ел
ушек П с механизмом их поштучной выдачи, лоток 5 для корпусов П и механизм запрессовки 6. Механизм запрессовки 6 оснащен узлом фиксации ушек и центрирующим пояском для корпусов П. Узел -фиксации ушек состоит из нижнего упора в виде подпружиненного шарика и боковых подпружиненных планок со скосами, обращенньми к пуансону механизма запрессовки. Пуансон выполнен полым с расположенным внутри него подпружиненным сбрасывателем. Корпус П из бункера 3 по лотку поступает на приводную вилку, которая пе- ремещает его в зону сборки, где корпус П прижимается к корпусу механизма запрессовки и центрируется по конусному пояску. УЩКИ П из бункера поступают в лоток, откуда механизм поштучной выдачи выдает одно JTUKO в зону сборки, где оно удерживается в нужном положении подшружиненными упором и планками. Пуансон при движении вперед раздвигает планки и упор, захватывает ушко и запрессовывает его в корпус П. Прижим корпуса П отходит и сбрасыватель сбрасывает готовую П. В результате обеспечивается точная ориентация собираемых деталей в зоне сборки. 3 з.п. ф-лы, 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки запрессовкой ушковых пуговиц | 1982 |
|
SU1142251A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ МАТРИЧНЫХ ЛИСТОВЫХ КАТОДОВ | 1966 |
|
SU182071A1 |
| Автоматическая линия для обработки матричных листовых катодов | 1970 |
|
SU383353A2 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Автомат для клеймения крышек | 1980 |
|
SU912330A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Агрегат для штемпелевки и упаковки стирательных резинок | 1953 |
|
SU119472A2 |
| Автоматическая линия для сборки матричных листовых катодов | 1968 |
|
SU380082A2 |
Изобретение относится к механосборочным работам , в частности, к автоматам для сборки запрессовкой ушковых пуговиц (П). Цель изобретения - повышение надежности автомата и качества полученных изделий. Автомат содержит бункер 2 для ушек П, бункер 3 для корпусов П с принудительной системой их подачи, лоток 4 для ушек П с механизмом их поштучной выдачи, лоток 5 для корпусов П и механизм запрессовки 6. Механизм запрессовки 6 оснащен узлом фиксации ушек и центрирующим пояском для корпусов П. Узел фиксации ушек состоит из нижнего упора в виде подпружиненного шарика и боковых подпружиненных планок со скосами, обращенными к пуансону механизма запрессовки. Пуансон выполнен полым с расположенным внутри него подпружиненным сбрасывателем. Корпус П из бункера 3 по лотку поступает на приводную вилку, которая перемещает его в зону сброки, где корпус П прижимается к корпусу механизма запрессовки и центрируется по конусному пояску. Ушки П из бункера поступают в лоток, откуда механизм поштучной выдачи выдает одно ушко в зону сборки, где оно удерживается в нужном положении подпружиненными упором и планками. Пуансон при движении вперед раздвигает планки и упор, захватывает ушко и запрессовывает его в корпус П. Прижим корпуса П отходит и сбрасыватель сбрасывает готовую П. В результате обеспечивается точная ориентация собираемых деталей в зоне сборки. 3 з.п. ф-лы, 6 ил.
Изобретение относится к механосборочным работам и может быть использовано при сборке ушковых пуговиц.
Целью изобретения является повыше- ние надежности автомата и качества полученных иЭделий за счет исключения заклинивания ушек пуговиц при их подаче в зону сборки и повьшение точ- ности центрирования собираемых дета- лей в зоне сбдрки.
