Автоматизация работы современных металлорежущих станков имеет два направления: одно из них отличается кинематикой станка, которая построена так, что движения инструмента относительно обрабатываемого изделия происходят согласно заранее разработанному технологическому процессу; к этому направлению относятся, так называемые „автоматы (обычно в автоматах требуемая кинематика осуществляется посредством кулачков, которые специально проектируются и изготовляются для каждого вида изделий); другое направление составляют копировальные станки, в которых движение инструмента относительно обрабатываемого изделия строго следует за движением указателя по плоскому или объемному копиру; управление движением происходит путем механического, гидравлического или электрического устройства. Механическое устройство обычно применяется при простых работах, как например, фрезеровка кулачковых шайб или фасонная обточка на токарном станке. Автоматические станки с фотоэлементами, работающие непосредственно по чертежу, тоже принадлежат к копировальным станкам, у которых
ciULiA,.:, J-,;
копиром служит вычерченный на бумаге контур.
Для массового изготовления штампов и прессформ применяются специальные копировальные фрезерные станки, например, типа Келлера, снабженные электрическим или гидравлическим оборудованием. Известны также и автоматические токарные станки с электрическим угфавлением, однородным с копировальным станком типа Келлера.
В настоящее время изготовление изделий на механических автоматах оправдывается лишь при больших партиях - порядка нескольких тысяч штук, так как слишком сложна наладка обычных автоматов; в случае электрифицированного автомата с копировальным устройством наладка почти целиком сводится к изготовлению дешевого копира с профилем, соответствующим контуру изделия.
Для превращения нормального металлорежущего станка в электрифицированный автомат можно использовать для управления работой станка сопротивления в виде угольных столбиков, включенных в цепь электрического привода Леонарда или диференциального соленоида, управляющих
движениями рабочих органов станка, в зависимости от давления на них одного конца указателя, опирающегося другим концом на поверхность копира.
Подобного рода устройство станка отличается от других схем электрических автоматов тем, что в нем совершенно нет ни часто включающихся электромагнитных муфт, ни контактов, прерывающих ток (как например, в станках типа Келлера).
Как известно, угольные столбики, состоящие из тонких угольных пластинок, обладают свойством изменять электрическое сопротивление при сжатии. Получающаяся при сжатии деформация, при небольщих размерах угольных столбиков , очень мала. Известен целый ряд приборов с угольными столбиками для измерения давлений, сил и деформаций. Применение угольных столбиков для автоматизации процессов обработки изделий соверщенно естественно, так как легко можно осуществить приспособление с угольным столбиком, которое, прижимаясь к изделию, реагировало бы на изменение его поверхности и соответствующим образом воздействовало бы, например, на органы подачи режущего инструмента.
Согласно изобретению, конец указателя копира в станке взаимодействует с щестью угольными столбиками, из которых четыре, расположенные крестообразно и в плоскости, перпендикулярной к указателю, служат для управления движениями в двух взаимно перпендикулярных направлениях горизонтальной плоскости, а два остальных, оси которых расположены параллельно оси указателя, предназначены для управления движениями в третьем перпендикулярном направлении.
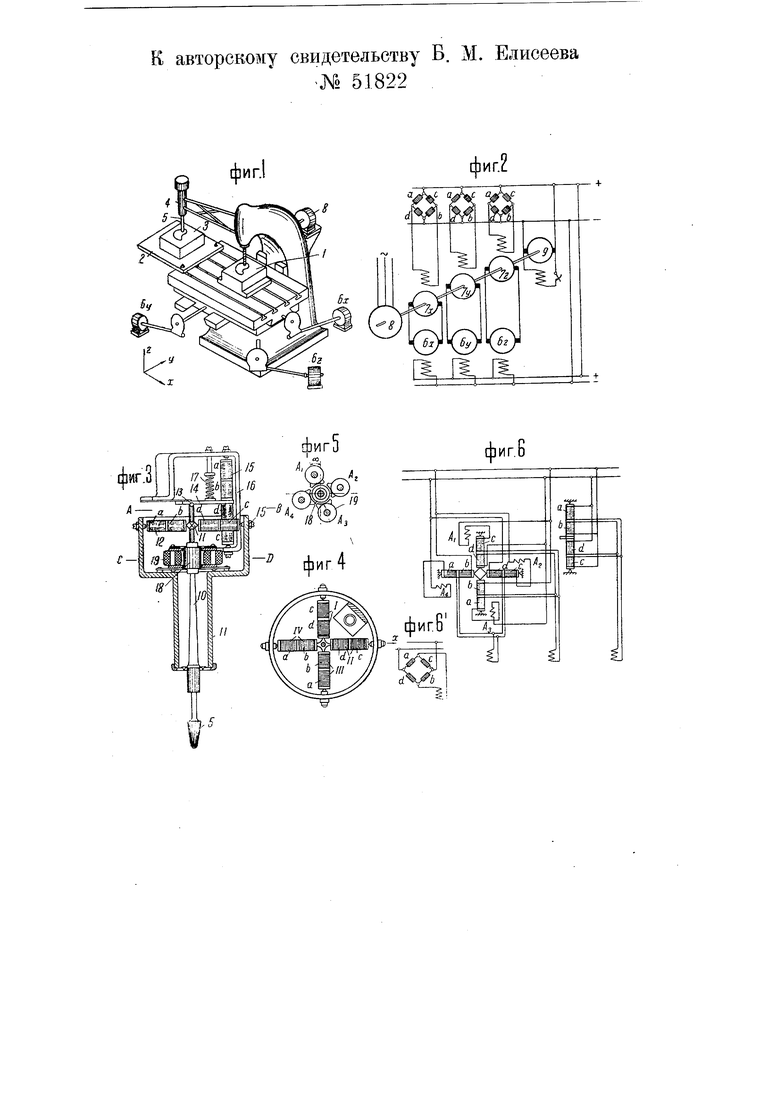
