В станках Мунте-Монополь, Альфред Герберт и др. при заточке резца с желобком шлифовальный круг имеет He-сколько перемещений, что усложняет конструкцию. В данном станке шлифовЙльный круг имеет только вращательное движение, все же прочие движения передаются резцу, а именно:
1)качания вокруг кромки круга,,
2)первоначальная установка, на определенный радиус заточки,
3)подача резца на круг при установке и во время самой заточки,
4)перемещение резца параллельно торцу круга для получения цилиндричег ского желобка, а не эллиптического.
Станон выполнен в двух вариантах, один из которых представлен в виде принципиальной схемы, а другой - в довольно пбдробном конструктивном оформлении.
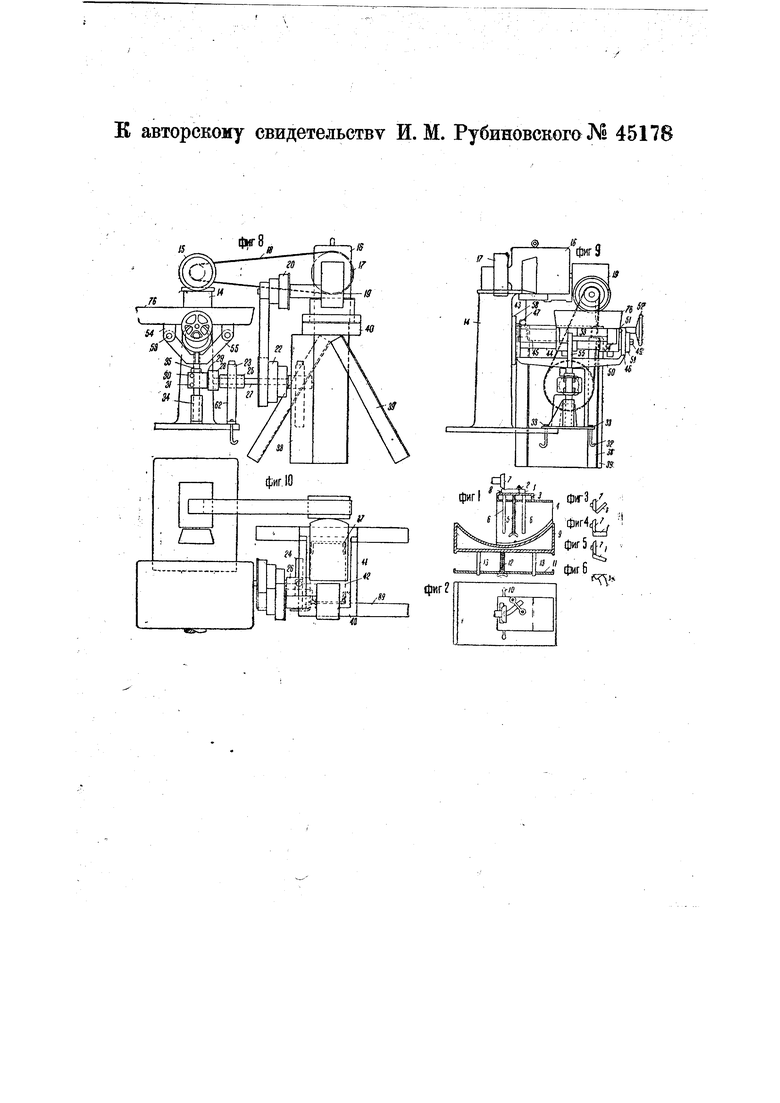
На чертеже фиг. 1 изображает в разрезе принципиальную схему устройства; фиг. 2- вид сверху по фиг. 1; фиг, 3-5- три положения резца относительно шлифовального круга во время заточки; фиг. 6-положение лезвия резца отнсгсительно шлифовального круга; фиг. 7- державку к устройству по фиг. 22-24; фиг. 8-10-три проекции одной из кои(174)
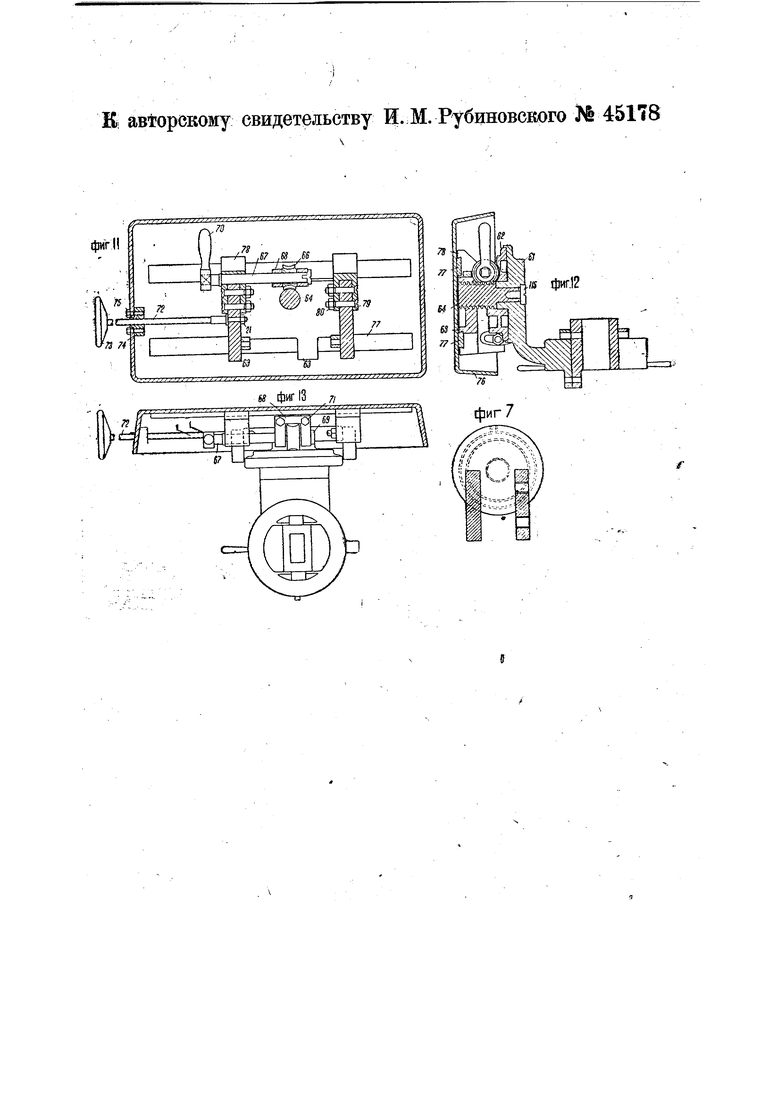
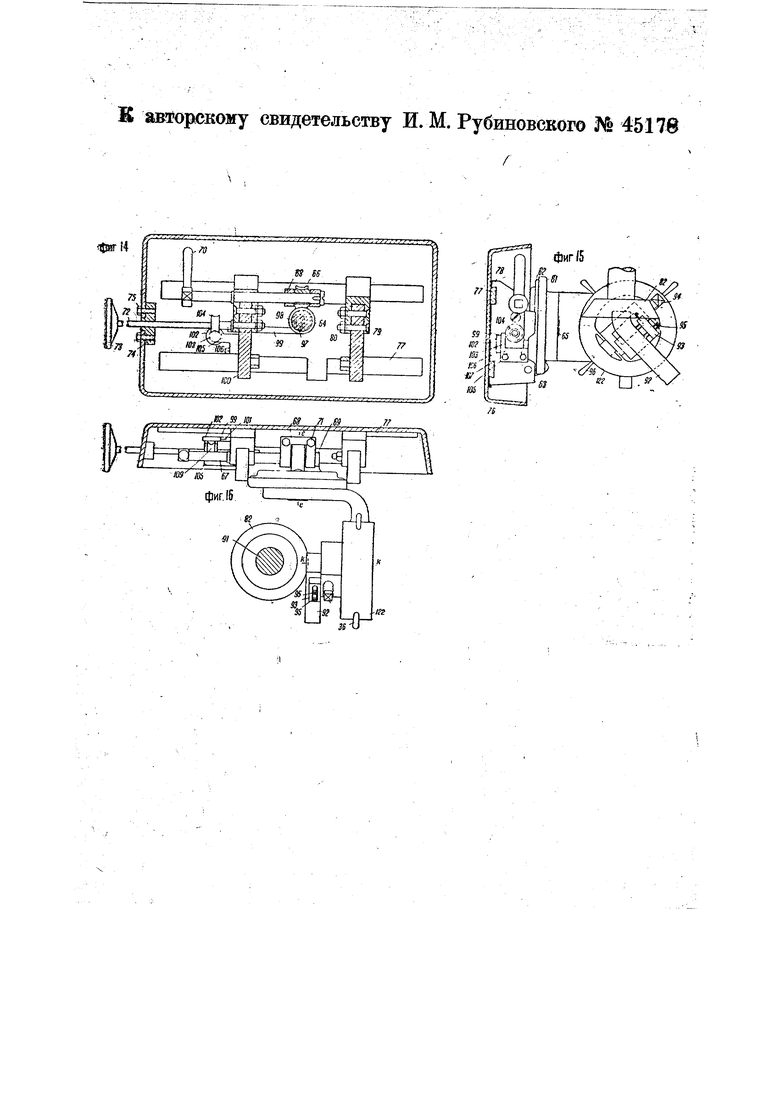
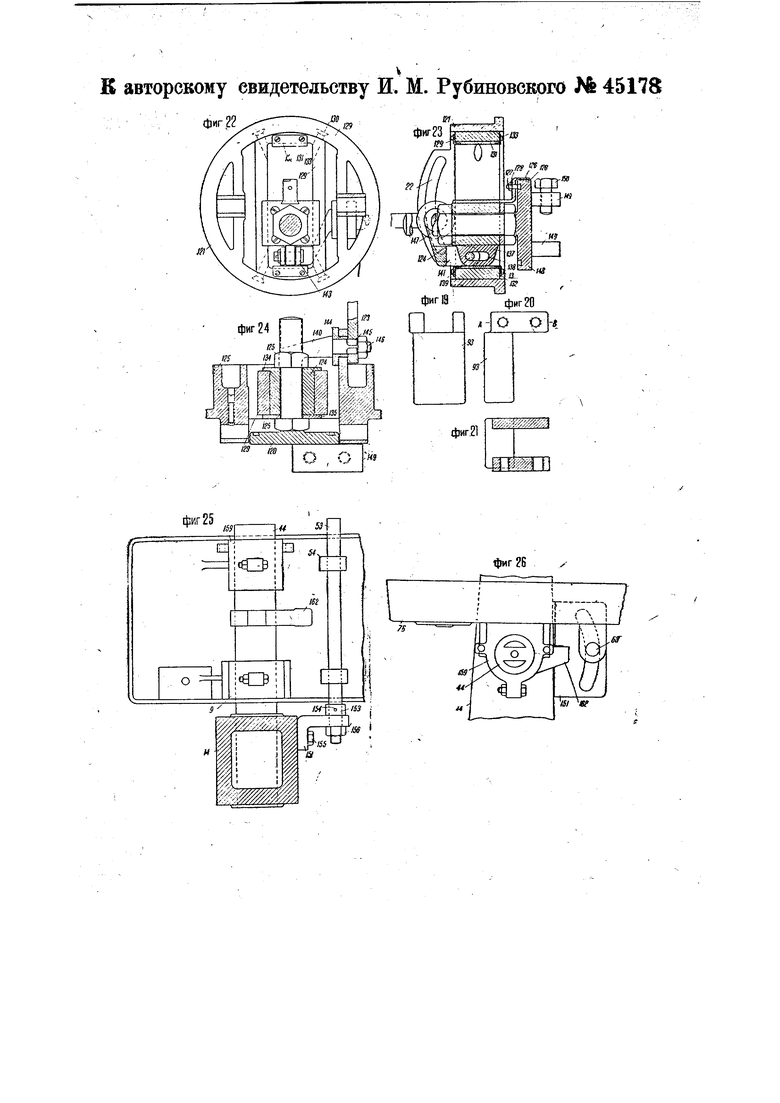
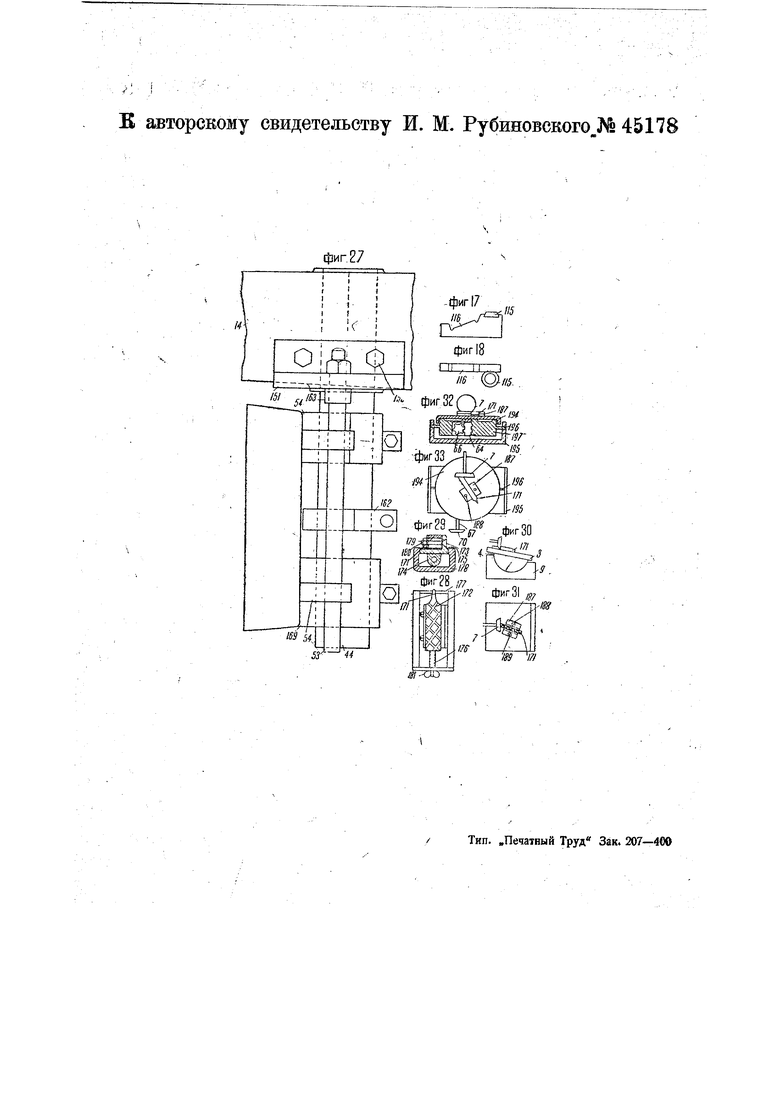
структивных форм выполнения станка; фиг. 11-13-три проекции с частичными разрезами верхней части станка, начиная от корыта; фиг. 14-Тб-то же с показанием механизма для автоматической подачи резца; фиг. 17 и 18 поясняют заточку фасонных резцов; фиг, 19 и 20 изображают две проекции резцедержавки; фиг. 21-разрез по линии АВ на фиг. 20; фиг. 22, 23 и 24-три проекции с частичными разрезами видризг ененного станка типа Гишольт, дающего возможность работать одной рукой; фиг. 25, 26, 27-три проекции качающегося корыта; фиг. 28-вид сверху приспособления для щлифования напильников на изображенном станке; фиг. 29-поперечный разрез этого приспособления; фиг. 30 и 31 поясняют установку приспособления на станке; фиг. 32-разрез приспособления для насечки напильников на станке по фиг. 11-13; фиг. 33-вид этого приспособления сверху.
