Изобретение относится к обработке металлов давлением и может быть использовано при штамповке на горизонтально-ковочных машинах (ГКМ) осесим- метричных заготовок с утолщениями.
Целью изобретения является повышение производительности при штамповке за счет автоматизации удаления поковки из формообразующего ручья штампа.
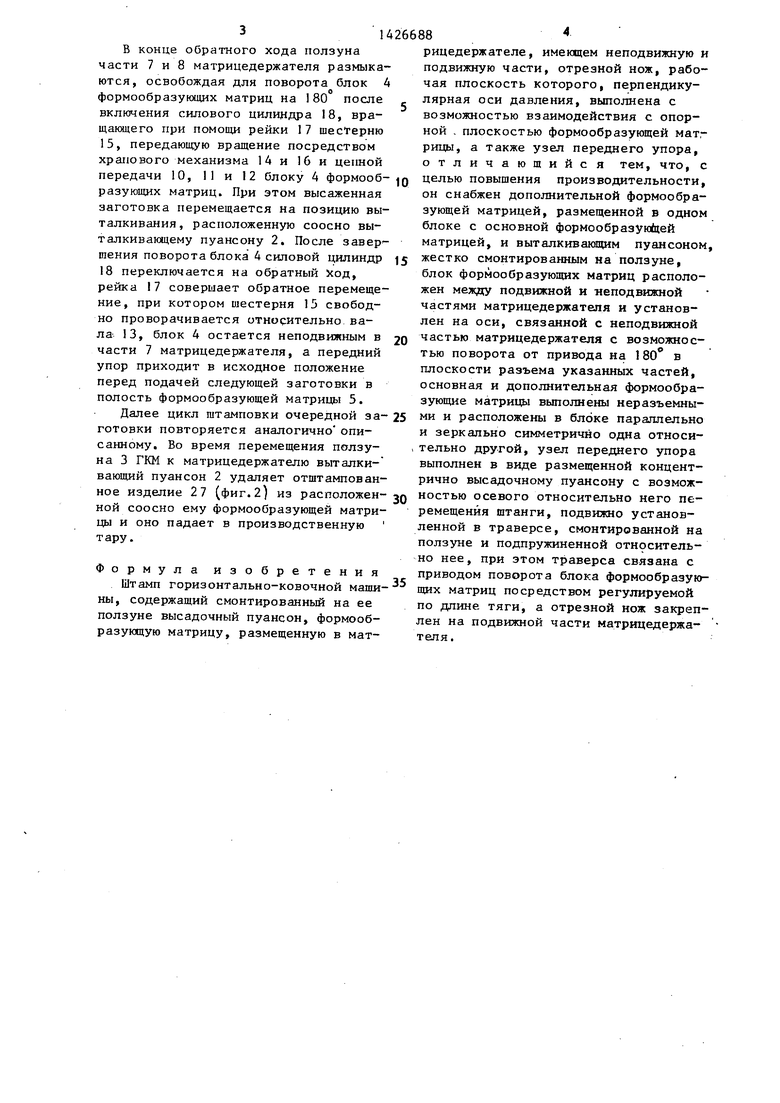
На фиг,1 схематично показан предлагаемый штамп, в исходном положении перед штамповкой, разрез; на фиг,2 - то же, после завершения операции
Штамп имеет упор для- переднего торца заготовки (передний упор). Он содержит размещенную концентрично высадочному пуансону 1 штангу 20, свободный конец которой смонтирован подвижно в направлении перемещения ползуна 3 в траверсе 21 и подпружинен относительно нее. В свою очередь траверса 21 установлена в ползуне 3 с возможностью перемещения относительно него в направлении-оси давления и жестко связана с рейкой 17 привода поворота блока 4 ф.ормообразую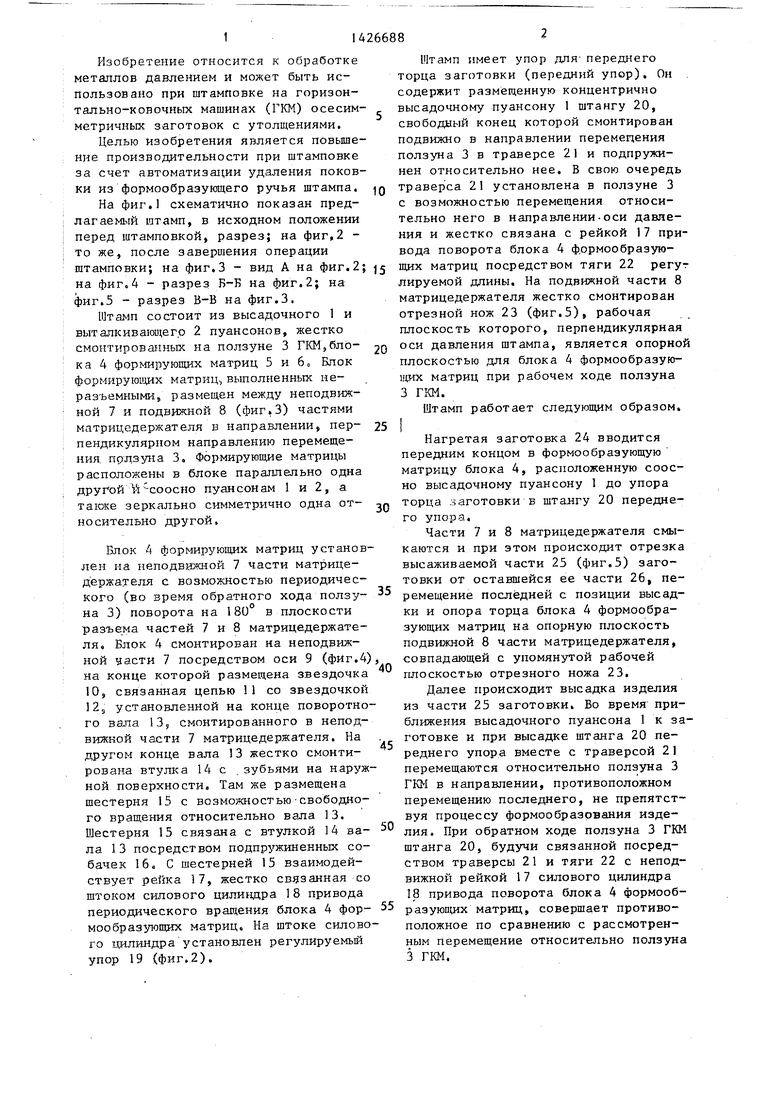