На чертеже фиг. 1 изображает перспективный вид предлагаемого станка; фиг. 2-электрическую схему управления станком; фиг. 3-указатель в разрезе; фиг. 4-поперечный разрез по линии ЛВ на фиг. 3;фиг. 5-тоже по линии CD на фиг. 3; фиг. б и бй - схемы соединений электрической части станка; фиг. 7 и 8-схемы работы станка; фиг. 9-схему работы по
рельефу; фиг. 10-схему станка с гидравлической передачей; фиг. 11 - схему указателя в видоизмененной конструкции и фиг. 12-электрическую схему станка.
На столе вертикального фрезерного станка (фиг. 2) укрепляется обрабатываемая заготовка /, а на плите 2, жестко соединенной со столом, укрепляется копир 3. Стол станка может двигаться в двух горизонтальных (продольная и поперечная подача) и в вертикальном направлениях; маховички, служащие для перемещения стола, соединены при посредстве редукторов с моторами (в приведенном примере моторы установлены на полу и связаны с маховичками подач через карданные валы). Заготовка обрабатывается фрезой, укрепленной в шпинделе станка.
На некотором расстоянии от щпинделя находится неподвижный указатель 4, прикрепленный к станине при помощи кронщтейна. Указатель 4 имеет вставку 5, по форме и размерам соответствующую фрезе; внутри вставки 5 помещены угольные столбики, связанные механически со вставкой; если на вставку действует в какомнибудь направлении приложенная извне сила, то она передается на соответствующий угольный столбик и изменяет его сопротивление.
Во время обработки изделия стол станка движется при помощи моторов таким образом, что вставка 5 указателя все время прикасается к копиру, не отрываясь от него; при этом фреза точно воспроизводит на заготовке форму копира. Движение же электромоторов подачи управляется угольными столбиками, заключенными в указателе.
Для продольной, поперечной и вертикальной подачи служат три мотора постоянного тока 6х, 6у и 6z (фиг. 1 и 2). Каждый мотор включен по схеме Леонарда от отдельного генератора; три генератора Леонарда 7х, 7у и 7z и возбудитель 9 сидят на одном валу и приводятся во вращение асинхронным двигателем 8 (фиг. 2). Питание каждого мотора по схеме Леонарда дает возможность чрезвычайно плавной и широкой регулировки его скорости. Путем изменения возбуждения генератора Леонарда можно остановить мотор (когда напряжение генератора равно нулю) или заставить его вращаться в ту или другую сторону с большим или меньшим числом оборотов, в зависимости от величины напряжения на якоре генератора Леонарда.
Обмотка возбуждения каждого генератора включена в диагональ мостика, образованного четырьмя одинаковыми угольными столбиками а, Ь, с и rf, (фиг. 3), находящимися в головке указателя. При действии внешних сил на вставку указателя мостик из угольных столбиков выходит из равновесия, две накрест лежащие ветки уменьщают сопротивления и две другие увеличивают (напр., а VL b увеличивают, Z с я d уменьшают или наоборот); в результате по обмотке возбуждения соответствующего генератора идет больший или меньший ток, в зависимости от силы нажатия на указательный палец. Если на вставку указателя не действуют силы нажатия, то мостик находится в равновесии, и напряжение генератора равно нулю.
Чем больше сила нажатия на вставку указателя, тем быстрее вращается соответствующий мотор подачи. Изменение направления силы нажатия вызывает реверсирование мотора подачи. Если мотор быстро вращается и в обмотке возбуждения генератора прекратится ток, то произойдет интенсивное динамическое торможение, и мотор будет являться генератором, замкнутым на сопротивление якоря генератора Леонарда.
Главный силовой привод, приводящий во вращение щпиндель станка, может быть осуществлен обычным асинхронным мотором.