Резец / (фиг. 1, 2) с помощью планки 2 прикрепляется с резцедержавке 5, расположенной над сектором 4 и соединенной с ним с помощью винта 5 и направляющих колонок 6. Лезвие резца / устанавливается параллельно торцу круга 7 при помощи переставной упорной
планки 5 на резцедержавке 3. Сектор 4 имеет качательное и продольно-поступательное движение по отношению к сектору 9. Это осуществляется с помощью ручек 70. Таким образом сектор 4 выполняет качательное и продольно-поступательное движение резца / по отношению к кругу 7. Винтом 5 производится подача резцедержавки 3 с резцом / на круг 7 как при установке, так и в процессе самой заточки. Сектор выполнен переставным по отношению к основанию /7 при помощи винта J2 и направляющих колонок /5. Вместе с перемещением сектора 9 меняется положение центра вращения резцедержавки 3 относительно круга 7. Самое же основание П может быть закреплено на балках или колонках с тем, чтобы остались зазоры как для винта /2, так и для направляющих /5. Передний угол заточки резца можно получить по желанию таким образом, что резец опищет в своем качательном движении угол вдвое больщий переднего угла, причем в среднем положении (фиг. 4) плоскость основания резца / перпендикулярна к торцу круга 7. Таким образом данный станок дает возможность шли(osatb у резца только переднюю грань с желобком. Заточка же задней и боковой граней должна производиться на другом станке. В заграничных станках (в том числе Шисс-Дефрисс) также отдельно затачивается желобок и плоские грани-задняя и боковая.
В предлагаемом станке (переделанном станке типа Гищольт) заточка всех граней , в том числе передней с желобком, производится при одном зажатии, причём шлифовальный круг имеет только вращательное движение, в чем и с 1эстоят основные преимущества нового станка..
Для осуществления требуемой заточки нужны также четыре движения резца: 1) качание вокруг края круга-осуществляется резцедержавкой в существующей конструкции станка, 2) продольное переме1щение оси камня при установке и для подачи резца на круг при заточке задней и боковой граней; данное движение имеется возможность выполнить при су|цествующей конструкции станка; 3) поперечное движение в горизонтальном параллельном торцу круга
направлении при установке и для подучи на круг при заточке желобка; это движение составляет предмет изобретения и может быть осуществлено как вручную, так и автбматически; 4) вертикальное движение, параллельное торцу круга, служащее для того, чтобы выточки желобка касались крайней точки на окружности круга (по диаметру). Выполнение этого услрвия дает гарантию, что желобок будет цилиндрического сечения, а не эллиптического. Данное условие может быть удовлетворено путем поднимания или корыта станка или резцедержавки.
Рассмотрим первый случай. Для заточки желобком необходимо, чтобы лезвие резца стало в вертикальное положение. Достигается эти особой державкой 93 (фиг. 19-21), похожей на резцедержавку в карусельных станках. Эта дер жавка 93 зажимается в резцедержавке станка и поворачивается по вертикальному лимбу на угол установки резца как при заточке жолоба, так и при заточке задней грани. При заточке же боковой грани державка поворачивается, на угол установки дополнительного лез-, ВИЯ f 1 (фиг. б). Величина радиуса заточки определяется расстоянием от края круга до оси вращения горизонтального лимба резцедержавки. Стержни державки имеют деления. При меньшем радиусе закругления державка выдвигается вперед. Резцедержавка в целом благодаря поперечному горизонтальному перемещению вдоль торца круга предопределяет радиус заточки резцов. От одного и того же мотора 76 (фиг. 8, 9, 10) приводится во вращение шлифовальный круг /5 (при. помощи шкива /7 и ремня 78) и осуществляется подъем корыта 75. Для шлифовального круга /5 нужна большая , скорость вращения, а для корыта 7& малая скорость подъема. Замедление движения от мотора 76 к корыту 76 производится благодаря червячной передаче 7Р От червяка, сидящего навалу мотора 76; далее передача идет через , ступенчатые шкивы 20 и 22, палец 29 вращения с золотниковой коробкой 30,: связанной со штоком 55 корыта 76, который имеет направляющую 34 у пола, укре1пленную болтами 52 с гайками J5, и . подымает корыто 76 вверх или опускает,
вниз. TUrOK 35 сварен с четырьмя кронштейнами 55 и 50, образующими креет и поднимающими корыто 76. Кронштейны 50 упираются в ось 44 корыта 76, а кронщтейны 55 упираются в валики 55, параллельные оси 44 корыта 76 и сидящие в подшипниках 54, которые составляют одно целое с телом корыта 76. Кронштейны 50 сварены с передней 46 и задней 47 опорными планками оси 44. В задней планке 47 устраивается ласточRHti хвост, перемещающийся по направляющей плите 58, прикрепленной к стойке М станка. Червячная передача J9 укреплена на подставке 40, которая в свою очередь опирается на коробку, составленную из угольников 37 с соединительными листами 42 и раскосами 38 и 39.
Корыто перемещают посредством винта 5/ маховичком 52. Винт 5/ установлен в передней опорной планке 46 и ввинчивается в тело корыта 76 над подшипником оси 44.
Поперечное горизонтальное перемещение производится одним и темх же путем в обоих случаях осуществления вертикального перемещения резца. Вся р езцедержавка 6J (фиг. 11-13) со стойкой 63 перемещается вдоль корыта 76 по двум направляющим клиньям 77с помощью винта 72, закрепляемого гайГкой 27 к стойке 65, на другом конце винта 72 помещается маховичок 75. Винт 72 проходит через планку 74 с резьбой, прикрепленную болтами 75 к телу корыта 76.
