Изобретение относится к обработке металлов давлением, а именно к способам изготовления штамповкой стержневых изделий с утолщениями и устройствам для реализаций этих способов, и может быть использовано при изготовлении заготовок стержневых изделий с фланцем на торце и буртом в средней части на универсальном ковочном или штамповочном оборудовании в кузнечно-прессовых цехах машиностроительных предприятий в условиях мелкосерийного или серийного производства.
Известно устройство для двусторонней высадки утолщений на стержневых заготовках, содержащее верхнюю подвижную и нижнюю неподвижную плиты, два блока полуматриц, размещенных с возможностью встречного перемещения симметрично относительно оси давления устройства и имеющих вставки, образующие ручей, установленные в индивидуальных корпусах и связанных с плитами шарнирно-рычажными системами, а также соосно установленные пуансоны, при этом каждый пуансон выполнен в виде двух половин, каждая из которых размещена на соответствующем блоке полуматриц, а рабочие поверхности пуансонов образуют торцевые участки ручья.
Под воздействием усилия пресса блоки полуматриц зажимают заготовку и перемещаются к центру устройства. Жестко укрепленные в блоках полуматриц пуансоны, перемещаются к центру устройства и производят высадку головок на торцах заготовки.
Недостатком данного устройства является то, что оно имеет ограниченные возможности, так как может быть использовано для получения утолщений только на торцах изделий.
Известен способ высадки на стержневых заготовках двух утолщений в штампах со скользящими матрицами на горизонтально-ковочной машине.
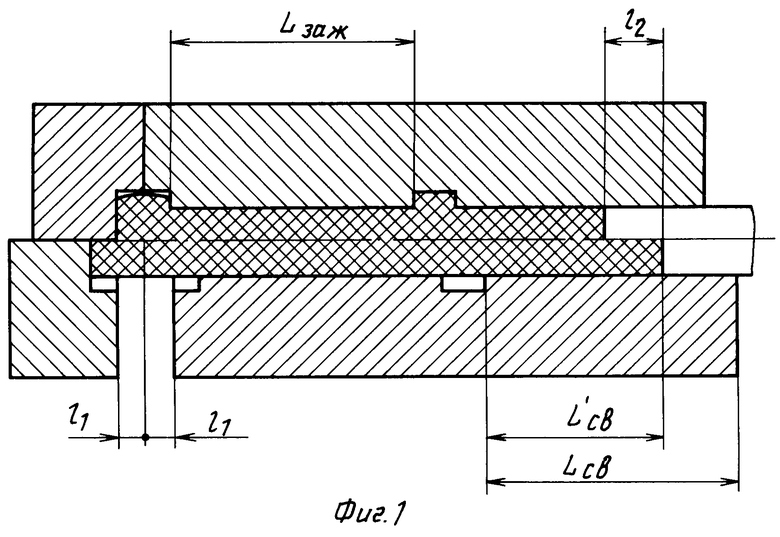
Для высадки двух утолщений на стержне применяются скользящие матрицы. Задние части блоков-матриц зажимают заготовку на длине lзаж. В передних частях этих блоков размещают скользящие ползушки с полостями матриц и дополнительным зажимным ручьем на участке lзаж'. Таким образом, заготовка оказывается зажатой по обе стороны участка l1, подлежащего высадке. При нажатии пуансоном на ползушки скользящие части матриц перемещаются на заданную величину, при этом происходит деформация на участке заготовки l1. Одновременно с высадкой бурта в скользящих матрицах, высаживается фланец на торце заготовки. Процесс осуществляется при неподвижной зажимной матрице, в которой зажимается свободный участок заготовки, движением пуансона производящим высадку фланца на торце заготовки и воздействующим на скользящие матрицы, которые в свою очередь производят высадку бурта в средней части заготовки.
Недостаток известного способа в том, что он имеет ограниченные возможности, так как может быть осуществлен на горизонтально-ковочных машинах для ограниченного ряда изделий. Заготовки с большими размерами по длине не могут быть изготовлены известным способом, так как длина блока-матриц ГКМ недостаточна для размещения длинномерных заготовок.
Наиболее близким техническим решением к изобретению, принятым в качестве прототипа, является способ изготовления стержневых изделий с утолщениями на конце и в средней части и устройство для его осуществления, который заключается в том, что холодный конец заготовки зажимают в матрице горизонтально-ковочной машины. Пуансоном с рабочей полостью воздействуют на торец нагретого конца. Так как участок в центральной зоне заготовки нагрет до более высокой температуры, чем участок концевой зоны, то деформирование этой зоны происходит быстрее, чем концевой. Высадку осуществляют в ручье матрицы, площадь поперечного сечения участка ручья под стержневую часть изделия которого превышает площадь поперечного сечения заготовки.
