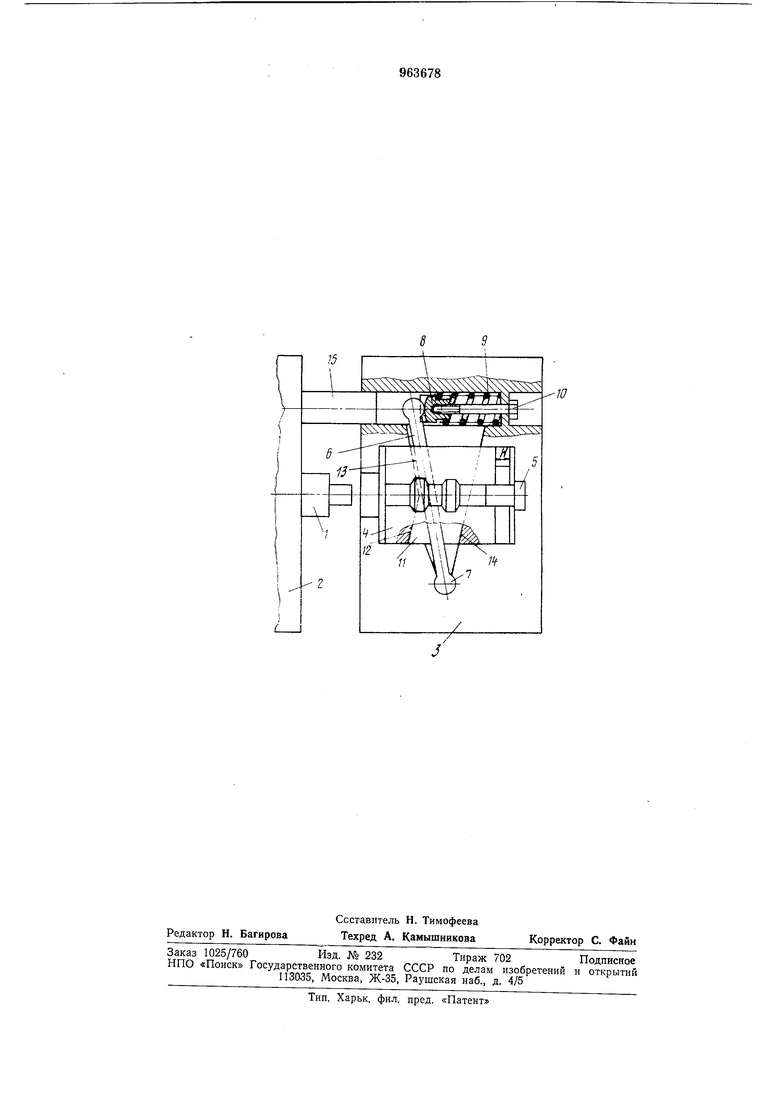
жена траверса 6, участок 12 одной из стенок 13 которого выполнен параллельным другой стенке 14 этого паза 11.
Штамп работает следующим образом.
Нагретая заготовка укладывается в ручей матр.ицы-в:ст1авки 4 и фиксируется по пуансону-упору 5. Подвижная матрицавставка 4 ПОд действием усилия пружины 9 находится в исходном левом положении. Обе лоловииы блок-матрицы 3 штампа смыкаются, и начинается высадк|а. Пуансо1нодержатель 2 движется вправо. Происходит одновременное касание толкателя 15, подпружиненного через опору 8 конца траверсы 6 и высадочного пуансона 1 конца заготовки. Высадочный пуансон 1 начинает высадку переднего конца заготовки. По мере заполнения передней полости ру1чья штампа при высадке переднего конца заготовки толкатель 15 давит на траверсу 6 (верхний конец) и слсимает пружину 9. Подвижная матрица-вставка 4 вместе с зажатой в ней заготовкой начинает двигаться -вправо, ,и пуансон-упо-р 5 начинает аысадку заднего конца заготовки. Матрицавставка 4 перемещается вправо медленнее, чем высадочный пуансон 1, вследствие чего 1про|должается высадка переднего конца заготовки и одновременно призводится высадка заднего конца, т. е. (происходит двусторонняя высадка.
Момент начала движения матрицывставки 4 вправо определяется длиной толкателя 15. К концу рабочего хода между блок-матрицей 3 я матрицей-вставкой 4 в крайнем правом ее положении остается гарантийный зазор. При Обратном ходе
пуансонодержателя 2 высадочный пуансон 1 и толкатель 15 возвращаются в исходное положение. Подвижная матрица-вставка 4 и связанная с ней траверса 6 также возвращается в исходное положение разжимающим усилием пруЖ|И;ны 9. Затем блокматрица 3 раскрывается, и готовое изделие (деталь) извлекается из штампа. Изменение хода Я матрицы-вставки. 4 в блокматрице 3 можно регулировать путем перемещения регулировочного элемента 10, например винта, в опору 8, -что позволяет высаживать различные (по типоразмеру) детали.
Предложенное устройство по сравнению с прототипом обеспечивает повышение точности изготовления деталей.
Формула изобретения
Штамп для высадки на горизонтальноковочной машине по авт. св. № 522888, о тличающийся тем, что, с целью повышения точности изготовления деталей, он
снабжен установленным внутри пружины по ее оси регулировочным элементом, соединенным одним концом с опорой, при этом участок одной из стенок паза, в котором расположена траверса, выполнен параллельным другой стенке этого паза.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР Хо 522888, кл. В 21 J 13/02, 1975 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для высадки на горизонтальноковочной машине | 1973 |
|
SU451490A1 |
| Штамп для высадки на горизонтальноковочной машине | 1975 |
|
SU522888A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1426688A1 |
| Штамп для высадки стержневых заготовок | 1985 |
|
SU1269911A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Линия для изготовления профилированных изделий типа чек тормозных устройств подвижного состава | 1985 |
|
SU1428519A2 |
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |