Изобретение относится к высокочастотной сварке металлических оболочек, преимущественно алюминиевых, электрических кабелей, преимушественно коаксиальных, со сплошной и пористой изо- ляцией.
Цель изобретения - повьшение качества кабеля путем сглаживания внутреннего грата оболочки его сердечником.
На фиг,1 приведен кабель, общий вид; на фиг.2 - разрез А-А на фиг,1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.А - разрез В-В на фиг„1.
Необходимый в зоне сварки (от индуктора 1 до сварочных валков) зазор между нагреваемыми кромками сформиро-- ванной круглой или овальной заготовки
Уменьшению темпер ствия на изоляцию се собствует Также то, движения V больше с мированной заготовки не ее сварки и больш сваренной оболочки 6 щивания ее внутренне скольку всегда , осадки оболочки в ка валков, то в зоне бо турного влияния разн движения сердечника ше, отчего сердечник дит этот участок (от сварочных валков) и,
оболочки 2 и сердечником 3 кабеля со-20 меньше нагревается.
создается тем, что заготовка формуется большего размера, чем сердечник 3, и сердечник отодвигается ко дну оболочки, например, шовонаправляющим -ножом 4, закрепленным в специальной оправке 5 ножевой клети сварочного узла агрегата высокочастотной сварки кабельных оболочек. При этом сердечник 3 не будет препятствовать свободному образованию внутреннего грата свариваемой оболочки 6 на участке от точки 7 схождения кромок ленты до оси сварочных валков.
Профиль калибра сварочных валков выполняется таким образом, чтобы оболочка сваривалась овальной формы в плоскости малой оси овала и внутренний размер этой оси бьш равным (регулируя этот размер, можно добиться различной степени сглаживания внутреннего грата сваренной оболочки) диаметру описанной окружности сердечника кабеля. Тогда сердечник 3 кабеля будет прижат к только что образовавшемуся внутреннему грату, еще не успевшему затвердеть от остывания и потому легко деформируемому при соприкосновении с сердечником« В результате грат расплющивается к стенке оболочки 6 в зоне сварного гава. В то же время вследствие высоко концентрированного нагрева, высокой скорости сварки (обьгчно 40-100 м/мин) и быстрого охлаждения сварного шва при высокочастотной сварке металлических оболочек, особенно легкоплавких и обладаюшз х высокой теплопроводностью, как например алюминиевых, изоляция сердечника не перегревается
25
30
Пример. На а частотной сварки изг миниевая оболочка - ник однокоаксиальног связи типа ВКПАП. То вой оболочки 1,0 мм 1,04 мм). Наружный д ка, кабеля 9,7 мм. Пл полиэтиленовой изоля 0,47 кг/см „
Из алюминиевой ле риной 41 мм вокруг с
гзалась заготовка с п ром пшриной 3 мм. Вы сварка оболочки осущ скоростью 58-63 м/ми высокочастотной уста
40 /0,44 следуюшкй: Ua 9,8 А; 1с 2,6 А. режима сварки осущес рометрическим регуля ры типа ФПР-1Н по ин
5 чению очага сварки. разовался сваренной ной формы с вертикал 1,,7 мм (малая ось о внутренний размер об
50 оси после осадки обо также 9,7 мм (т,е, з лочкой и сердечником Далее наружный грат цом 9 заподлицо с об
52 ка охлаждалась водой устройстве 10 и обжи 011,7 i 0,1 мм в ка тях, после чего прио готовой оболочки 11.
и не утрачивает своих сл:/жебньгх свойств в зоне контакта с внутренним гратом оболочки.
Уменьшению температурного воздействия на изоляцию сердечника 3 способствует Также то, что скорость его движения V больше скорости Vg сформированной заготовки оболочки 2 в зоне ее сварки и больше скорости V сваренной оболочки 6 в зоне расплю- щивания ее внутреннего грата. Поскольку всегда , больше V из-за осадки оболочки в калибре сварочных валков, то в зоне большего температурного влияния разница в скоростях движения сердечника и оболочки больше, отчего сердечник быстрее проходит этот участок (от индуктора 1 до сварочных валков) и, следовательно.