Недостаток способа и устройства заключается в том, что для его осуществления требуется дополнительное оборудование, специальное нагревательное устройство, которое обеспечивает зонный нагрев заготовки с различными температурами деформируемых участков.
Технический результат, полученный при использовании изобретения, заключается в снижении трудоемкости изготовления за счет обеспечения однопереходной высадки фланца на торце и бурта в средней части на стержневых заготовках в штампах с разъемными скользящими матрицами.
Технический результат достигается тем, что в способе, включающем нагрев заготовки, высадку фланца на ее торце и бурта на стержневой части путем выдавливания осадочным пуансоном в полость, выполненную в блоке полуматриц, согласно изобретению высадку фланца осуществляют встречным двигателем блоков полуматриц, а высадку бурта за счет разности перемещений в одном направлении блока полуматриц и осадочного пуансона, воздействующего на торец заготовки, противоположный торцу, на котором высаживают фланец.
Технический результат достигается тем, что устройство, содержащее зажимной блок полуматриц и пуансон, ось которого совпадает с центральной осью устройства, снабжено верхней плитой с клиньями, нижней плитой с ползушками и формовочным блоком полуматриц, один из клиньев установлен с возможностью взаимодействия с ползушкой, в которой установлен пуансон, а остальные клинья расположены с возможностью взаимодействия с соответствующими ползушками, в которых расположены полуматрицы соответствующих блоков, при этом для обеспечения опережающего движения ползушки с пуансоном по отношению к блоку полуматриц угол наклона соответствующего ей клина больше угла наклона остальных клиньев верхней плиты.