На фиг. 3-4 схематически представлен указатель; его вставка .5, имеющая форму, в точности совпадающую с формой и размерами фрезы, имеет хвост, вставляемый в нижний конец стержня 10. Стержень 10 проходит внутри трубы 7/, являющейся корпусом указателя; нижний конец трубы 10 закрыт упругой мембраной, в центре которой укреплен стержень. Если на вставку 5 указателя давит копир, то мембрана деформируется, и верхняя часть стержня 10 перемещается; при боковых давлениях конец стержня отклоняется в сторону по направлению давления, а в случае осевого давления на вставку конец стержня перемещается по вертикали.
На верхней части стержня 10 находится сухарь 11 счетырьмя остриями, упирающимися в четыре горизонтальных угольных столбика 12, расположенные по двум взаимно перпендикулярным осям, совпадающим с направлениями продольной и поперечной подачи. Верхний конец стержня 10 имеет углубление. В этом углублении помещается стальной шарик 13, зажатый между двумя углублениями - стержня 10 и упругой пластины 14. Конец пластины 14 нажимает на два вертикальных угольных столбика 15, укрепленные в неподвижном корпусе 76. На пластину 14 сверху вниз действует сила пружины 17, натяг которой можно регулировать винтом. Сопротивление угольных столбиков может регулироваться также с помощью винтов; регулировка производится так, чтобы сопротивления всех шести столбиков при отсутствии внешнего давления на вставку были одинаковыми.
Под горизонтальными угольными столбиками находится электромагнитное устройство. Оно состоит из якоря 18 (фиг. 5), представляющего собой железный цилиндрик, эластично укрепленный на стержне 10, и четырех электромагнитов 19 (между полюсами электромагнитов и якорем может быть помещен цилиндр из немагнитного материала, предохраняющий от прилипания). Электромагниты расположены, как и горизонтальные столбики, по двум взаимно перпендикулярным осям, но эти оси повернуты на некоторый угол (угол а на фиг. 5) относительно осей соответствующих столбиков.
Катушка каждого электромагнита включена последовательно с соответствующим угольным столбиком (относительно которого она сдвинута на угол а). Схема электрических соединений дана на фиг. б и 6. Каждый
угольный столбик разбит на два изолированных друг от друга участка (а и b или с и d). Два угольных столбика, находящиеся на одной оси, образуют мостик со сторонами а, Ь, end.
Деформация горизонтальных угольных столбиков происходит только от поперечного нажатия на вставку указателя, осевое же нажатие почти не действует. Вертикальные угольные столбики (воздействующие на подачу по вертикальной оси), наоборот, деформируются при нажатии как в боковом, так и в осевом направлениях.
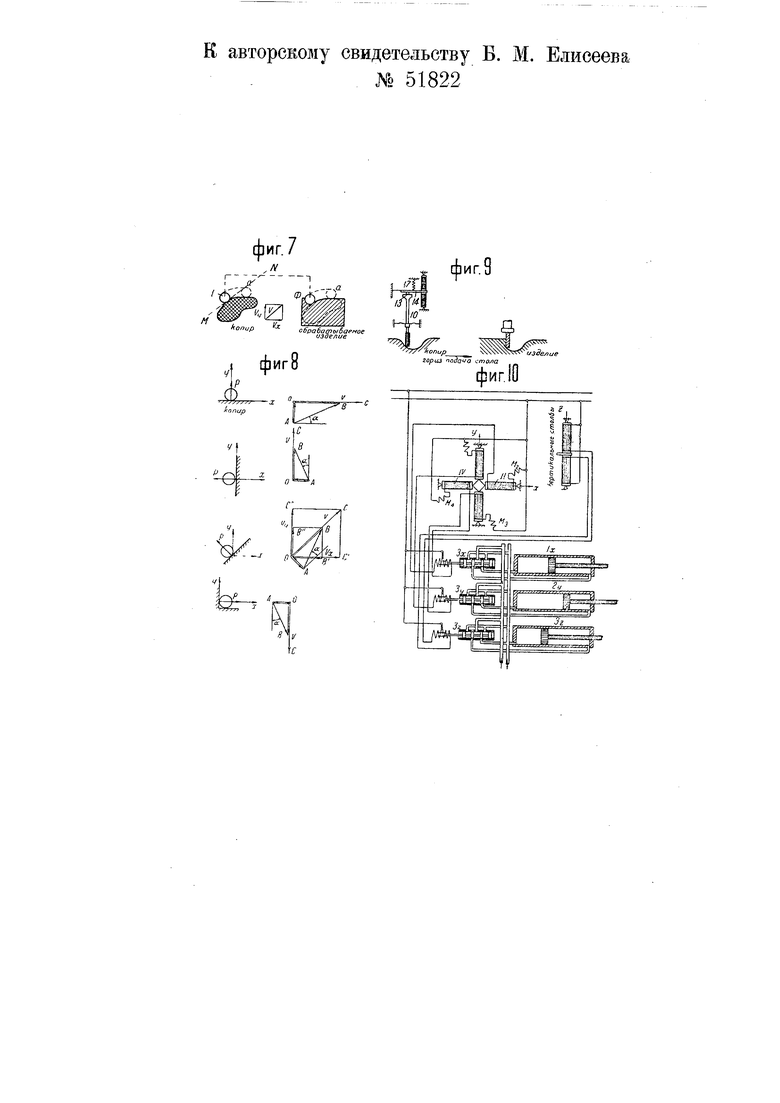
При фрезеровании по копиру требуется при помощи фрезы на заготовке вырезать фигуру, в точности совпадающую с формой копира. Во время всего цикла обработки указатель прикасается к копиру (фиг. 7). Направление движения стола всегда параллельно касательной MIV, проходящей через точку касания копира с указателем /. Это движение получается в результате геометрического сложения движений по оси л и у; на фиг. 7 показана векторная диаграмма скоростей подач. Тонким пунктиром показан след движения фрезы и указателя относительно изделия и копира из начального положения а. В описываемом примере автоматизации вертикального фрезерного станка указательный палец и фреза неподвижны, а движется стол с укрепленными на нем заготовкой и копиром.
