При спиральном наложении ленты 2 на cej«ie4HHK i испольэуатса лентообмотчик 13.
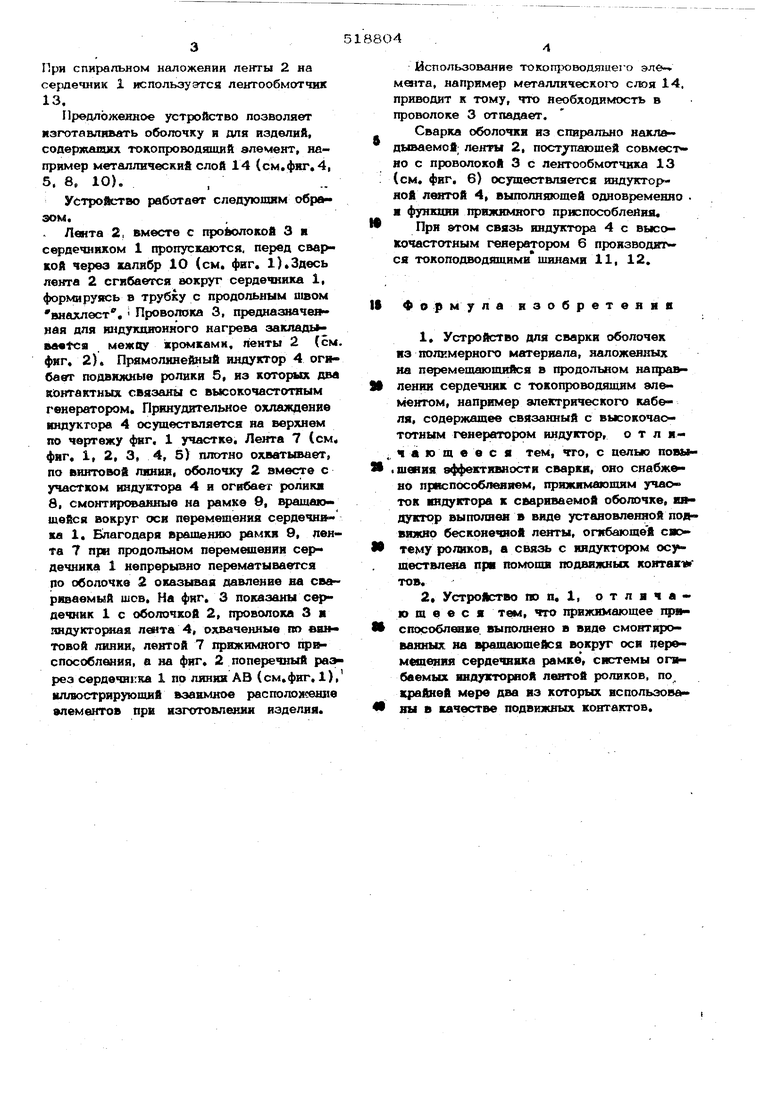
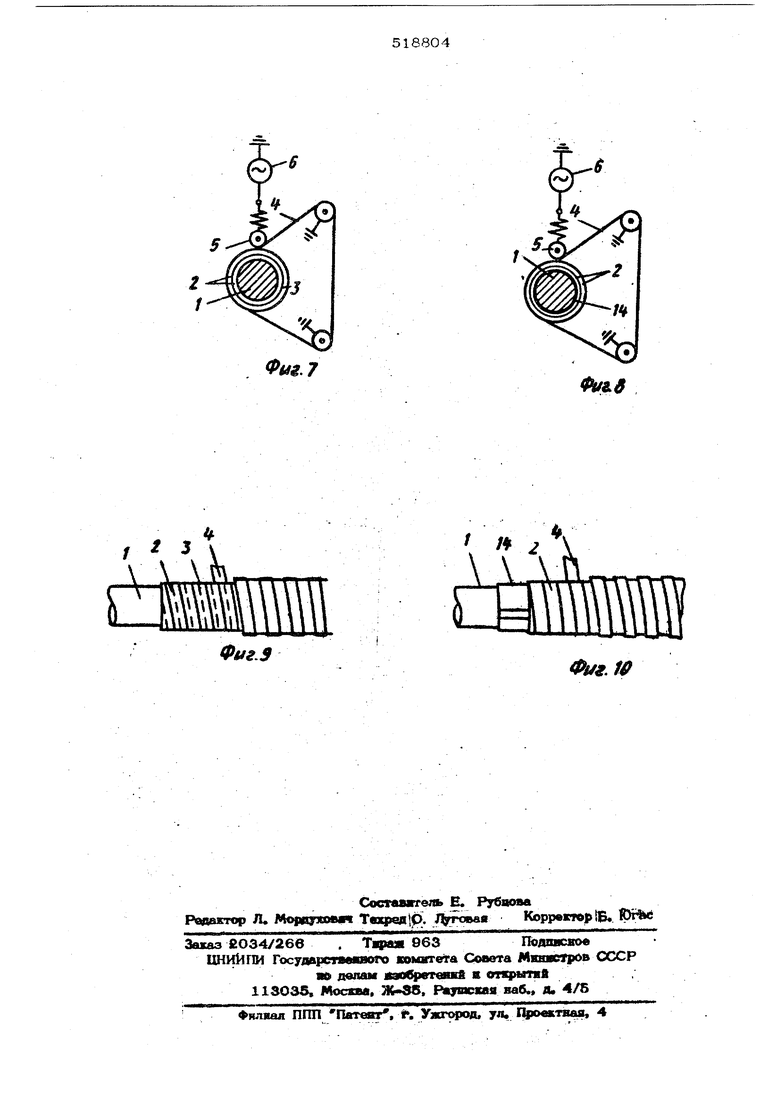
Предложенное устройство позволяет изготавливать оболочку и для изделий, содерхииахх тохопроводяишй элемент, например металлический слой 14 (см.фяг. 4, 5. 8, 10).
Устройство работает следующим образом.
. Лента 2, вместе с проволокой 3 с дечником 1 пропускаются, перед сваркой через калибр 10 (см. фиг. 1).Здесь лента 2 сгибается вокруг сердечника 1, формируясь в трубку с продольным швом внахлест, Проволока 3, предназначе ная для индукционного нагрева закладыeaetca межоу хромками, пеиты 2 (см фиг. 2). Прямолинейный индуктор 4 огибает подвижные ролики 5, из которых два кьктактных связаны с высокочастотным генератором. Принудительное охлаждение индуктора 4 осуществляется на верхнем по чертежу фиг. 1 участке. Лента 7 (см, фиг. 1, 2, 3, 4, 5) плотно охватывает, по винтовой линия, оболочку 2 вместе с участком индуктора 4 и огибаег ролика 8, смонтирсгаанные на рамке 9, вращающейся вокруг оси перемещения сердечн ка 1. Благодаря вращению рамки 9, лента 7 при продольном перемещении сердечника 1 непрерывно перематывается (10 оболочке 2 оказывая давление на свариваемый шов. На фиг. 3 показаны сердечник 1 с оболочкой 2, проволока 3 индукторная лента 4, охваченные по аш товой линиие лентой 7 прижимного прв способле«ия, а на фиг. 2 поперечный раэ рез сердечника 1 по линия АВ (см.фиг. 1), шивострирующий взаимное располох :енпе элементов при изготовлении изделия.
Использование токащх)воД5пце -о мента, например металлическотх слоя 14. приводит к тому, что необходимость в проволоке 3 отпадает.
Сварка оболочки из спирально нелпв дываемой; ленты 2, пост/лающей совмест но с проволокой 3 с лентообмотчика 13 (см. фиг. 6) осуществляется индукторной лшггой 4, выполняющей одновременно функции прижимного приспособления.
При 8ТОМ связь индуктора 4 с высокочастотным генератором 6 производит ся токоподводящими шинами 11, 12.
Формулаизобретенив
1.Устройство для сварки оболочек яз полимерного материала, наложенных на п эемещающийся в продольном на1фа Ленин сердечник с токопроводящим элементом, например электрического кабеля, содержащее связанный с высокочастотным генератором индуктор, о т л ичающееся тем, что, с пелыо повыншшия аффективности сварки, оно снабжено приспособлением, прижимающим участок индуктора к свариваемой оболочке, ия- дуктор выполнен в виде установленной подвижно бесконечной ленты, огкбающей сяотему роликов, а связь с индуктором осу ществлшш пря помощи подвижных контакт тов.