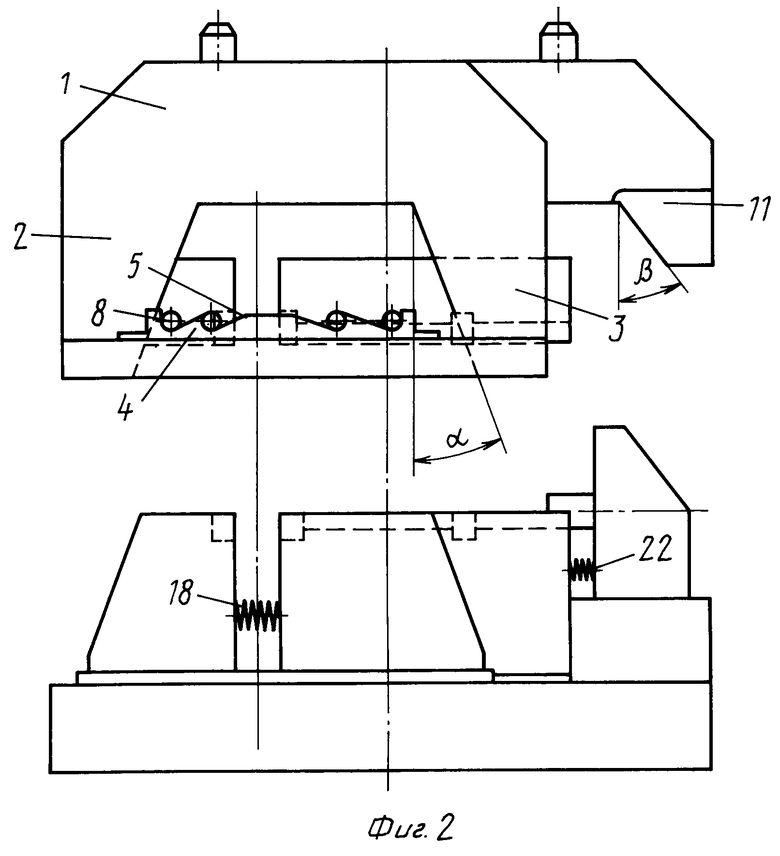
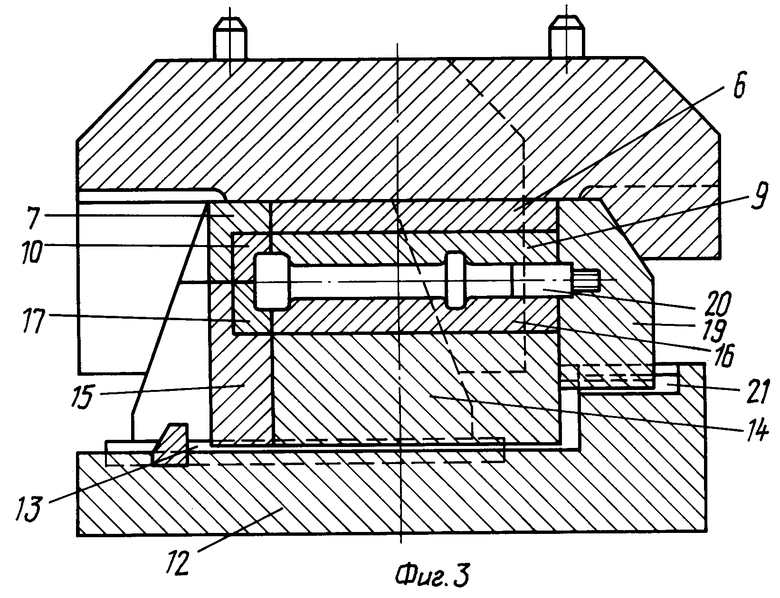
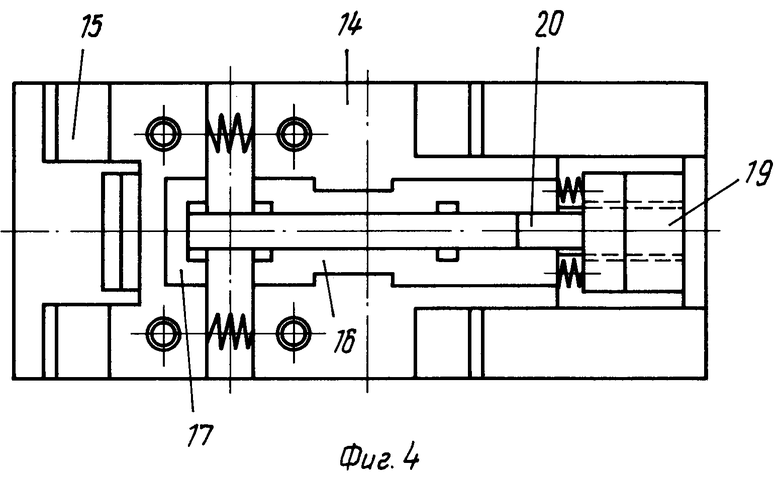
На фиг.1 показана схема процесса изготовления стержневых изделий с фланцем на торце и буртом в средней части; на фиг.2 устройство в раскрытом положении, общий вид; на фиг.3 устройство в конечной стадии процесса высадки, продольный разрез; на фиг.4 нижняя половина устройства, вид сверху.
Способ изготовления стержневых изделий с фланцем на торце и буртом в средней части осуществляется с помощью устройства, содержащего верхнюю плиту 1 с клиньями 2 и 3, выполненными заодно с верхней плитой 1 с углом наклона α. На клиньях 2 и 3 смонтированы откатные планки 4 с наклонными поверхностями 5, на которых откатываются в исходное положение и висят при открытом штампе крышки ползушек 6 и 7, имеющие цапфы 8. В крышке ползушки 6 смонтирована верхняя секция зажимного блока полуматриц 9, а в крышке ползушки 7 верхняя секция формовочного блока полуматриц 10. На верхней плите 1 смонтирован дополнительный клин 11 с углом наклона β. Угол наклона β больше угла наклона α. Нижняя часть устройства содержит плиту 12 с направляющими планками 13, по которым перемещаются ползушки 14 и 15 блоков полуматриц 16 и 17. Между ползушками 14 и 15 имеются отжимные пружины 18. На нижней плите 12 смонтирована дополнительная ползушка 19, в которой установлен осадочный пуансон 20, ось которого совпадает с центральной осью устройства. Ползушка 19 установлена с возможностью взаимодействия с дополнительным клином 11, перемещается в пазах 21 и имеет отжимные пружины 22.
Высадка фланца на торце и бурта в средней части стержневых изделий осуществляется следующим образом.