В конструкции нового станка это движение может бытьосуществлено другим путем, например, ycтpoйctвoм поперечного и продольного перемещения, как в супортах токарных станков. Подъем корыта требует увеличенной мощности Мотора. Поэтому желательно осуществить вертикальное передвижение резца при помощи подъема меньшей массы. Одно из решений этой задачи дано на фиг. 11-13.
К резцедержавке 6/ прикреплена с помощью винта /75 круглая рейка 64, сцепляемая с зубчатым колесом 66. Ось 67 колеса 66 помещается в подшипниках 65, проходит через добавочную стойку 78 и имеет на конце ручку 70, посредством которой рабочий поднимает и
опускает державку 6/ с резцом. ТаййМ образом у рабочего заняты обе руки: правой он поднимает резцедержавйу 61 с помощью рычага 70, а левой вращает державку вокруг края точильного круга. Когда же нужно подавать резец на круг (при помощи маховичка 75 и винта 72), то рабочему приходится одну из рук освободить. Это удлиняет время заточки резца, поэтому предусмотрен вариант с автоматической подачей резца на круг во время самой заточки. Это не только ускоряет работу, но и создает более равномерный процесс заточки.
Принцип автоматической заточки основан на том, что за время одного качания резцедержавки должна происхо дить небольщая подача резца на круг. Достигается это при помощи папьца, Помещаемого в тело круглой рейки. Этот палец сцепляется с рычагом, проходящим через тело стойки резцедержавки. На конце рычага укреплена собачка, которая вращает храповое колесо, сидящее на одном валу с червяком. Последний вращает червячное колесо, которое изнутри навинчено на винт 72. Так как червячное колесо связано со стойкой резцедержавки и имеет только вращательное движение, то винт 72 получает поступательное движение и подает резцедерЖавку с резцом на точильный круг; в случае надобности автоматическая подача выключается и заменяется ручной.
На фиг. 15, 16 показано положение резца 92 относительно точильного круга 82 и резцедержавки 67. В последней посредством винта У4 укрепляется дополнительная резцедержавка 93. Резец 92 укрепляется в державке 93 двумя винтами 95, поворотом резцедержавки 6/ по вертикальному лимбу (вокруг оси кк), можно всегда установить лезвие в вертикальном положений.
Автоматическая подача осуществляется следующим образом. При поворачивании резцедержавки 67 при помощи рукояток 96 около края круга 82 по горизонтальному лимбу вокруг оси со поворачивается также рейка 6, поднятая при помощи зубчатого колеса 66, его оси 67 и ручки 70. В рейке 64 сделан вырез, куда входит палец 97.
Этот палец 97 с головкой на конце входит в паз 98 щтанги 99, проходящей
через стенку стойки 63 резцедержавки 5. На другом конце штанги 99 имеется храповик 101, входящий в сцепление с храповым колесом 102, насаженным на конце червяка 7(5, сцепленного с червячным колесом W4, надетым на винте подачи 72. Храповик J07 вращает храповое колесо J02 вместе с червяком /03, благодаря чему вращается червячное колесо 704 с внутренней нарезкой, надетое на винте подачи 72; так как червячное колесо J04 имеет возможность только вращаться, а не перемещаться вдоль своей оси, то перемещается винт подачи 72. Таким образом благодаря совместному вращению резцедержавки 6J и рейки 64 получает возвратно-поступательное движение щтанги 99, а от нее получается автоматическое перемещение винта подачи 72, зависимое от числа качаний резцедержавки б/.
Двтоматическая подача может быть выключена, например, при установке резца 92 тогда подача резцедержавки 61 производится маховичком 73 и винтом 72. Выключение автоматической подачи достигается тем, что благодаря пазам J 06 и отвернутым болтам 107 могут быть отодвинуты от червячного колеса /О/подщипник 105 вместе с червяком 103. Благодаря этому червяк 103 выходит из сцепления с червячным колесом 104 и автоматическая подача прекращается. . В предыдущих конструкциях приходилось:
1)подымать резцедержавку весом до 10-15 кг,
2)во время подъема резцедержавки 61 она держалась исключительно на круглой рейке 64 и зубчатом колесе 66,
3)благодаря этому с одной стороны уменьшалась устойчивость державки 61, а с другой стороны была значительна нагрузка на руку рабочего,
4)одной рукой рабочий подымал державку, бЛ а другой вращал ее,
5)при отсутствии автоматической подачи резца заточка происходила с интервалами от одной подачи до другой, , б) конструкция станка вызывала утомление рабочего. ,
Поэтому явилась необходимость в новой более облегченной конструкции, в которой подымается не весь супорт б/ (фиг. 12, 15), а помещенная внутри него
небольшая державка 120 (фиг. 22-24), в которой укрепляется резец. Благодаря этому супорт 61 все время (и в покое и в период вращения) опирается на свое основание 52, рабочему приходится поднимать меньший вес, одной и той же рукой рабочий поднимает державку /2(7 и вращает супорт 61.
Процесс заточки не прекращается даже при отсутствии автоматической подачи.
Подача резца на шлифовальный круг производится второй свободной рукой рабочего.
Конструкция такого устройства ясно видна науфиг. 22-24.
