В настоящее время широко известно применение электромагнитных копировальных фрезерных станков типа Келлера, используемых также и для изготовления штампов и прессформ. Процесс изготовления штампа или прессформы обычно состоит в том, что по готовой детали, для производства которой требуется изготовить штамп, изготовляют форму из гипса, дерева и т. п. и затем с этой формы с помош,ью Станка типа КелЛер производят копировку рельефа на заготовке.
Для изготовления штампов непосредственно с готовой детали требуется, например, по выпуклому рельефу детали создавать точно соотвеЙ-вуюш,ий ему, в данном случае, вогнутый рельеф штампа или прессформы. Предлагаемое приспособление к станку типа Келлера позволяет при изготовлении штампов непосредственно по готовой детали устранить применение гипсовых-или других форм и связанные с этим расходы и потерю времени.
При изготовлении штампов и т. п. по готовым деталям по методу „обратного копирования каждому выступу на детали соответствует углубление в изготовляемом изделии.
Согласно изобретению, в приспособлении применено контактное устройство для копира, состоящее из нескольких подпружиненных пальцев, расположенных по образующей фрезы и находящихся прижатыми к копиру под давлением рабочей среды; каждый из этих пальцев в отдельности служит при встрече своим упором с углублением или выступом копира для управления пох ачами фрезы путем отклонения поддерживающей пальцы рамки для воздействия на соответствующие контакты цепи обычного электрического управления.
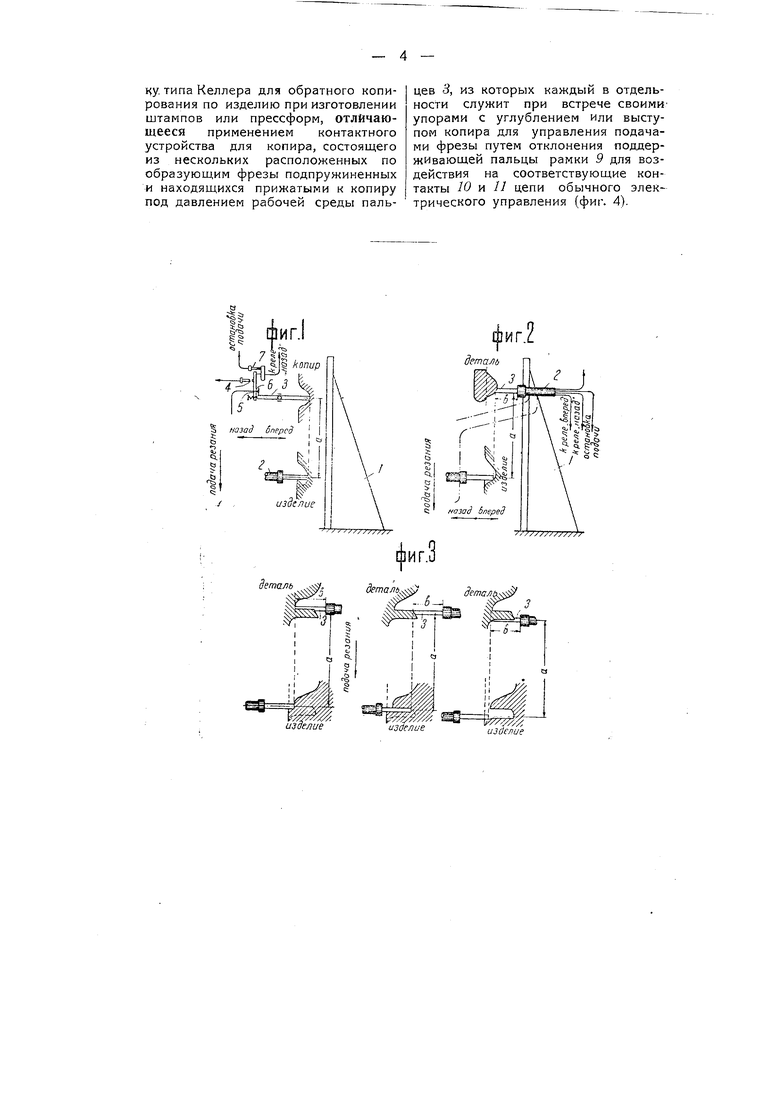
На чертеже фиг. 1 изображает схему обычной работы по копиру на станке типа Келлера; фиг. 2-схему работы для обратного копирования изделия; фиг. 3-схему трех стадий работы обратного копирования;
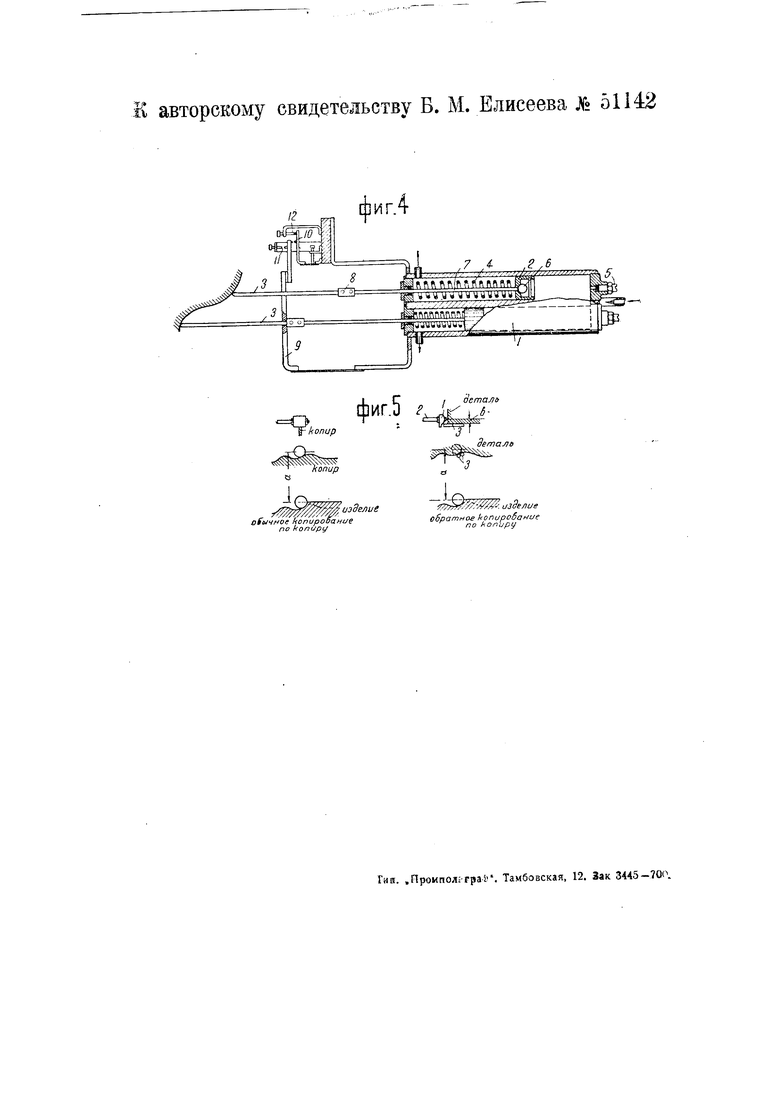
фиг. 4-предлагаемое контактное устройство для копира; фиг. 5-то же для работы с плоским копиром.
При обычной работе по копиру станка Келлера обрабатываемое изделие и копир укреплены на вертикальной неподвижной плите / (фиг. 1). Шпиндель 2 с фрезой находятся в бабке, которая может передвигаться горизонтально в направлении, перпендикулярном к плите 1, и вертикально по колонне; колонна в свою очередь может горизонтально перемещаться по направляющим, параллельным основанию плиты 1. Все три подачи и привод шпинделя оборудованы индивидуальными моторами; включение и реверсирование подач производится электромагнитными муфтами, включаемыми от автоматического устройства через быстродействующие реле.