Электрические соединения произведены с таким расчетом, чтобы при боковом нажатии на указатель в каком-нибудь направлении, движение подачи стола сообщалось в противоположном направлении. Так, например, при горизонтальном нажатии в направлении происходит подача в сторону -А.
Данное сочетание четырех горизонтальных угольных столбиков с четырьмя Электромагнитами обладает следующими свойствами. Если надавить на вставку 5 указателя, например, в направлении , (на фиг. 3 снизу вверх), то давление на столб 111 (состоящий из участков а и &) увеличится, а на столб (состоящий из участков сии) уменьщится; в катущке Л., ток возрастет, а в Л, упадет В результате железный якорь Л (фиг. 5) будет тянуть стержень W в направлении электромагнита Ау, под углом между осью х и осью столбика III. Появившаяся сила будет сжимать как столбик 111, так, благодаря составляющей по оси X, и столбик 11; при этом увеличится ток в электромагните А., и слагающая сил притяжения по оси X также увеличится. Если теперь освободить вставку указателя от действия внещних сил, то направление силы притяжения электромагнитов, а следовательно и давления на угольные столбики будет против часовой стрелки.
Как только на указатель, например, по оси надавит копир, перемещение прекратится. На фиг. 6 нетрудно видеть, что при этом тянуть будет только электромагнит А.. Столбик II будет полностью сжат, столбик I ослаблен, что соответствует подаче стола с полной скоростью в направлении -|- х, т. е. стол движется вправо.
Рассмотренный случай относится к фрезерованию по оси х; давление копира на указатель при этом автоматически регулируется; если оно станет больще нормального, то сжимается столбик 111 и к движению стола по оси X прибавляется небольщое движение в направлении у; наоборот, если давление ослабеет, произойдет небольщая подача по направлению + J..
Очень удобно для рассмотрения процесса применять некоторые диаграммы. На фиг. 8 даны построения для нескольких случаев без учета трения.
Случай 1. Движение стола по направлению л: вправо, сила нажатия копира на указатель направлена по оси у, вектором ОА отложено давление на угольный столбик III, причиной которому служит нажатие копира, вектор АВ означает силу притяжения электромагнитов, его составляющая по оси у (АО) компенсирует выщеуказанное нажатие на столб 111, OB - нажатие на столбик И, ОС-вектор скорости подачи стола.
Случай 2. Движение стола по оси у, Р - давление на указатель, OS-давление на столбик /.
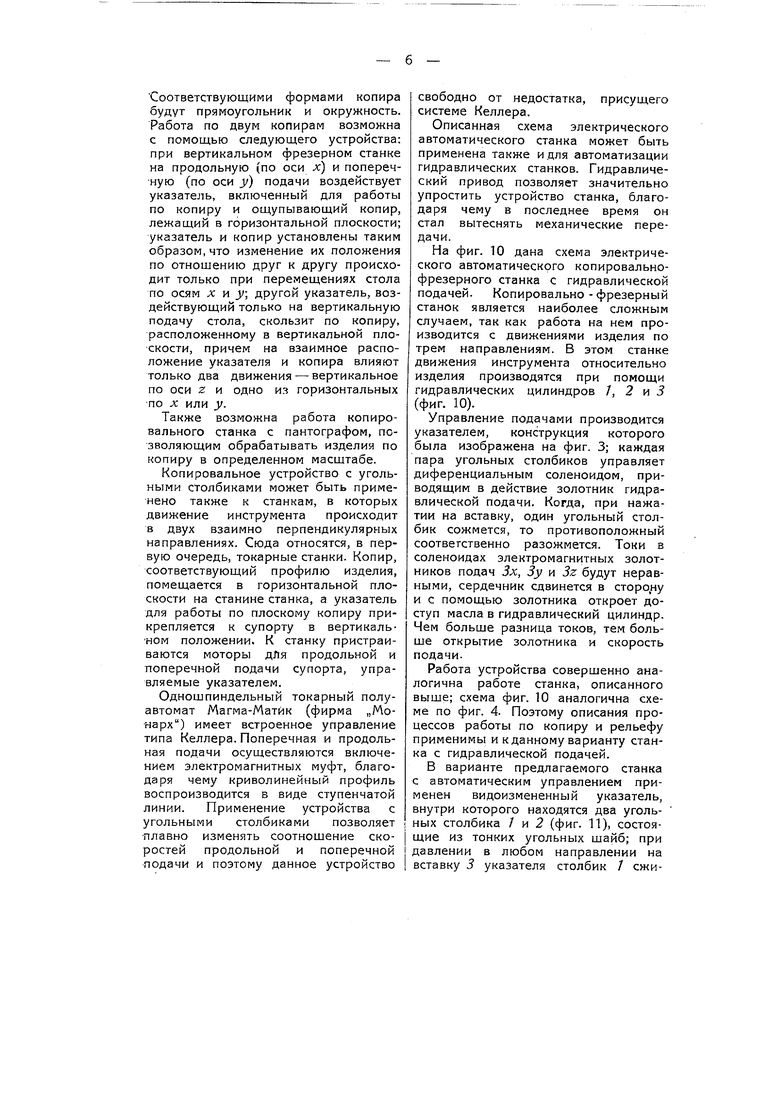
Случай 3. Подача показана вектором V; она получается сложением двух составляющих подачи Ух и подачи V,i, Р-давление копира; на диаграмме вектор ОА-давление, которое должно компенсироваться соответствующей составляющей вектора силы притяжения АВ. Результирующее давление ОБ имеет компоненты ОВ и ОВ, представляющие собою давления на столбики II и 1. Этим давлениям соответствуют скорости подачи УХ и у у (ОС и ОС), которые в сумме дают подачу (ОС).