Во внутреннем кольце 121 (фиг. ) вертикального лимба /22 (фиг. 15, 16) при помощи винтов 130 крепятся нанаправляющие 129, на концах которых имеется войлочная прокладка 131, прижатая клапанами 132 и винтами 133. В направляющих перемещается ползун 124 с буртиком 134, к которому с другой стороны привинчивается шайба 135. Благодаря этому ползун 124 прилегает к стенкам направляющих 129 с трех сторон. В основании 137 ползуна 124 имеется прорезь 138, внутри которой перемещается щтифт 139. Этот штифт входит в боковые стенки 143 изогнутого рычага 140, пропущенного через втулку 144, на квадратном конце 145 которого укреплен гайкой 146 рычаг 123. Через ползун 124 проходит навинтованная ось 1.47 державки 120. При помощи гаек /25 державку 120 можно переставлять ближе или дальше от вертикальной оси вращения супорта 61, благодаря чему получается больший или меньший радиус желобка на резце. Державка 120 состоит из диска с делениями и двух щек. 149 С прижимными болтами J50, которые прижимают резец к нижней щеке. В пазу на верхней поверхности ползуна 124 перемещается указатель углов 126, который одновременно с помощью болта /27 и гайки 128 связан с диском 148.
Для установки лезвия резца в вертикальном положении поворачивают державку /26 на нужный угол.
Подъем резцедержавки 120 вместе с резцом производится с помощью рычага/25. Одновременно этот рычаг служит для вращения супорта 61 вокруг
вертикальной оси, причем супортб/ все время остается на своем основании 62, что увеличивает устойчивость.
В изогнутом рычаге 140 имеется прорезь 141, в которую входит основание 137 ползуна 124.
В вышеописанном станке резцу для получения желобка/ необходимо дать подачу вверх и вниз. Не всегда резец становится в среднее положение против края шлифовального круга (в особенности специальные и изогнутые резцы). В таком случае необходимо увеличить габариты подъема резцедержавки. Однако эта задача может быть решена и другим путем. Нужно установить резцедержавку 120 таким образом, чтобы она в своем среднем положении во внутреннем кольце. 121 находилась против края шлифовального круга.
Согласно фиг. 25-27 это достигается соответствующим поворотом корыта 76 при установке.
К станине 14 станка (фиг. 8-10 и 25-27) болтами 155 привинчена планка 151 с вйрезом, через который проходит конец валика 53, лежащего в подшипниках 54, помещенных снизу корыта 76. Последнее перемещается по оси 44, имеющейся в станке Ришольта, а также ло валику 53; ось 44 закреплена в станине 14 станка и имеет упорное кольцо 162, которое упирается в подшипники 159 и ограничивает перемещение кopыJa вдоль оси шлифовального круга; на валике 53 на одном конце навинчивается гайка 156. О. другой стороны планки 151 на валике 53 устанавливается упорное кольцо 153, закрепляемое на валике шпилькой ,154. При каждой установке (при подъеме или опускании корыта для каждого типа резцов) отвинчивается и навинчиваете гайка 156.
В станке Гишольта обычной конструкции корыто 75 качается в процессе заточки резца. По данному же предложению подъем или опускание корыта 7tf, происходит в процессе установки. В процессе же заточки по данному предложению корыто 76 может только перемещаться вдоль оси 44, но не качаться вокруг этой оси.
На изобретенном станке может производиться и заточка фасонных резцов.
При условии плоской заточки передней грани фасонного резца, требуется
сложное вычисление контура резца (см... например, статьи Джонсона в десяти номерах журнала American Machinist за 1932-1933 г.).
Во избежание сложных построений надо стремиться к тому, чтобы все лез ВИЯ, параллельные оси изделия или наклонные к ней небольшим углом, находились на одной высоте. Для лезвий же перпендикулярных к оси изделий или с небольшим углом к перпендикуляру,, высота точек значения не имеет. Ещелучше обстоит дело, если участки фасонного резца будут заточены с желобком. Тогда крайние точки лезвий, пе эпендикулярных к оси, будут находитьсяпочти на одной высоте. Передний угов: для подобных лезвий равен 0. Для заточки фасонного резца по желобку нужен шлифовальный круг 7/5 (фиг. 17, 8 небольшого диаметра с тем, чтобы его / окружность не Задевала соседних участков резца 776. Задний угол тоже можно заточить по желобку. Если же все-так№ остался довольно значительный участок,, близко подходящий к изделию (это возможно лишь в таких резцах в случаевнутренней расточки), то надо передвинуть резец вдоль оси, чтобы вместо цилиндрической поверхности получаласьна задней грани резца овальная поверхность. Кроме того всегда надо передвигать резец вдоль лезвия, что же касается небольших закругленных участков, то в. виду длительности установки лучше заточить задний угол вручную. Передние углы фасонных резцов можно затачиватьна специальном станке по заточке резцов с желобком, а задние углы фасонных резцов лучше заточить на переделанном станке Гишольта. При заточке круглых фасонных резцов можно зажать резец в торец при помощи двух брусков, выступающих из коробки резцедержавк или устроить особую де ржавку, захватывающую валик, чтобы резец был атаком же положении. Это приспособление может быть сделано в виде тисков аналогично тискам, предложенным Джонсоном, причем ось тисков должна быть., параллельна оси вертикального лимб и коробки резцедержавки.