На определенном постоянном расстоянии а от шпинделя находится автоматический указатель 5, укрепленный на фрезерной бабке; конец указателя, имеющий форму, одинаковую с формой фрезы, скользит по рельефу копира. При фрезеровании по рельефу автоматически дается подача резания в вертикальном направлении, как показано на фиг. 1 или в горизонтальном направлении, параллельном плите /; при этом конец автоматического указателя 3 описывает кривую, соответствующую профилю копира; такую же кривую описывает и конец фрезы.
Если давление на указатель будет слабое или он совсем не будет касаться копира, то замкнутся контакты 4 и включат реле на движение „вперед, благодаря чему включится электромагнитная муфта, сообщающая фрезерной бабке горизонтальное движение по направлению к плите 7 с укрепленным на ней изделием.
Если давление указателя 5 на поверхность копира будет большим, то стержень указателя 5 надавит на рычаг 5, повернет его вокруг оси и замкнет- контакт 6, включающий реле на движение „назад, т. е. на подачу в направлении от плиты. При перегрузке указателя размыкается контакт 7, и подача резания (в данном случае вертикальная, сверху вниз) прекращается до тех пор, пока давление не уменьшится. Резание происходит вертикальными или горизонтальными рядами; после прохода каждого ряда включается подача в направлении, перпендикулярном к подаче резания, благодаря чему фрезерная бабка сдвигается на определенную величину.
На фиг. 2 дана схема приспособления для обратного копирования. Обрабатываемое изделие (например, штамп или прессформа) и деталь, служащая образцом, укрепляются неподвижно на плите /. Деталь укрепляется таким образом, чтобы с задней стороны (на чертеже с правой) к ней был свободный доступ. Автоматический указатель 2 предлагаемого устройства, жестко связанный с фрезерной бабкой, касается поверхности детали с задней стороны. От указателя 2 идут столько же проводов и такого же назначения как от указателя в обычном станке типа Келлера.
