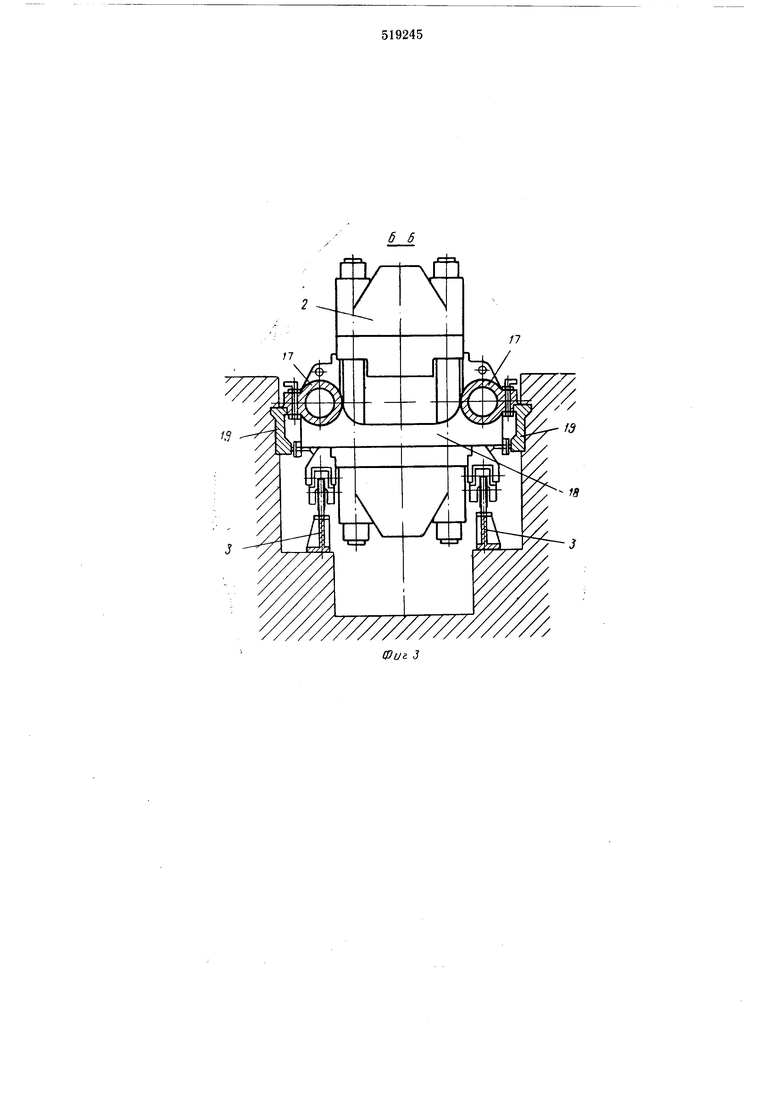
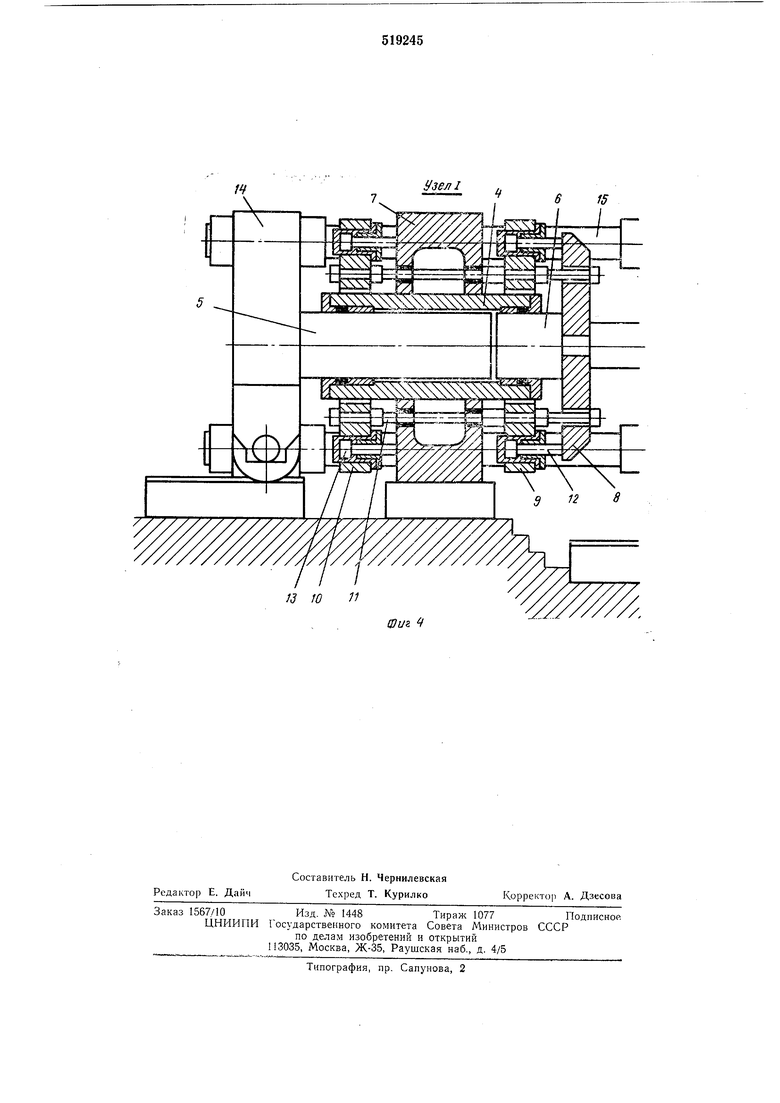
расположения рабочих цилиндров заключается в неудобстве задачи и выдачи изделий минимальной длины, когда все проставки убраны, так как цилиндры закрывают подходы к машине сбоку и изделие приходится опуекать между ними. Это обстоятельство также неблагоприятно влияет на производительность машины. Когда обе головки в процессе правки различных по длине изделий раздвигаются в разные стороны, труднее механизировать операции задачи и выдачи изделия, поскольку ни одна головка не имеет фиксированного положения. В конструкции машины не предусмотрены элементы, воспринимаюш,ие силы при эксцентричном приложении рабочего усилия. Известные же следящие гидравлические системы компенсации этих сил чрезвычайно сложны по конструкции и требуют постоянного наблюдеПИЯ и тщательного ухода в эксплуатации. Во время разрыва изделия или выскальзывания его из губок, сопровождающегося резкой разгрузкой машины, ударная нагрузка может быть приложена не только к головкам, но и к рабочим цилиндрам при несимметричном расположении головок относительно упомянутых цилиндров. В то время, как головки снабжены специальными демпфирующими цилиндрами, рабочие цилиндры не имеют таксвых. В предложенной мащине эти недостатки устранены за счет того, что привод одной из головок выполнен в виде двух цилиндров обратного хода и двух рабочих цилиндров с плунжерами, контактирующими с расположенной на станине подвижной траверсой, соединенной посредством колонн с упомянутой головкой, днища же рабочих цилиндров выполнены в виде пробок, опирающихся на смонтированные на станине штанги и связанные через демпфирующие устройства с неподвижной траверсой, а каждая секция станины выполнена в виде двух трубчатых проставок, соединенных между собой перемычками, и установлена на фундаменте с возмо кностью перемещения вдоль оси машины. Привод другой зажимной головки выполнен в виде двух нар гидравлических цилиндров, плунжеры которых закреплены на башмаках, телескопически соединенных между собой и опирающихся соответственно один через балку на фундамент, а другой - на штанги. Каждое из демпфирующих устройств выполнено в виде размещенных по одну сторону относительно неподвижной траверсы траверс, соединенных с пробками рабочих цилиндров и снабженных плунжерами, входящими