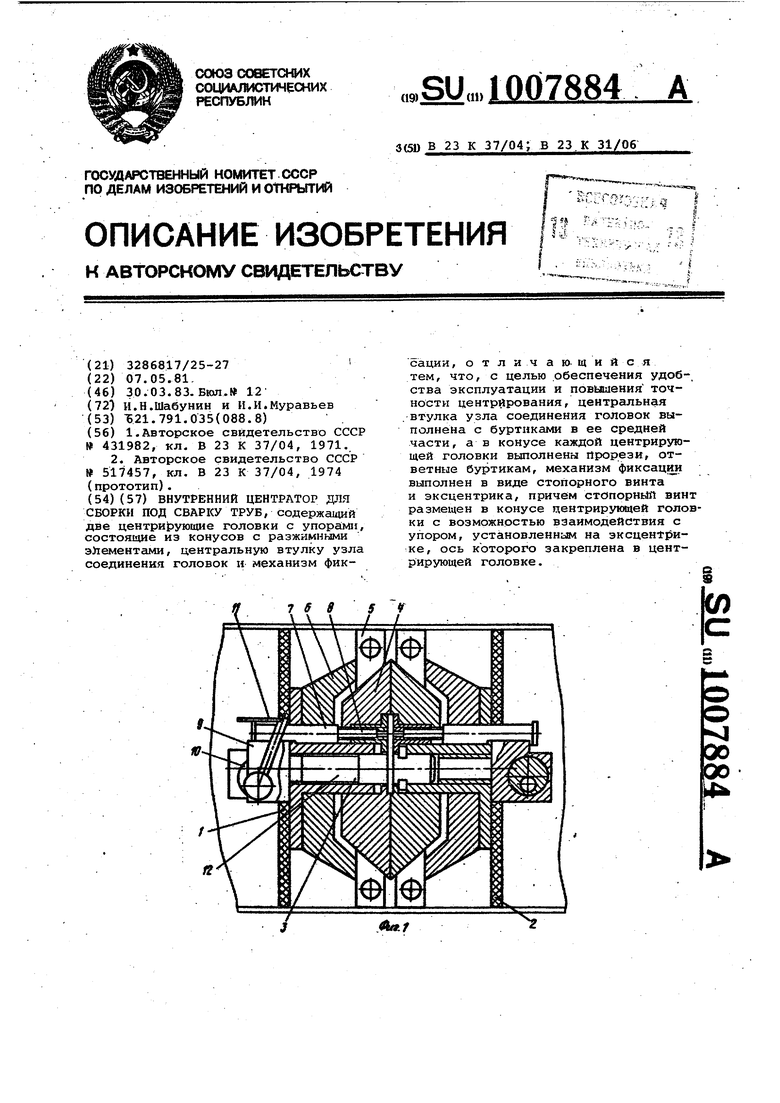
15
/7
12
lif
/
/J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Внутренний центратор | 1974 |
|
SU517457A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
