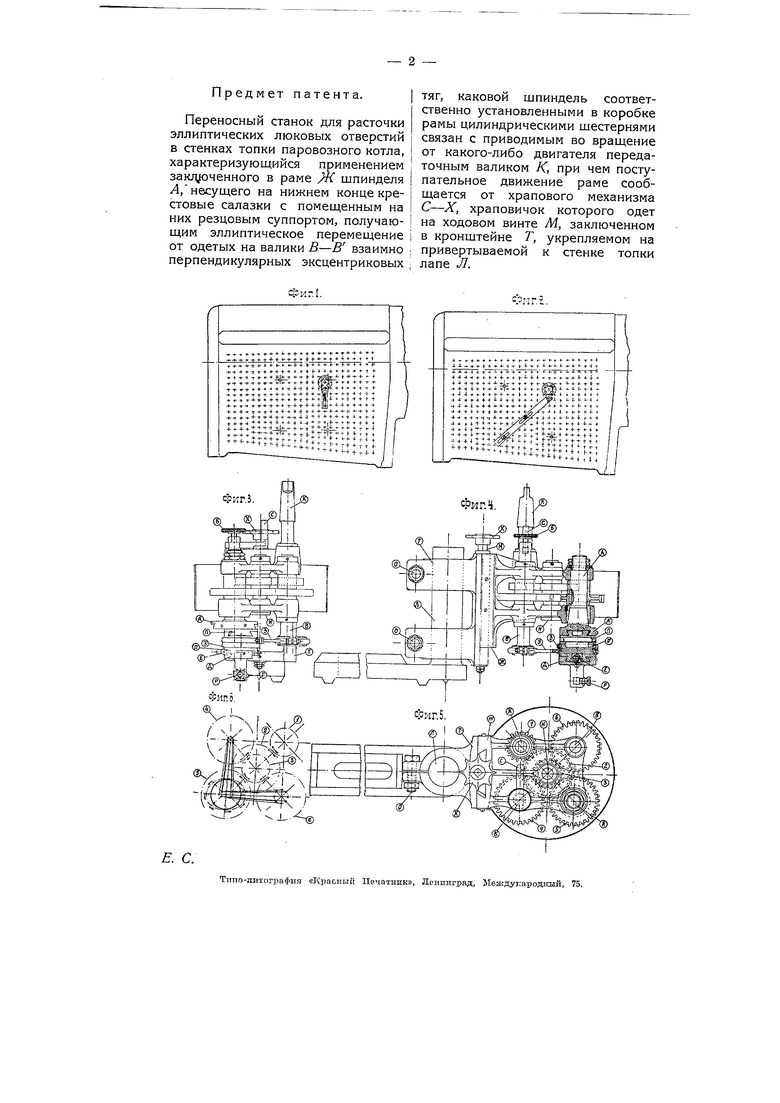
На фиг. 1 и 2 поясняются способы укрепления предлагаемого станка (на фиг. 2-для расточки до четырех люков), на фиг. 3, 4 и 5-виды сверху, сбоку и спереди предлагаемого станка и на фиг. б- схема движения резца.
Для того, чтобы расточить круглое отверстие на эллиптическое, достаточно укрепить лапу Л посредством одного болта к стенке топки так, чтобы центр шпинделя А совпал с центром предназначенного к расточке отверстия, а передаточный валик К соединить с каким-нибудь двигателем, например, пневматическим. Прежде, чем растачивать отверстие, необходимо нижнюю часть суппорта (ползунок) Д с резцом Г установить при помощи винта Е так, чтобы можно было брать стружку (т.-е. ширину стружки) и уже потом включить собачку С при помоши барашка Б для того, чтобы во время работы прибора собачка С задевала храповичок X, насаженный на винт М. Таким образом, рама Ж со всем механизмом будет двигаться по салазкам кронштейна Г, укрепленном при помоши двух болтов О к лапе Л; тогда резец будет брать стружку вглубь стенки. После того, как стружка пройдет до конца.
можно двигатель остановить. Затем, поворачивая вручную храповик X справо налево, передвигают раму Ж обратно и опять, при помощи винта Е, берут следующую стружку в ширину; этот процесс повторяют до тех пор, пока отверстие не будет иметь требуемый размер. При снятии фаски собачку С необходимо удалить и нажим делать от руки посредством храповика X.
Шпиндель А составляет одно целое с головкой А; последняя имеет паз для движения по ней ползунка /7, по которому тоже, в свою очередь, имеет поперечное движение ползунок Я с шейкой для хомутов 3-3, концы которых надеты на эксцентриковые головки валиков В-В с разным эксцентриситетом. Так как шпиндель А и валики В-В снабжены шестеренками 4, 5, 6, которые имеют одинаковое число зубьев и сцеплены, каждая отдельно, с средней малой шестеренкой 3, то врашение как шпинделя А, так и валиков В-В, будет производиться с одинаковой скоростью и в одну сторону, в результате, резец будет двигаться по требуемой эллиптической кривой, согласно схемы фиг. 6. Шестерни 1,2 и 3 служат для уменьшения числа оборотов, передаваемых от двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1938 |
|
SU57816A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПУГОВИЦ | 1928 |
|
SU13389A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Поперечный строгальный станок для нарезания лобзиковых пил и ножовочных полотен | 1933 |
|
SU37445A1 |
| Устройство для заточки резцов | 1939 |
|
SU58929A2 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для выворачивания рукавиц и их пальцев | 1929 |
|
SU24360A1 |
| Приспособление к строгальному станку с подвижным столом для нарезания шестерен путем обкатки | 1933 |
|
SU42396A1 |