Случай 4 показывает обход резкого выступа. По векторным диаграммам можно проследить, что при данной схеме любое нарущение нормального давления будет автоматически устраняться соответствующей подачей. Сила трения между указателем и копиром не отразится заметным образом на работе и лищь изменит направление вектора Р на некоторый угол от нормали, влияние же трения можно совершенно устранить, повернув соответствующим образом весь указатель вокруг оси.
Во время фрезерования по копиру в работе находятся только горизонтальные угольные столбики, воздействующие на подачу по осям х v( у. Подача же по оси z производится вручную.
На фиг. 9 приведена схема управления движением стола в вертикальном направлении оси z при автоматическом копировании объемных форм. Электрические соединения выполнены таким образом, чтобы при сжатии нижнего вертикального столбика (участки d к с) подача стола происходила вверх, а при сжатии верхнего (участки а и Ь)-вниз. Сжатие столбиков производит стержень JO, в углубление которого упирается стальной щарик В.
При работе станка пружина /7 отклоняет пластину J4 вниз; при этом нижний столбик сжимается, а верхний разжимается; генератор 7 (фиг. 2) получает возбуждение и приводит во вращение мотор подачи б в направлении подъема стола. Стол станка поднимается и поверхность копира приближается к вставке указателя.
Когда поверхность копира дойдет до указателя и упрется в него, стержень JO (фиг. 9) переместится в осевом направлении и, преодолевая усилие пружины 17, установит пластину J4 в среднем положении. Подъем стола прекратится, а дальнейшее движение стола происходит в продольном или поперечном направлении (по оси х или у) от конечных выключателей или путем ручного управления. Если при дальнейщем движении стола указатель получит боковое нажатие, дойдя до выступа копира, то верхний конец стержня 70 отойдет в сторону, и щарик J3, заклиниваясь между двумя углублениями, сожмет верхний угольный столбик (участки а и Ь). Вследствие этого генератор 7 (фиг. 2) получит возбуждение и мотор 6 будет опускать стол, вследствие чего вставка указателя начнет отходить от копира.
Сила нажатия копира на указатель будет автоматически поддерживаться постоянной, так как ее величина зависит от начального затяга пружины 77 (фиг. 9). Движения стола зависят от рельефа копира, который „ощупывается указателем. Фреза же вырезает на заготовке точную форму копира.
При работе станка по рельефу горизонтальные угольные столбики могут быть использованы для воздействия на продольную или поперечную подачу (в зависимости от того, в продольном или в поперечном направлении происходит резание) даже в случае больших боковых давлений на указатель, обусловленных крупными высокими выступами.
Резание происходит, как видно, рядами, причем после прохода каждого ряда включается подача в направлении, перпендикулярном к подаче резания, для перемещения стола на определенную величину.
Кроме двух описанных примеров - работы по плоскому копиру и работы по объемному копиру, возможен целый ряд других комбинаций о применением копировального устройства. Так, например, обработку объемных форм можно вести с помощью двух указателей и двух копиров для обработки цилиндрической поверхности.