2,ycTpojkrrBo по п. 1, отличающееся тем, что прижимающее тфяспособлевве. выполнено в виде смонтированных на вращающейся вокруг осе перемшення сердечника рамке , системы огвбаемых индукторной лентой роликов, по, крайней мере два из которых использовавы в качестве подвижных контактов.
Фиг. 2
Z
s
0i/e
2 4f
v-vA
1
Ф1г.З
tV i
т
Фиг. 3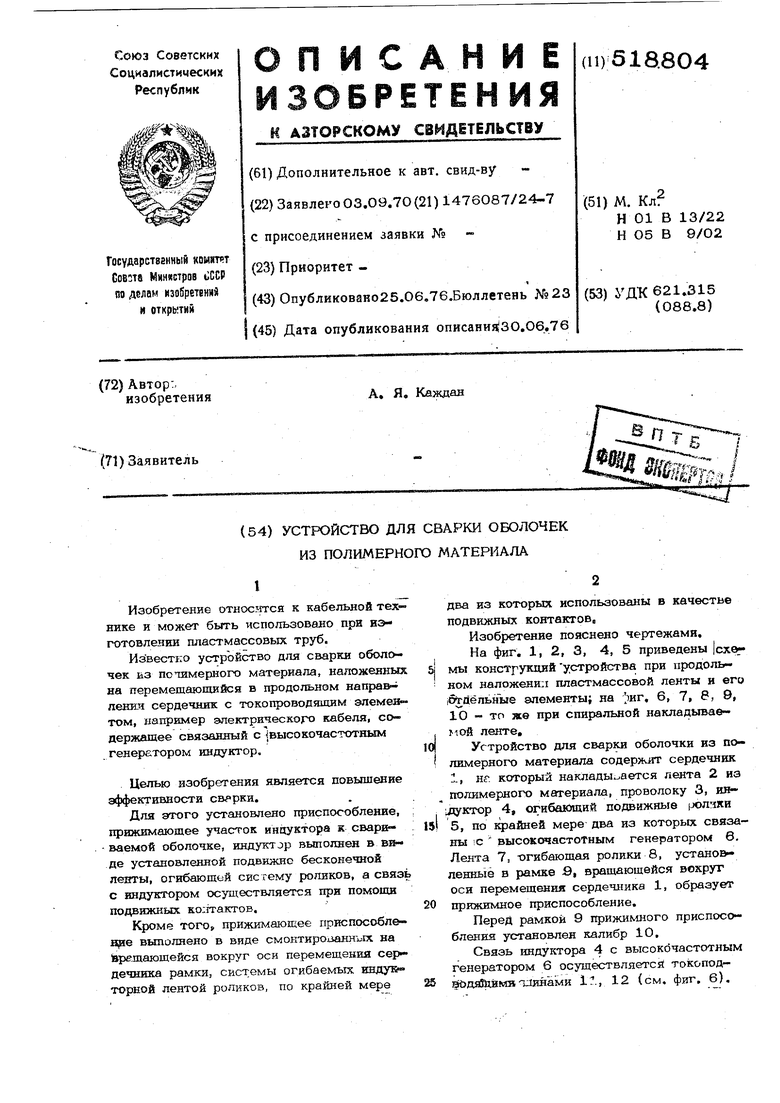
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления неметаллических оболочек электрических кабелей и устройство для выполнения этого способа | 1950 |
|
SU95957A1 |
| Способ наложения сварной оболочки на электрический кабель | 1985 |
|
SU1300573A1 |
| Способ изготовления биметаллической проволоки | 1984 |
|
SU1281361A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД ТИПА "КАБЕЛЬ-КОНДУИТ" ДЛЯ ОБМОТОК МАГНИТНЫХ СИСТЕМ | 2006 |
|
RU2456696C2 |
| Способ электромагнитной рудоподготовки и устройство для его осуществления | 2019 |
|
RU2739234C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1992 |
|
RU2008109C1 |
| Кабель грузонесущий комбинированный для подводного применения | 2021 |
|
RU2763164C1 |
| Кабель оптический монтажный пожаробезопасный огнестойкий | 2023 |
|
RU2804313C1 |
Фи
6
Физ, 7
Фи.Э
4W. 1&