Заготовку, нагретую до ковочной температуры, размещают в сквозном ручье нижней секции зажимного блока полуматриц 16. При движении траверсы пресса (не показано) вниз смыкаются нижняя 16 и верхняя 9 секции зажимного блока полуматриц, а также нижняя 17 и верхняя 10 секции формовочного блока полуматриц. При дальнейшем опускании траверсы пресса усилие пресса передается через основные клинья 2 и 3 на ползушки 14 и 15 и крышки 6 и 7. Блоки полуматриц 9 и 16, 10 и 17 осуществляют зажим заготовки на участке lзаж и закрытие формовочной полости. Ползушки 14 и 15 с блоками полуматриц 9 и 16, 10 и 17 перемещаются навстречу друг другу по направляющим планкам 13, расположенным на нижней плите 12. Встречным движением блоков полуматриц 9 и 16, 10 и 17 осуществляется высадка фланца на торце заготовки. Одновременно с этим через дополнительный клин 11 усилие пресса передается на ползушку 19, в которой установлен осадочный пуансон 20. Пуансон 20 с ползушкой 19 по пазам 21 движется вслед за зажимным блоком полуматриц 9 и 16 со скоростью, превышающей скорость движения блока полуматриц 9 и 16, и воздействует на другой торец заготовки, расположенной в сквозном ручье зажимного блока полуматриц 9 и 16 на участке Lсв, при этом металл заготовки выдавливается пуансоном 20 в полость для бурта, расположенную в сквозном ручье зажимного блока полуматриц 9 и 16. В процессе деформирования блоки полуматриц 9 и 16, 10 и 17 совершают перемещение l1, а осадочный пуансон 20 совершает перемещение l2. За счет разности перемещений осадочного пуансона 20 и блока полуматриц 9 и 16 l2-l1 происходит деформирование участка заготовки Lсв', металл заготовки выдавливается в полость зажимного блока полуматриц 9 и 16, происходит оформление бурта в средней части стержневой заготовки. После операции высадки бурта и фланца траверса пресса поднимается, ползушки 14 и 15 под действием пружин 18 отводятся в исходное положение, ползушка 19 отводится в исходное положение пружинами 22. Крышки ползушек 6 и 7 под собственным весом по наклонным поверхностям 5 откатных планок 4 занимают исходное положение и повисают на цапфах 8.
П р и м е р. Изготавливают заготовку под последующую штамповку на гидравлическом прессе, имеющую стержневую часть диаметром 115 мм, фланец на торце диаметром 165 мм, длиной 100 мм и бурт в средней части диаметром 165 мм, длиной 50 мм. Расстояние между фланцем и буртом 410 мм при общей длине изделия 950 мм. С этой целью брали круглый прокат диаметром 115 мм, длиной 1110 мм. Перед высадкой прокат нагревают до ковочной температуры и укладывают в штамп. Усилие пресса через основные клинья штампа осуществляют встречное перемещение высадочных полуматриц, составляющее 53 мм. Одновременно с этим высадочный пуансон под воздействием дополнительного клина перемещается на величину 113 мм. Металл заготовки выдавливают в полости для бурта и фланца, образуя профиль с заданными параметрами.
Способ изготовления стержневых изделий с фланцем на торце и буртом в средней части и устройство для его осуществления позволяют снизить трудоемкость изготовления за счет обеспечения однопереходной высадки, значительно расширить технологические возможности штампов со скользящими разъемными матрицами с приводом от основных клиньев, что позволяет без значительных капитальных затрат на приобретение специального оборудования изготавливать на гидравлических прессах заготовки под последующую штамповку и поковки типа стержень с двумя утолщениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| Штамп к горизонтально-ковочной машине | 1987 |
|
SU1466866A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
Использование: при обработке металлов давлением, а именно штамповкой стержневых изделий с утолщениями на универсальном ковочном или штамповочном оборудовании. Сущность изобретения: нагретую до ковочной температуры заготовку укладывают в нижнюю полуматрицу, имеющую сквозной ручей с полостями под бурт и фланец. Усилием пресса через основные клинья осуществляют зажим заготовки на участке между буртом и фланцем. В зажимном ручье блока полуматриц их встречным движением производят высадку фланца на торце заготовки. Одновременно с этим на другой торец заготовки воздействуют плоским осадочным пуансоном, вмонтированным в ползушку. Ползушка перемещается по нижней плите воздействием дополнительного клина, смонтированного на верхней плите. Угол наклона дополнительного клина больше угла наклона основных клиньев. В результате осадочный пуансон и блок полуматриц совершают разные перемещения. За счет разности перемещений происходит оформление бурта в средней части стержневой заготовки путем выдавливания пуансоном материала заготовки в полость, выполненную в блоке полуматриц. 2 с.п.ф-лы, 4 ил.
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