в цилиндры, смонтированные в поперечинах, установленных соосно с рабочими цилиндрами, а также размещенных по другую сторону относительно неподвижной траверсы дополнительных траверс с установленными на них цилиндрами с плунжерами, опирающимися на неподвижную траверсу, при этом траверсы, поперечины и дополнительные траверсы соединены между собой ступенчатыми тягами. На фиг. 1 изображена машина в разрезе; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4- узел I на фиг. 1. Гидравлическая правильно-растяжная машина содержит две зажимные головки 1 и 2, перемещающиеся на каретках по балкам 3, прикрепленным к фундаменту. Головка 2 выполнена переустанавливающейся в строго фиксированных ноложениях для настройки на длину выправляемых изделий, а головка 1 - тянущая. Тянущая головка 1 снабжена гидравлическим приводом, выполненным в виде рабочих цилиндров 4 с подвижными плунжерами 5 и пробками 6, выполненными по размеру диаметра плунжером 5 и выполпяющими роль днищ рабочих цилиндров 4. Цилиндры 4 установлены в расточках неподвижпой траверсы, закрепленной на фундаменте. Пробки 6 соединены с траверсой 7 при помощи системы траверс 8, поперечин 9, дополнительных траверс 10, ступенчатых тяг 11 и цилиндров 12, 13, представляющих в совокупности демпфируюп ее устройство для гашения энергии удара при разрыве изделия. Плунжеры 5 цилиндров 4 упираются в подвижную траверсу 14, воснринимающую рабочее усилие растяжки. Траверса 14 связана с тянущей головкой 1 колоннами 15, расположенными в расточках траверсы 7, в расточках траверсы 7 размещепы также цилиндры 16 обратного хода тянущей головки 1. Станина машины выполнена секционной. Каждая секция станины представляет собой две трубчатые проставки 17, соединенные между собой горизонтальной перемычкой 18. Секции станины укладываются на закладные опоры 19 фундамента и образуют приемный стол, обеспечивающий удобство загрузки и съема вьгаравлясмых изделий. Секцин закрепляются на опорах 19 с помощью быстросъемных зажимов. Тянущая головка 1 взаимосвязана с переустанавливающейся головкой 2 с помощью штанг 20, которые одним концом соединены с пробками 6 рабочих цилиндров 4, а вторым пираются либо непосредственно в нередний башмак 21 головки 2 при правке изделий наиеньшей длины, либо в набор проставок 17 ри правке длинномерных изделий. Переустанавливающаяся