Соответствующими формами копира будут прямоугольник и окружность. Работа по двум копирам возможна с помощью следующего устройства: при вертикальном фрезерном станке на продольную (по оси х) и поперечную (по оси у) подачи воздействует указатель, включенный для работы по копиру и ощупывающий копир, лежащий в горизонтальной плоскости; указатель и копир установлены таким образом, что изменение их положения по отношению друг к другу происходит только при перемещениях стола по осям X и у; другой указатель, воздействующий только на вертикальную подачу стола, скользит по копиру, расположенному в вертикальной плоскости, причем на взаимное расположение указателя и копира влияют только два движения - вертикальное по оси 2 и одно из горизонтальных по X или у.
Также возможна работа копировального станка с пантографом, позволяющим обрабатывать изделия по копиру в определенном масштабе.
Копировальное устройство с угольными столбиками может быть применено также к станкам, в которых движение инструмента происходит в двух взаимно перпендикулярных направлениях. Сюда относятся, в первую очередь, токарные станки. Копир, соответствующий профилю изделия, помещается в горизонтальной плоскости на станине станка, а указатель для работы по плоскому копиру прикрепляется к супорту в вертикальном положении. К станку пристраиваются моторы дЛя продольной и поперечной подачи супорта, управляемые указателем.
Одношпиндельный токарный полуавтомат Магма-Матйк (фирма „Монарх) имеет встроенное управление типа Келлера. Поперечная и продольная подачи осуществляются включением электромагнитных муфт, благодаря чему криволинейный профиль воспроизводится в виде ступенчатой линии. Применение устройства с угольными столбиками позволяет плавно изменять соотнощение скоростей продольной и поперечной подачи и поэтому данное устройство
свободно от недостатка, присущего системе Келлера.
Описанная схема электрического автоматического станка может быть применена также и для автоматизации гидравлических станков. Гидравлический привод позволяет значительно упростить устройство станка, благодаря чему в последнее время он стал вытеснять механические передачи.
На фиг. 10 дана схема электрического автоматического копировальнофрезерного станка с гидравлической подачей. Копировально - фрезерный станок является наиболее сложным случаем, так как работа на нем производится с движениями изделия по трем направлениям. В этом станке движения инструмента относительно изделия производятся при помощи гидравлических цилиндров /, 2 и 5 (фиг. 10).