Соответственно упрощению и удеше влению изготовления фасонных резцов;
,e упрощено и удешевлено изготовление шаблонов к этим резцам.
Помимо того на тех же станках можно производить насечку напильников по«средством шлифования.
Фирма Герберт Линднер (в Германии) /насекает напильники путем шлифования специальными гребенчатыми кругами. -На данных же станках эту работу можно произвести обыкновенными шлифовальными кругами (горшками). Однако, при :этом после за-точки каждого зуба /72 «адо напильник /77 переставлять для -Нарезания следующего зуба /72.
Чтобы этого избегнуть, можно при;менить приспособление по фиг. 28, 29. Напильник /7/ болтами /7Р с гайками J80 Зажимают в особой державке /75, имеющей вид удлиненной трехстенной коробки, которая в свою очередь при помощи гайки J74 на задней стенке /75 и винта 176 может перемещаться по длине налравляющих внутри другой коробки 178 Винт J76, имеющий опору в боковых тенках /77 коробки /7, вместе с рукояткой 18f имеет только вращательное движение, а перемещается только внутренняя коробка /7J с напильником /7/.
То же самое происходит при шлиxJjOBKe канавок J82 в наг ильнике /7/ перпендикулярно к зубьям /72.
На фиг. 30, 31 дана схема шли фовки напильника, где верхний лимб 4 ;(фиг. 1, 2) поворачивается и перемещается по основанию 9. Напильник укрепляется на верхней плите 3 при помощи прижимных планок f87, болтов J88 и гаек J89, Цифрой 7 обозначен шли«фовальный круг.
На станке по фиг. 11-13 напильник зажимается в специальной державке, которая может поворачиваться на любой угол, так что насечка может получаться с заранее заданным углом по отношению к оси напильника. Пользуются движением подач:и резцедержавки вверх и вниз как .для насечки напильников, так и для нарезания в них канавок для выхода опилок.
Для перестановки на следующий зу-бец /72 или на следующую канавку пользуются существующей подачей 7б вдоль оси шлифовального круга 7.
Преимущества. Станок может быть .«спользован для разных целей,-вместо
дорогих фасонных шлифовальных кругов употребляются обыкновенные круги (горшки), годные и для другой работы, напр, заточки резцов и плоского шлифования. ,
В случае, если ход резцедержавки по подаче вверх и вниз недостаточен для длины канавки, то нужно применить добавочное приспособление.
Напильник /7/ ставится не сбоку шлифовального круга 7, а снизу. Процесс насечки производится при помощи перемещения напильника /7/ параллельно торцу круга 7, благодаря введенному винту 72 поперечной подачи (фиг. 11-13).
Перестановка же напильника /77 для нарезания следующего зуба или канавки производится существующей на статике Гишольта продольной подачей корыта. Изменение величины переднего угла зубцов напильника /7/ достигается поворотом державки /Р вокруг оси J96. В стойке J95 резцедержавки f94 на осях 796 укреплено основание /Р7 резцедержавки J94 с рейкой 6, зубчатым колесом 66, валиком 67 и маховичком 7(9 для подъема резцедержавки J94 при насечке напильника /7/, зажатого с помощью двух прижимных планок J87 и болтов J88 в резцедержавке /Р. В планках J87 должен быть вырез для перемещения и поворота их вокруг болтов /88.
Предмет изобретения.
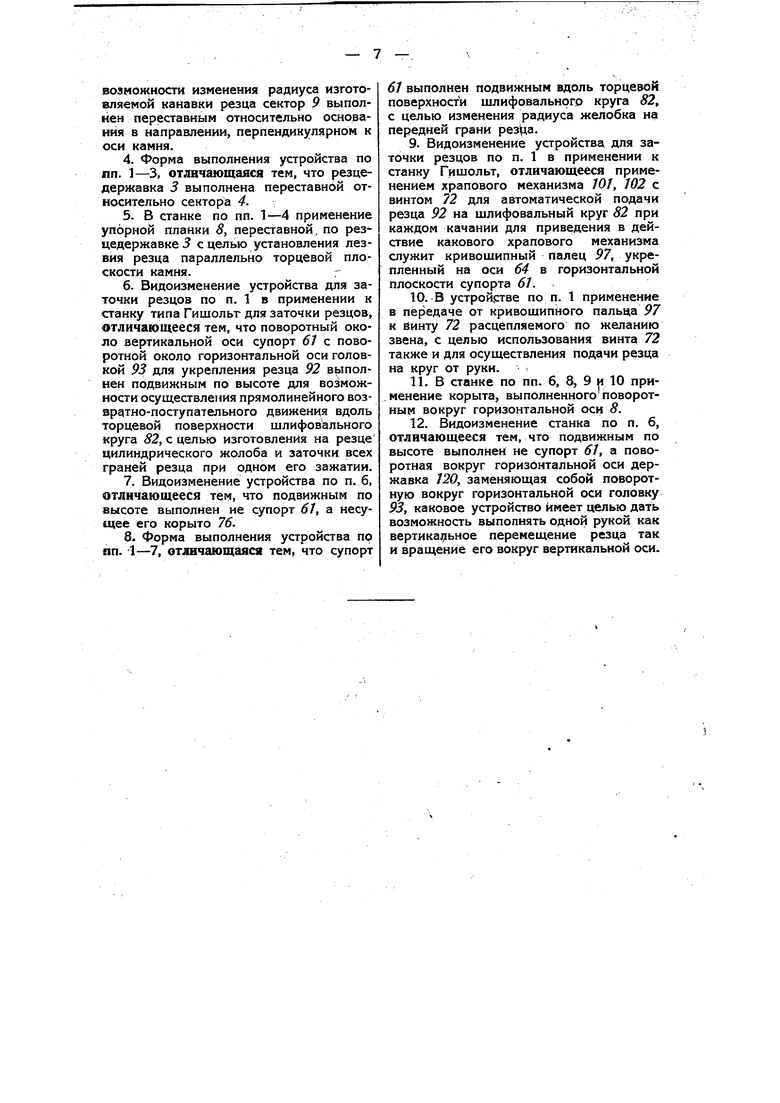
1. Устройство для заточки резцов с использованием резцедержавки, получающей качательное движение и Движение подачи на шлифовальный круг, ;ОТличающееся тем, что кроме того резцедержавка выполнена с возможностью возвратно-поступательного движения по направлению, перпендикулярному к оси шлифовального круга и к йаправлению подачи, в целях упрощения привода станка при изготовлении цилр ндрического желобка на передней грани резца.