головка 2 снабжеа гидравлическим приводом для холостых еремещений на величину одной проставки 17 (одпой секции станины), выполненным в виде вух пар гидравлических цилиндров 22 и 23 спомогательпых перемещений, к плунжерам оторых прикреплены передний и задний опорые башмаки 21 и 24, связанные между собой елескопическими тягами 25. Опорные бащмаи 24 при работе взаимодействуют либо с порной балкой 26 фундамента при правке зделий наибольшей длины, либо с набором
проставок 17, переустановленным в пространство между башмаками 24 и балкой 26 при правке изделий промежуточной длины.
Работа предлагаемой правильно-растяжной машины осуществляется следующим образом. Перед началом работы производится настройка машины на заданную длину изделия. С этой целью, если длина изделия меньше максимальной, соответствующее количество секпий станины, состоящей из деталей 17, 18, поочередно передается за переустанавливаюп,уюся головку 2 и укладывается на опоры 19 между башмаками 24 и опорной балкой 26. Переустановка секций станины, примыкающей к башмаку 21, в пространство за головкой 2 производится в следующем порядке. Головка 2 цилиндром 23 перемещается в направлении головки 1 до упора. Упомянутая выше секция станины отсоединяется от закладных опор 19 и вынимается из машины. Опорные башмаки 21 и 24 перемеи1,ают( до упора в следующую секцию с помощью цилиндра 22. Вынутая пара проставок 17 опускается в освоббдившееся пространство за головкой 2. Таким образом можно переустановить но очереди любое количество проставок. Обратная переустановка производится аналогичным образом.
Изделие укладывается па приемный стол, образованный злементами 18, между раздвинутыми головками 1 и 2, иосле чего головки надвигаются на него с помощью цилиндров 16 и 23, изделие зажимается R губках головок и правится усилием, развиваемым цилиндром 4. При правке, в случае эксцентричного приложения рабочей нагрузки, момент от эксцентриситета, приложенный к тянун;ей головке 1, воспринимается пространственной силовой рамой, состоящей из траверсы 14 и головки 1, скрепленных между собой колоннами 15, и передается через направляющие на траверсу 7. Тот же момент, приложенный к головке 2, передается через наборы проставок 17, штанги 20, траверсы 8. и тяги 11 на траверсу 7 и уравновешивает момент от эксцентриситета, передаюн ийся от головки 1.