меньше нагревается.
Пример. На агрегате высокочастотной сварки изго гавлйвалась алюминиевая оболочка - внешний проводник однокоаксиального кабеля зоновой связи типа ВКПАП. Толсдана алюминиевой оболочки 1,0 мм (от 0,96 до 1,04 мм). Наружный диаметр сердечника, кабеля 9,7 мм. Плотность пористой полиэтиленовой изоляции составляла 0,47 кг/см „
Из алюминиевой ленты марки АД1 шириной 41 мм вокруг сердечника формо гзалась заготовка с продольным зазором пшриной 3 мм. Высокочастотная сварка оболочки осуществлялась со скоростью 58-63 м/мин. Режим работы высокочастотной установки ВЧС-4-160/
40 /0,44 следуюшкй: Ua 10,4 кБ; 1а 9,8 А; 1с 2,6 А. Р(ггулирование режима сварки осуществлялась фотопирометрическим регулятором температуры типа ФПР-1Н по интегральному чению очага сварки. Наружный грат об разовался сваренной оболочкой овальной формы с вертикальным размером 1,,7 мм (малая ось овала). При этом внутренний размер оболочки по малой
50 оси после осадки оболочки составлял также 9,7 мм (т,е, зазор между оболочкой и сердечником отсутствовал). Далее наружный грат 8 удалялся резцом 9 заподлицо с оболочкой, оболоч52 ка охлаждалась водой в дут1шруюш,ем устройстве 10 и обжималась в круг 011,7 i 0,1 мм в калиб ровочных клетях, после чего приобретала размеры готовой оболочки 11.
Разборка образцов кабеля в сваренной алюминиевой оболочке показала, что внутренний грат был разглажен и прижат к оболочке. Высота его не пре- вьшгала 0,1 мм. На поверхности изоляции сердечника в зоне сварного гава был едва заметный продольный след. Пробивное напряжение изоляции кабеля составило 20,2-21-,4 кВ. Электрические параметры кабеля были однородны, в результате чего полоса передаваемых частот была увеличена до 10 МГц (кабель ВКПАП).
Ф о р.м ула изобретения Способ наложения сварной оболочки на электрический кабель, при котором вокруг его сердечника формируют и з
металлической ленты овальную эаготов- ку оболочки с разведенными кромками, которые ориентируют в направлении оси овала, сердечник отводят от кромок, нагревают кромки токами высокой частоты, сводят и обжимают их с образованием сварного шва, перемещают с разными скоростями полученную оболочку и сердечник в калибры, в которых овал преобразуют в круг, о т л и ч а- ющи йс я тем, что, с целью по вьтения качества кабеля путем сглаживания об- разованнсгр на внутренней поверхности оболочки грата, ориентируют кромки в направлении малой оси овала и непосредственно после их обжима сварной шов оболочки приводят в соприкосновение с сердечником.