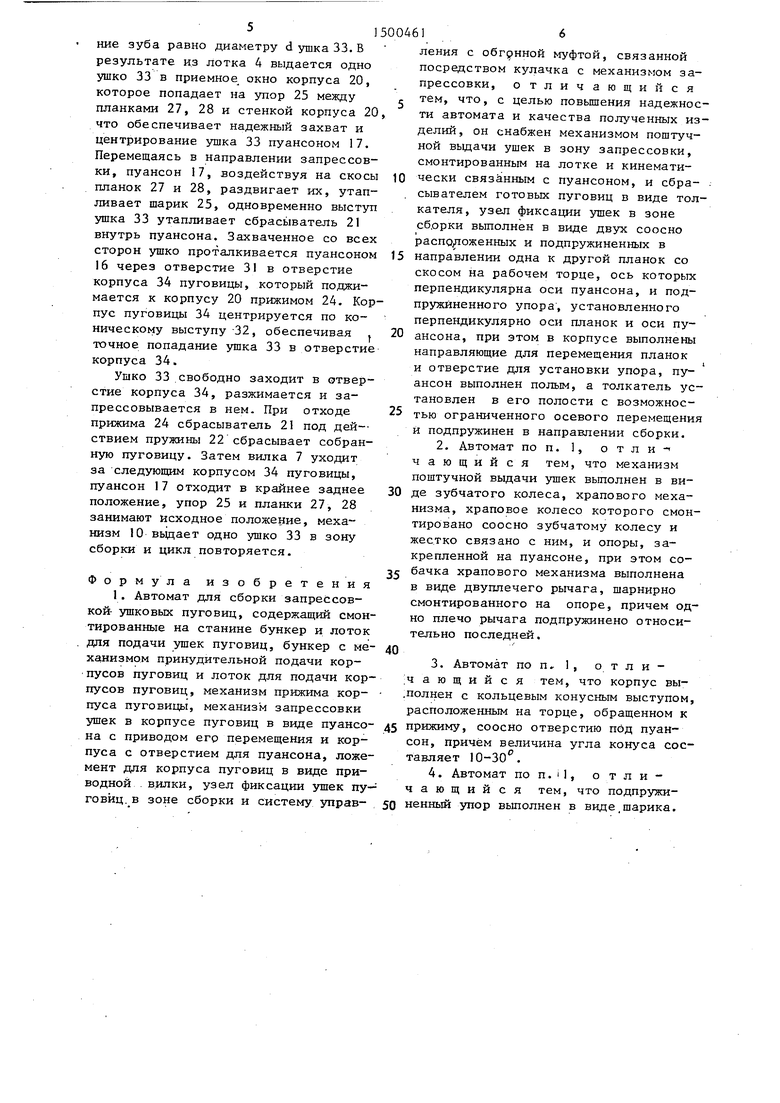
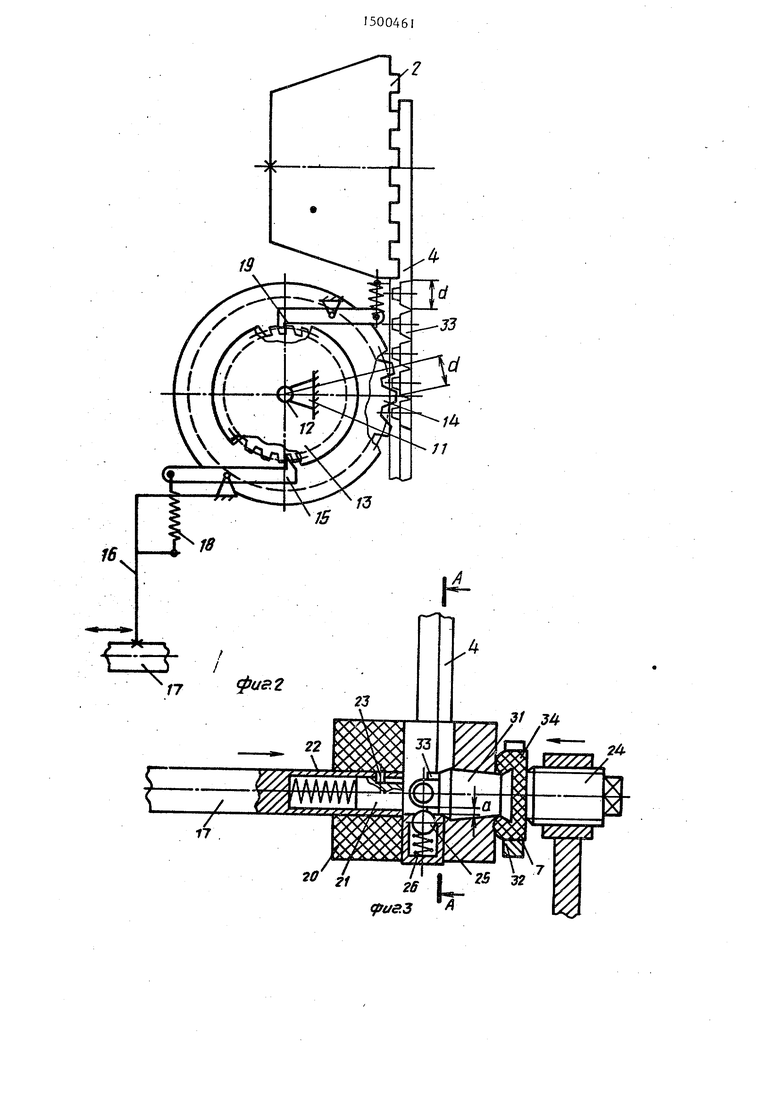
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - ме- ; ханизм поштучной вьщачи ушка; на фиг. 3 - механизм прижима и запрес- совки ушка в корпус пуговицы; на фиг. 4 - сечение А-А на фиг. 3; на фиг.5 - сечение Б-Б на фиг. 4; на фиг. 6 - сборная ушковая пуговица.
Автомат содержит станину 1, на ко- торой размещены бункер 2 для ушек пуговиц, бункер 3 дпя корпусов пуговиц с принудительной системой подачи корпусов, лоток 4 для ушек пуговиц, лоток 5 для корпусов пуговиц, механизм запрессовки 6 с ложементом в виде приводной вилки 7, связанной посредством кулачка 8 с обгонной муфтой , системы управления.