2 Форма выполнения устройства по п. 1, отличающаяся тем, что опорой для качательных движений резцедержавки 3 служит расположенный под нею сектор 4, поворотный и переставной в направлении, перпендикулярном к оси камня относительно сектора.
3. Форма выполнения устройства по нп. 1 и 2, отличающаяся тем, что для
возможности изменения радиуса изготовляемой канавки резца сектор 9 выполнен переставным относительно основания в направлении, перпендикулярном к оси камня.
4.Форма выполнения устройства по пп. 1-3, отлвчающаяся тем, что резцедержавка 3 выполнена переставной относительно сектора 4.
5.В станке по пп. 1-4 применение упорной планки 8, переставной, по резцедержавке 3 с целью установления лезвия резца параллельно торцевой плоскости камня.г
6.Видоизменение устройства для заточки резцов по п. 1 в применении к станку типа Гишольт для заточки резцов, отличающееся тем, что поворотный около вертикальной оси супорт 61 с поворотной около горизонтальной оси головкой 93 для укрепления резца 92 вьшолнен подвижным по высоте для возможности осуществления прямолинейного возвратно-поступательного движения вдоль торцевой поверхности шлифов ального круга 82, с целью изготовления на резце цилиндрического жолоба и заточки всех граней резца при одном его зажатии.
7.Видоизменение устройства по п. б, отличающееся тем, что подвижным по высоте выполнен не супорт 61, а несущее его корыто 76.
8.Форма выполнения устройства по ЯП. -1-7, отличающаяся тем, что супорт
б/ выполнен подвижным вдоль торце й поверхности шлифовального круга 82, с целью изменения радиуса желобка на передней грани резца.
9.Видоизменение устройства для заточки резцов по п. 1 в применении к станку Гишольт, отличающееся применением храпового механизма /О/, 702 с винтом 72 для автоматической подачи резца 92 на шлифовальный круг 82 при каждом качании для приведения в действие какового храпового механизма служит кривошипный палец 97, укрепленный на оси 64 в горизонтальной плоскости супорта 6J.
10.В устройстве по п. 1 применение в передаче от кривошипного пальца Р7 к йинту 72 расцепляемого по желанию звена, с целью использования винта 72 также и для осуществления подачи резца на круг от руки.
11.В станке по пп. б, 8, 9 и 10 при, менение корыта, выполненного поворотным вокруг горизонтальной оси 8.
12.Видоизменение станка по п, б, отличающееся тем, что подвижным по высоте выполнен не супорт 61, а поворотная вокруг горизонтальной оси державка J20, заменяющая собой поворотную вокруг горизонтальной оси головку 93, каковое устройство имеет целью дать возможность выполнять одной рукой как вертика ьное перемещение резца так и вращение его вокруг вертикальной оси.
17 фиг
,70
фиг II
,7
67 Д /Г
S4
V
74
.0
IS фиг.12
а фиг 13 л
фиг 7
«s«
да
.SS .101Sg /I ,S9
/ 1.ig / 7г ur 74 /
етгршщ
IM) jL
ггж yUpTT ,
f/
фиг. 16
;7
«a
ЫН
фиг 22
фиг.21
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки резцов | 1939 |
|
SU58929A2 |
| Приспособление для обработки на токарных станках криволинейных поверхностей | 1933 |
|
SU47530A1 |
| Приспособление к станкам для заточки заборной части круглых резьбовых плашек стержневым шлифовальным камнем | 1939 |
|
SU61400A1 |
| Механизм для обработки изделий по синусоиде и вычерчивания синусоиды | 1934 |
|
SU45413A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Приспособление для обработки изделий по развертке круга | 1934 |
|
SU45786A1 |
| Прибор типа Симон для измерения углов резца | 1932 |
|
SU42696A1 |
| Станок для обточки калиброванных прокатных валков | 1930 |
|
SU38990A1 |
| СТАНОК-ПОЛУАВТОМАТ ДЛЯ УПРУГОЙ ЗАТОЧКИ РЕЗЦОВ | 1967 |
|
SU204165A1 |
| Инструментальный блок для станков | 1943 |
|
SU68936A1 |
;С5;
«tpa
фиг 27
- -.,
,-TZTi
115 /16
фиг 18
S (..
,
/Л,,
й //у