ет двигаться вправо, и пуансон-упор 5 начинает высадку заднего конца заготовки.
Матрица-вставка 4 уходит вправо медленее, чем движется высадочный пуансон 1, поэтому продолжается высадка переднего конца заготовки и одновременно производится высадка заднего конца, т. е. происходит двусторонняя высадка.
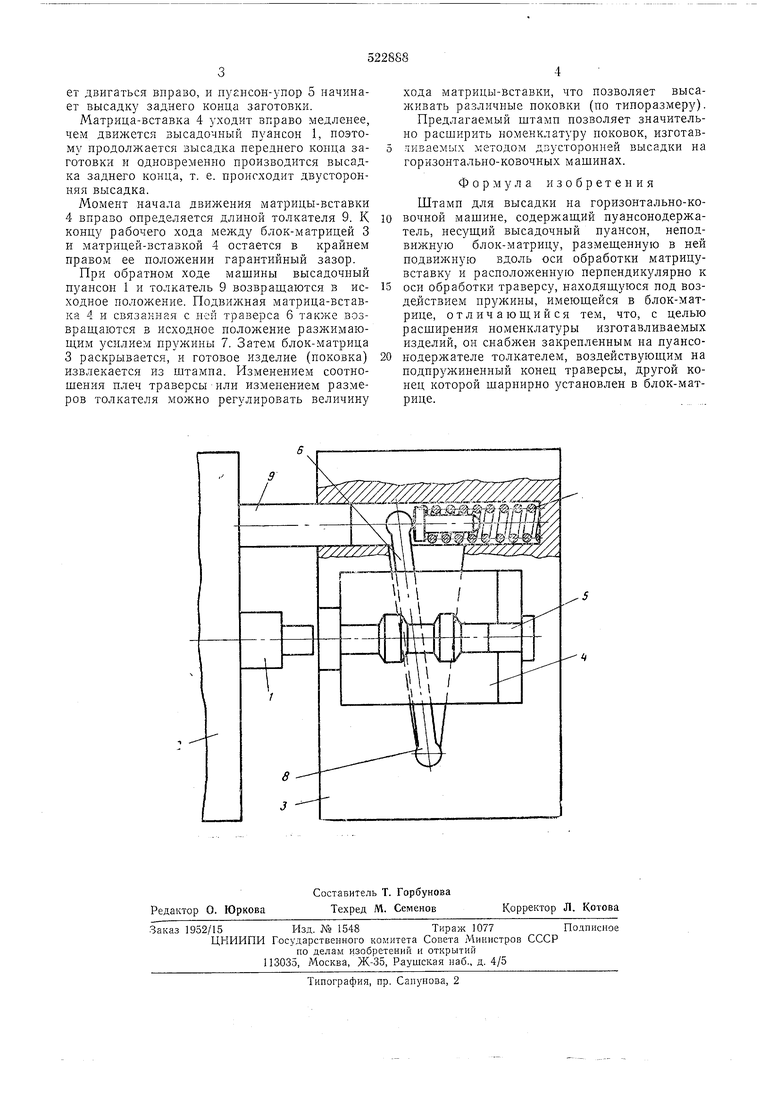
Момент начала движения матрицы-вставки 4 вправо определяется длиной толкателя 9. К концу рабочего хода между блок-матрицей 3 и матрицей-вставкой 4 остается в крайнем правом ее положении гарантийный зазор.
При обратном ходе машины высадочный пуансон 1 и толкатель 9 возвращаются в исходное положение. Подвижная матрица-вставка 4 и связанная с ней траверса 6 также возвращаются в исходное положение разжимающим усилием пружины 7. Затем блок-матрица 3 раскрывается, и готовое изделие (поковка) извлекается из штампа. Изменением соотношения плеч траверсы или изменением размеров толкателя можно регулировать величину
хода матрицы-вставки, что позволяет высаживать различные поковки (по типоразмеру). Предлагаемый штамп позволяет значительно расширить номенклатуру поковок, изготавдиваемых методом двусторонней высадки на горизонтально-ковочных машинах.
Формула изобретения
Штамп для высадки на горизонтально-ковочной машине, содержащий пуансонодержатель, несущий высадочный пуансон, неподвижную блок-матрицу, размещенную в ней подвижную вдоль оси обработки матрицувставку и расположенную пернендикулярно к оси обработки траверсу, находящуюся под воздействием пружины, имеющейся в блок-матрице, отличающийся тем, что, с целью расщирения номенклатуры изготавливаемых изделий, он снабжен закрепленным на пуансонодержателе толкателем, воздействующим на подпружиненный конец траверсы, другой конец которой шарнирно установлен в блок-матрице.