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1987 |
|
SU1464771A1 |
| СПОСОБ ОБРАЗОВАНИЯ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 1991 |
|
RU2050607C1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Устройство для изготовления магистрального коаксиального кабеля с внешним трубчатым проводником | 1986 |
|
SU1379802A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1215786A1 |
| Способ изготовления спиральношовных труб | 1984 |
|
SU1187902A1 |
| Устройство для сварки труб ТВЧ | 1989 |
|
SU1681998A1 |
| Способ прокатки листов | 1987 |
|
SU1477486A1 |
| Способ непрерывного изготовления многослойных изделий сваркой | 1984 |
|
SU1222463A1 |
Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - повьшшние качества кабеля путем сглаживания образованного на внутренней поверхности оболочки грата. Для этого вокруг сердечника 3 кабеля из металлической ленты формируют овальную заготовку оболочки 2 с разведенными кромками. Кромки ориентируют в направлении малой оси овала и нагревают токами высокой частоты. После чего кромки сводят и обжимают с получением шва. Непосредственно после обжима сварной шов приводят в соприкосновение с сердечником. Образовавшийся при сварке внутренний грат еще не успевает остыть и при соприкосновении с сердечником легко расплющивается и прижимается к стенке оболочки 6 в зоне шва. Полученный таким способом кабель имеет однородные электрические характеристики. 4 ил. ОО О1 со Фиг.1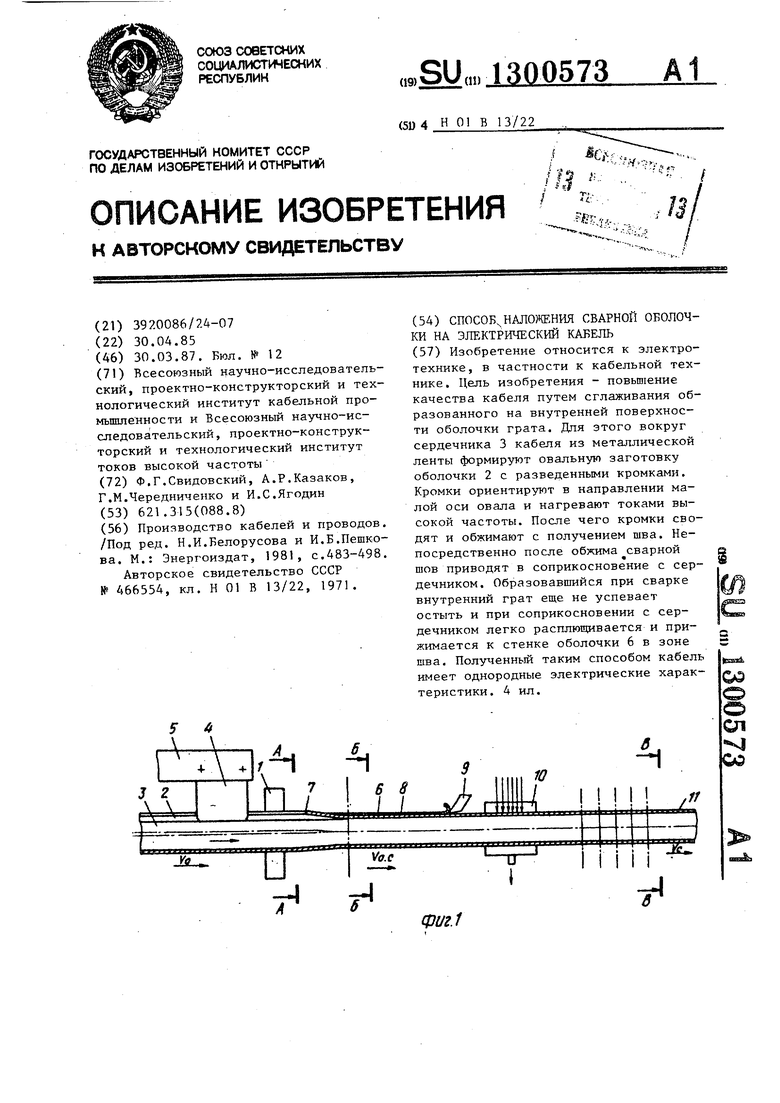
;-/
Фид.2
6-6
Фиг.З
Фиг.
Составитель Э. Нагрелли Редактор Н. Киштулинец Техред Н.Глущенко Корректор М. Демчик
Заказ 2308
Тираж 698Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Производство кабелей и проводов | |||
| /Под ред | |||
| Н.И.Белорусова и И.Б.Пешкова | |||
| М.: Энергоиздат, 1981, с.483-498 | |||
| Способ изготовления коаксиального кабеля | 1971 |
|
SU466554A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