При этом цилиндры 12 и 13 находятся под постоянным давлением, а их усилие выбрано таким, что при превышении момента от эксцентриситета вьпне допустимого, начинается поворот головки 2, сопровождаемый некоторым смещением одного из наборов проставок 17, ШТ0ИГИ 20, траверсы 8 и пробки 6. В этом случае происходит автоматическое прекрашепие процесса правки.
В случае разрыва изделия или выскальзывания его из губок головок, освободившаяся энергия упругой деформации деталей машины и сжатой рабочей жидкости воспринимается цилиндрами 16 обратного хода, цилиндрами 23, для чего тяги 25 вынолиепы телескопическими, и демпфирующими устройствами, способными погасить эиергию удара на пробки 6 3 обоих направлениях. В направлении рабочего хода тянущей головки 1 энергия удара через траверсы 8 воспринимается цилиндрами
12, а в паправлении обратного хода головки 1 - через траверсу 8, ступенчатые тяги 11 и дополнительные траверсы 10 цилиндрами 13. ТДилиндры 12 и 13 находятся под постоянным
давлением и, погасив энергию удара, возвращаются в исходное положение.
После окончания процесса правки изделие освобождается из зажимных механизмов головок, укладывается па стол, образованный элементами 18, и удаляется из пределов мащипы средствами механизации.
Формула изобретения
15
1. Гидравлическая прпвильно-растял ная машина, со.держащая смонтированную на фундаменте секционную станину и установленные па ней с возможностью относительного перемен1ения от гидравлического привода зажимные головки с механизмами захвата изделия, а такясе демпфирующие устройства, отличаю ш, а я с я тем, что, с целью повышения пронзводительпости. улучшения условий эксплуатации и расширепия технологических возможностей, привод одной из головок выполнен в виде двух цилиндров обратного хода и двух рабочих цилиндров с плунжерами, контактируюпдими с расположенной на станине подвижной траверсой, соединенной посредством колонн с упомянутой головкой, дпища же рабочих цилиндров выполнены в виде пробок, опирающихся на смонтированные на станине штангн и связанных через демпфирующие устройства с неподвижной траверсой, а каждая секн.ия ст.акины выполнена в виде двух трубчатых проставок, соединенных между собой перемычками, и установлена на фундаменте с возможностью перемещения вдоль оси машины.
2. Мащина по п. 1, от л и ч ающ.а я ся тем, что привод другой зажимпой головки выполнен в виде двух пар гидравлических цилиндров, плунжеры которых закреплены на башмаках, телескопически соединенных между собой и опирающихся соответственно один через балку на фундамент, а другой - на Н1танги.
3. Машина по п. 1, от л ич а ю HI, а я с я тем, что каждое из демпфирующих устройств выполпено в виде размещенных по одну сторону относительно смонтированной на станине неподвижной траверсы траверс, соединенных с пробками рабочих цилиндров и снабженных пл ;11жерами, входящими в цилиндры, смонтированные в поперечинах, установленных соосно с рабочими цилиндрами, а также размещенных по другую сторону относительно неподвижной траверсы дополнительных траверс с установленными на них цилиндрами с плунжерами, опирающимися на неподвижную траверсу, при этом траверсы, поперечины и дополнительные траверсы соединены между собой ст пенчатыми тягами. В 15 jO7TJ V:5 Vf fe5 V/cl IT 1 й%й;1%:йщэщр;;с; -HPi- - - -- ---.. / 7/ У7///7/77/7///////Х////////////////////, 72 И
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическая правильно-растяжная машина | 1957 |
|
SU123922A1 |
| Правильно-растяжная машина | 1974 |
|
SU471918A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 2005 |
|
RU2294838C2 |
| НИЖНЯЯ ПОПЕРЕЧИНА ГИДРАВЛИЧЕСКОГО ЭТАЖНОГО ПРЕССА | 1999 |
|
RU2173264C2 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1990 |
|
RU2020072C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС С РАЗГРУЗКОЙ БАЗОВЫХ ДЕТАЛЕЙ | 2007 |
|
RU2364510C2 |
| Вертикальный гидравлический пресс | 1983 |
|
SU1098830A1 |
| ПРЕСС ДЛЯ УДЕРЖАНИЯ ЯРМА МАГНИТОПРОВОДА ПРИ СВАРКЕ | 1990 |
|
RU2010691C1 |

21 22 2 23
б 6 ;j ю т Узел 6 фи& 4 15