Управление подачами производится указателем, конструкция которого была изображена на фиг. 3; каждая пара угольных столбиков управляет диференциальным соленоидом, приводящим в действие золотник гидравлической подачи. Когда, при нажатии на вставку, один угольный столбик сожмется, то противоположный соответственно разожмется. Токи в соленоидах электромагнитных золотников подач Зх, ЗУ и 3z будут неравными, сердечник сдвинется в сторону и с помощью золотника откроет доступ масла в гидравлический цилиндр. Чем больще разница токов, тем больше открытие золотника и скорость подачи.
Работа устройства совершенно аналогична работе станка, описанного выше; схема фиг. 10 аналогична схеме по фиг. 4. Поэтому описания процессов работы по копиру и рельефу применимы и к данному варианту станка с гидравлической подачей.
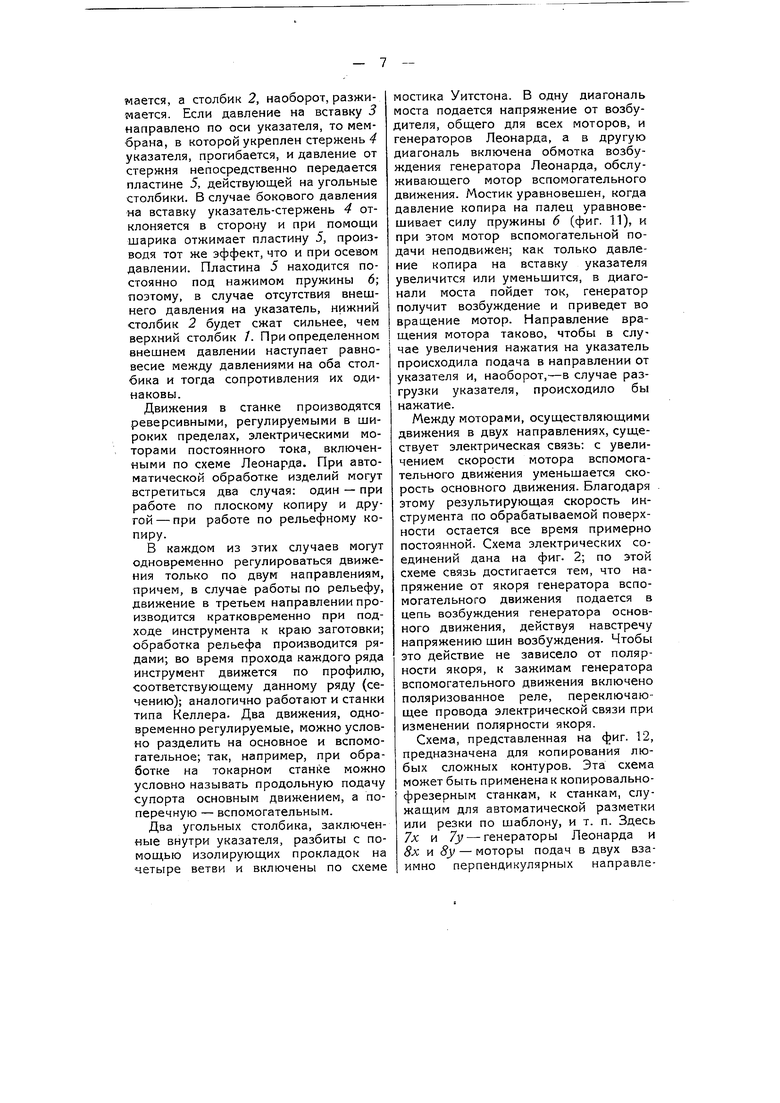
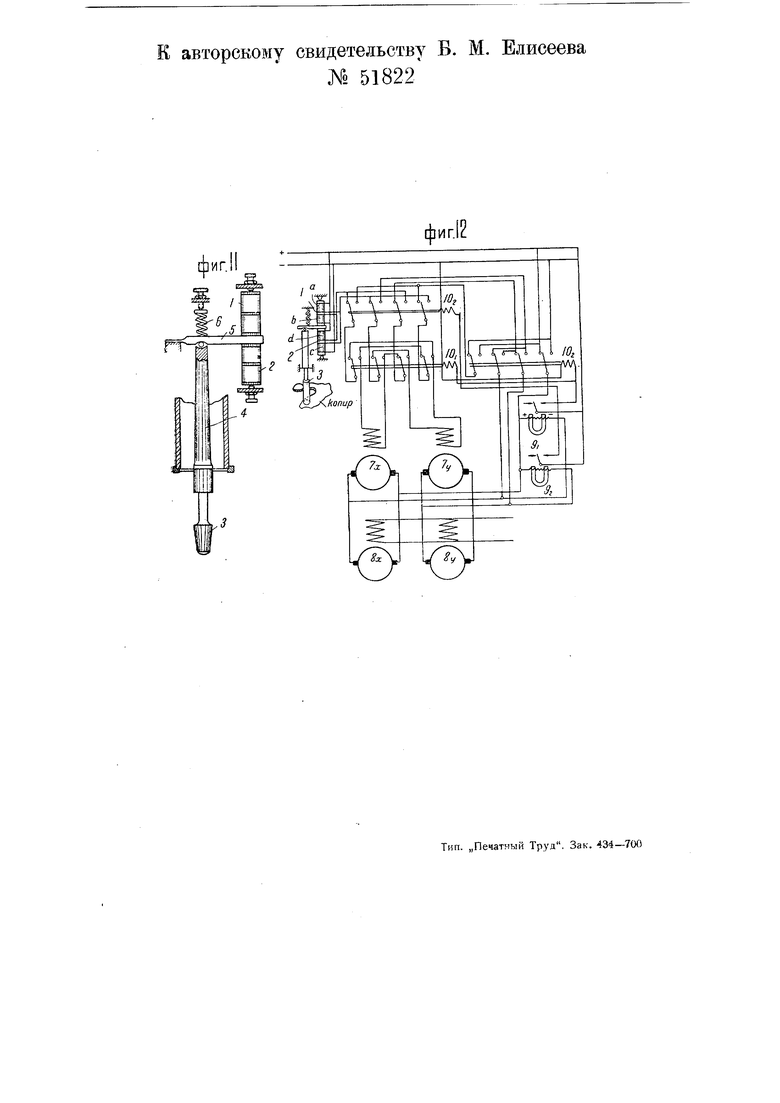
В варианте предлагаемого станка с автоматическим управлением применен видоизмененный указатель, внутри которого находятся два угольных столбика / и 2 (фиг. П), состоящие из тонких угольных шайб; при давлении в любом направлении на вставку 3 указателя столбик / ежимается, а столбик 2, наоборот, разжимается. Если давление на вставку 3 направлено по оси указателя, то мембрана, в которой укреплен стержень-# указателя, прогибается, и давление от стержня непосредственно передается пластине 5, действующей на угольные столбики. В случае бокового давления на вставку указатель-стержень 4 отклоняется в сторону и при помощи шарика отжимает пластину 5, производя тот же эффект, что и при осевом давлении. Пластина 5 находится постоянно под нажимом пружины 6; поэтому, в случае отсутствия внешнего давления на указатель, нижний столбик 2 будет сжат сильнее, чем верхний столбик 7. При определенном внешнем давлении наступает равновесие между давлениями на оба столбика и тогда сопротивления их одинаковы.
Движения в станке производятся реверсивными, регулируемыми в широких пределах, электрическими моторами постоянного тока, включенными по схеме Леонарда. При автоматической обработке изделий могут встретиться два случая: один - при работе по плоскому копиру и другой- при работе по рельефному копиру.