На лотке 4 для подачи ушек уста- новлен механизм поштучной вьщачи ушек 10, состоящий из стационарной опоры И, на оси 12 которой установлены жестко связанные между собой приводное храповое колесо 13 и зубчатое колесо 14, Приводная собачка 15 храпового колеса 13 шарнирно установлена на тяге 16, жестко связанной с пуансоном 17 механизма запрессовки б и
подпружиненной к храповому колесу 13 пружиной 18. Фиксирующая собачка 19 шарнирно У СЛ ановлена на неподвижной оси и подпружинена к храповому колесу 13.
Механизм запрессовки 6 состоит из корпуса 20, полого пуансона 17, внутри которого расположен сбрасыватель 21, подпружиненный пружиной 22 к упору 23, и прижима корпуса пуговиц 24. В зоне подачи ушка в корпусе 20 установлен упор в виде шарика 25, подпружиненного пружиной 26, и планки 27 и 28 со скосами, обращенными к пуансону 17, подпружиненные пружинами 29 к оси запрессовки до упоров 30. Со стороны подачи корпуса пугбвицы в зону сборки на корпусе 20 по краю отверстия 31 имеется конический выступ 32 с углом конусности 10-30°. Пуговица состоит из ушка 33 и корпуса 34, имеющего коническую проточку 35 под ушко 33 и заходную фаску с углом (jL .
Автомат работает следующим образом .
В бункер 2 загружают ушки 33 пуго- виц, а в бункер 3 - корпуса пуговиц 34, Бункер 2 передает сориентированные ушки 33 в лоток 4, а из бункера 34 пуговиц поступают в лоток 5, а из него - на вилку 7, Затем происходит перемещение вилки 7 с корпусом пуговицы 34 в зону запрессовки, при этом одновременно отходит назад пуансон 17 с тягой 16 и собачкой 15, которая поворачивает храповое колесо 13 и вместе с ним зубчатое колесо I4 на заданный угол, при котором перемещение зуба равно диаметру d ушка 33. В результате из лотка 4 выдается одно ушко 33 в приемное окно корпуса 20, которое попадает на упор 25 между планками 27, 28 и стенкой корпуса 20, что обеспечивает надежный захват и центрирование ушка 33 пуансоном 17. Перемещаясь в направлении запрессовки, пуансон 17, воздействуя на скосы
планок 27 и 28, раздвигает их, утапливает шарик 25, одновременно выступ ушка 33 утапливает сбрасыватель 21 внутрь пуансона. Захваченное со всех сторон ушко проталкивается пуансоном 16 через отверстие 31 в отверстие корпуса 34 пуговицы, который поджимается к корпусу 20 прижимом 24, Корпус пуговицы 34 центрируется по коническому выступу 32, обеспечивая . точное попадание ушка 33 в отверстие корпуса 34.
Ушко 33 свободно заходит в отверстие корпуса 34, разжимается и запрессовывается в нем. При отходе прижима 24 сбрасыватель 21 под дей-- ствием пружины 22 сбрасывает собранную пуговицу. Затем вилка 7 уходит за следующим корпусом 34 пуговицы, пуансон 17 отходит в крайнее заднее положение, упор 25 и планки 27, 28 занимают исходное положение, механизм 10 вьщает одно ушко 33 в зону сборки и цикл повторяется.
Формула изобретения
ушек в корпусе пуговиц в виде пуансо- 45 прижиму, соосно отверстию под пуанна с приводом его перемещения и корпуса с отверстием для пуансона, ложемент для корпуса пуговиц в виде приводной . вилки, узел фиксации ушек пуговйц.в зоне сборки и систему управ- 50 ненный упор выполнен в виде,шарика.
616
ления с обгрнной муфтой, связанной посредством кулачка с механизмом запрессовки, о тличающийся тем, что, с целью повьш1ения надежности автомата и качества полученных изделий, он снабжен механизмом поштучной вьщачи ушек в зону запрессовки, смонтированным на лотке и кинематически связанным с пуансоном, и сбра- . сывателем готовых пуговиц в виде толкателя, узел фиксации ушек в зоне
сб.орки выполнен в виде двух соосно распо/гоженных и подпружиненных в направлении одна к другой планок со скосом на рабочем торце, ось которых перпендикулярна оси пуансона, и подпружиненного упора, установленного перпендикулярно оси планок и оси пуансона, при этом в корпусе выполнены направляющие для перемещения планок и отверстие для установки упора, пуансон выполнен полым, а толкатель установлен в его полости с возможностью ограниченного осевого перемещения и подпружинен в направлении сборки.
40
сон, причём величина угла конуса составляет 10-30 .
2
ffaa3
:±
27
Зв
(fya$A
6-6
зl
J3
фае 5
3S 33
(p(
| Автомат для сборки запрессовкой ушковых пуговиц | 1982 |
|
SU1142251A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