Автоматический указатель 2 для обратного копирования вместо вставки, соответствующей по форме, имеет несколько тонких пальцев 5 (например, четыре), расположенных по образующим, соответствующим геометрической форме фрезы. Нормально все пальцы касаются поверхности, детали; если под один из пальцев попадает выступ, который надавит на него, то палец автоматически втянется в тело указателя 2 до такого положения, чтобы он лишь слегка нажимал на деталь. При работе по любому неровному рельефу всегда хоть один палец выставлен из тела указателя 2 на полную длину Ъ и управляет подачей фрезы в направлении, перпендикулярном к плите /. Если все пальцы получат значительное давление от выпуклости детали и втянутся, включится подача в прямом направлении, т. е. фреза будет углубляться в изделие, а указатель 2 будет удаляться от детали; если, наоборот, какой-нибудь из пальцев освободится от давления на поверхность детали.
ВКЛЮЧИТСЯ подача в обратном на:правлении, и фреза будет выходить из изделия, а указатель будет приближаться к детали.
На фиг. 3 в нескольких стадиях показан процесс обратного копирования; из чертежа видно, как втягиваются пальцы при обходе выступов детали. Фрезерование рельефа происходит рядами, как при нормальной работе станка типа Келлера. Как и обычно, все движения станка должны ограничиваться концевыми выключателями.
Устройство предлагаемого указателя (фиг. 4) состоит из металлического корпуса / с четырьмя цилиндрами для поршней 2, служащих для перемещения пальцев 3. Для перемещения поршня слева направо служит спиральная пружина 4, перемещение же справа налево происхо.дит под действием давления жидкости или воздуха, поступающих снизу через дросселирующее отверстие, снабженное регулировочным винтом 5. Каждый поршень имеет отверстие, закрываемое стальным шариком 6, навинченным на конец стержня 7, который проходит через сальник в крышке цилиндра и с помощью патрона с жестко соединен со вставным пальцем 3. Пальцы 3 свободно проходят сквозь отверстия в рамке 9; при крайнем левом положении поршней патроны 8 упираются в рамку 9 и воздействуют на связанные с ней контакты Ю, 11 и 12.
Работа указателя происходит следующим образом. Пока на палец 3 не действуют внешние силы или они слишком незначительны, , шарик 6 давлением жидкости (или воздуха) прижат к своему седлу, вследствие чего отверстие поршня 2 закрыто, и последний под действием давления идет влево, сжимая пружину 4. Когда конец пальца 3 упрется в деталь или упрется в рамку 9, шарик 4 отойдет от седла, давление под поршнем упадет и вследствие дросселирования жидкости через отверстие с винтом 5 движение поршня 2 прекратится. При этом наступит равновесие между давлением жидкости (или воздуха) на поршень 2 с одной стороны
и давление пружины в продольном направлении на палец с другой. Таким образом палец будет всегда прижиматься к детали с определенной силой. На фиг. 4 видно, что боковой нажим на палец 3 также вызовет открытие шарового клапана и втягивание ,пальца; при этом сальник крышки цилиндра будет воспринимать боковое давление и явится опорой для рычага, образованного стержнями 7 и указателем 3.
Когда какой-либо из пальцев не будет касаться поверхности детали, то рамка 9 отлоняется соответствукЗщим патроном и замкнет контакт //, действующий на подачу в обратном направлении; когда же палец начинает втягиваться, т. е. при падении давления, на рамку замыкается контакт 10, действующий на подачу фрезы в прямом направлении. Третий контакт 12 предназначен для остановки подачи при чрезмерно крутых выступах на детали.
При сложных работах на копировальном фрезерном станке является неизбежным часть работы, производить с плоским копиром и часть с рельефными. В случае обратного копирования может быть применен и обратный указатель, который отличается от обычного лишь устройством вставки, в то время как у копировальных станков типа Келлера вставка имеет на конце форму и размер фрезы, вставка для обратного копирования имеет на конце приспособление, состоящее из ступицы / (фиг. 5), вращающейся на оси 2, и двух роликов 3. Поверхности роликов находятся на расстоянии Ъ по вертикали, от оси вращения ступицы, причем величина Ъ равна радиусу фрезы. Способ работы ясно виден из фиг. 5; слева дана схема обычного копирования по копиру, а справа-обратного. Данное устройство указателя может дать некоторую неточность в работе, зависящую от формы копира и размеров приспособления.
Предмет изобретения.
Приспособление к электромагнитному копировально-фрезерному станну. типа Келлера для обратного копирования по изделию при изготовлении штампов или прессформ, отличающееся применением контактного устройства для копира, состоящего из нескольких расположенных по образующим фрезы подпружиненных и находящихся прижатыми к копиру под давлением рабочей среды пальцев 3, из которых каждый в отдельности служит при встрече своими упорами с углублением или выступом копира для управления подачами фрезы путем отклонения поддерживающей пальцы рамки 9 для воздействия на соответствующие контакты 0 и // цепи обычного элек трического управления (фиг. 4).
изделие
2
konup
ычное honupooatiL/e по konupg
фиг.
фиг.5
j аетала
детали
/А. изЗелив
изделие
oSpQi oe konupodoHLff по Копиру