В каждом из этих случаев могут одновременно регулироваться движения только по двум направлениям, причем, в случае работы по рельефу, движение в третьем направлении производится кратковременно при подходе инструмента к краю заготовки; обработка рельефа производится рядами; во время прохода каждого ряда инструмент движется по профилю, соответствующему данному ряду (сечению); аналогично работают и станки типа Келлера. Два движения, одновременно регулируемые, можно условно разделить на основное и вспомогательное; так, например, при обработке на токарном станке можно условно называть продольную подачу супорта основным движением, а поперечную - вспомогательным.
Два угольных столбика, заключенные внутри указателя, разбиты с помощью изолирующих прокладок на четыре ветви и включены по схеме
мостика Уитстона. В одну диагональ моста подается напряжение от возбудителя, общего для всех моторов, и генераторов Леонарда, а в другую диагональ включена обмотка возбуждения генератора Леонарда, обслуживающего мотор вспомогательного движения. Мостик уравновешен, когда давление копира на палец уравновешивает силу пружины б (фиг. 11), и при этом мотор вспомогательной подачи неподвижен; как только давление копира на вставку указателя увеличится или уменьшится, в диагонали моста пойдет ток, генератор получит возбуждение и приведет во вращение мотор. Направление вращения мотора таково, чтобы в случае увеличения нажатия на указатель происходила подача в направлении от указателя и, наоборот,-в случае разгрузки указателя, происходило бы нажатие.
Между моторами, осуществляющими движения в двух направлениях, существует электрическая связь: с увеличением скорости мотора вспомогательного движения уменьшается скорость основного движения. Благодаря этому результирующая скорость инструмента по обрабатываемой поверхности остается все время примерно постоянной. Схема электрических соединений дана на фиг. 2; по этой схеме связь достигается тем, что напряжение от якоря генератора вспомогательного движения подается в цепь возбуждения генератора основного движения, действуя навстречу напряжению шин возбуждения. Чтобы это действие не зависело от полярности якоря, к зажимам генератора вспомогательного движения включено поляризованное реле, переключающее провода электрической связи при изменении полярности якоря.
Схема, представленная на фиг. 12, предназначена для копирования любых сложных контуров. Эта схема может быть применена к копировальнофрезерным станкам, к станкам, служащим для автоматической разметки или резки по шаблону, и т. п. Здесь 7х и Ту - генераторы Леонарда и 8х и 8у - моторы подач в двух взаимно перпендикулярных направленые реле, включенные к якорям генераторов Леонарда, /, 10., 10- - промежуточные реле и а, и, с, d- мостик, образованный угольными столбиками, встроенными в указатель.
Режим I. Движения по оси х полож, (-j- Vx), по оси у полож. ( Vy. Режим II. Движения по сси х отриц. (- Vx), по оси j полож. (-) Vy). Режим III. Движения по оси х отриц. (- Vx}, по оси у отриц. (- Vy). Режим IV. Движения по оси х полож. (-}- Vx), по оси у отриц. (- Vy)
(в частном случае в любом из этих режимов скорость по одному направлению может равняться нулю). Для перехода с одного режима на другой схема должна быть изменена, что и производится с помощью поляризованных реле и контактов, показанных на схеме.
Предмет изобретения.
1. Электрическое устройство для копировальных станков типа Келлера с использованием для управления работой станка сопротивления в виде угольных столбиков, включенного в цепь электрического привода Леонарда или диференииального соленоида, управляющих движениями рабочих органов станка, в зависимости от Давления на них одного конца указателя, опирающегося другим концом на поверхность копира, отличающееся тем, что конец указателя взаимодействует с шестью угольными
валу с приводнь}м мотором и возбудителем, питающим всю схему. При обходе или ощупывании указателя любого контура могут встретиться четыре режима:
столбиками, из которых четыре расположенные крестообразно и лежащие в плоскости, перпендикулярной к указателю, служат для управления движениями в двух взаимно перпендикулярных направлениях, а два остальных, оси которых расположены параллельно оси указателя, предназначены для управления движениями в третьем перпендикулярном направлении (фиг. 3).
2.Видоизменение станка по п. 1, отличающееся тем, что, с целью усиления нажима указателя на угольные столбики, в электрическую цепь последних включены электромагниты с якорями, установленными на указателе копира (фиг. 3 и 4)3.Форма выполнения станка па п. 1, отличающаяся тем, что угольные столбики расположены параллельно указателю копира, причем между ними помещена подпружиненная пластина 5, находящаяся под воздействием контактного рычага 4 копира.
к aBTOpCKOiiiy свидетельству В. М. Елисеева
-№ 51822
к авторскоз1у свидетельству Б. М. Елисеева
№ 51822
фиг. 7
,/v
1
pri
.I/гУуУУУХ/ХItanup -г ofpa6amt,iSafHoe
фиго
копир
1
-еМ
/I
у If
ftonup 4xSNvX : O изЗ&аие
гориз
к авторскому свидетельству Б. М. Елисеева
фиг.
1 dг-тш
с.
ISLj konup
№ 51822
фиг.12
10,
У /О,
м ОТ
V
жл
1®
.
и