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ КОНТАКТОВ Л1ЕТОДОМ ХОЛОДНОЙ СВАРКИ | 1971 |
|
SU419343A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| ДВУХУДАРНЫЙ ХОЛОДНОВЫСАДОЧНЫЯ АВТОЛУАТ | 1973 |
|
SU365876A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| Устройство для изготовления полупустотелых заклепок | 1991 |
|
SU1819184A3 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке на горизонтально-ковочных машинах (ГКМ) осе- симметричных заготовок с утолщениями. Целью изобретения является повышение производительности при штамповке за счет автоматизации удаления поковки из формообразующего ручья штампа. В штампе цельные формообразукяще матрицы расположены в одном блоке, поворотном в плоскости разъема подвижной и неподвижной частей матрицедержате- ля. Оси матриц параллельны, а матрицы расположены зеркально симметрично одна относительно другой. На ползуне ГКМ помимо высадочного пуансона размещен выталкивающий пуансон. Оба пуансона соосны формообразующим, матри цам. Траверса связана с приводом поворота блока матриц, посредством регулируемой по длине тяги. Отрезной нож смонтирован на подвижной части матрицедержателя. После высадки заготовки на позиции формообразования и размьхкания частей матрицедержателя блок формообразующих матриц.поворачивается на 180° от привода. При этом высаженное изделие перемещается на позицию выталкивания, с которой оно удаляется выталкивакхцим пуансоном при очередном рабочем ходе ГКМ. 5 ил. Q @ ) Ьд Од 00 00
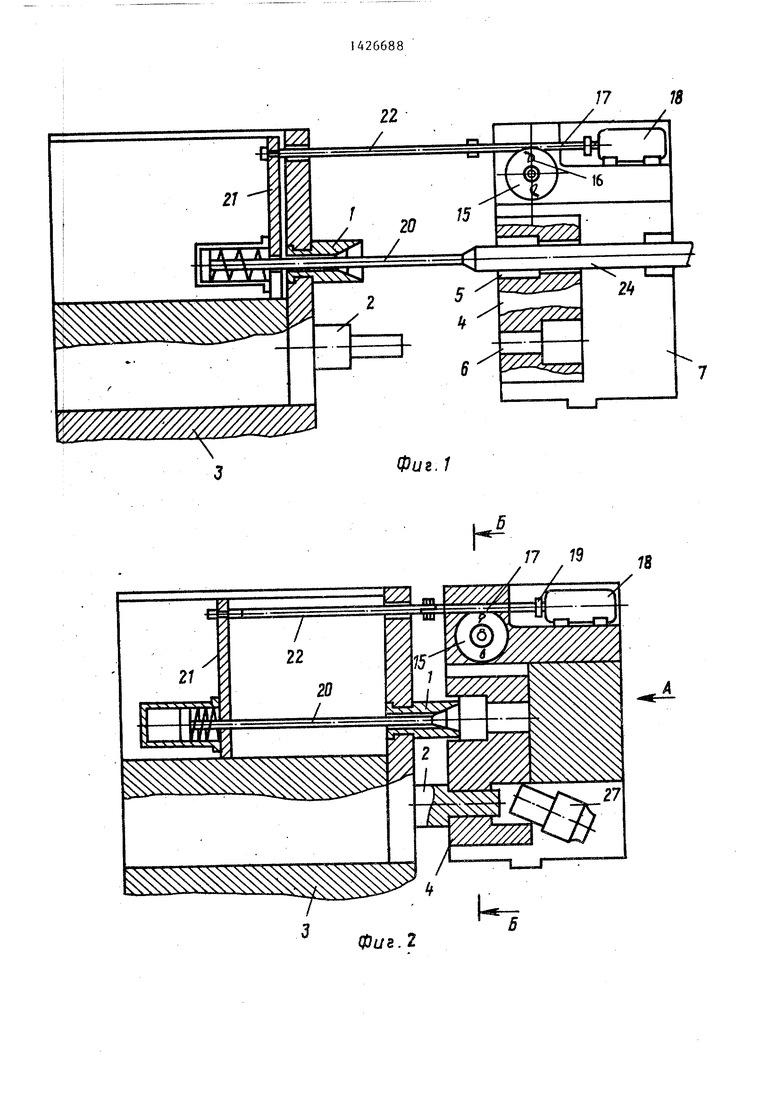
штамповки; на фиг.З - вид А на фиг.2; Щих матриц посредством тяги 22 регуг
лируемой дпины. На подвижной части 8 матрицедержателя жестко смонтирован отрезной нож 23 (фиг.З), рабочая плоскость которого, перпендикулярная оси давления штампа, является опорной плоскостью для блока 4 формообразую- 1.ЧИХ матриц при рабочем ходе ползуна 3 ГКМ.
Штамп работает следующим образом.
20
35
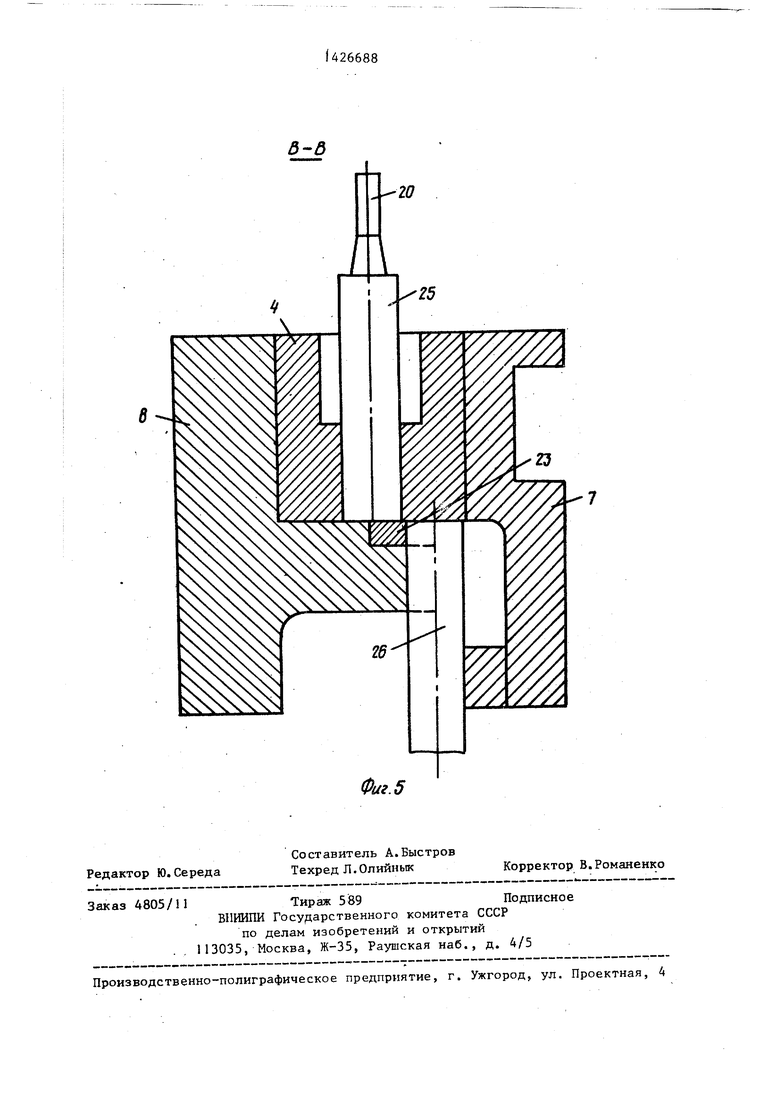
на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.З.
Штамп состоит из высадочного 1 и выталкивающего 2 пуансонов, жестко смонтированных на ползуне 3 ГКМ,блока 4 формирующих матриц 5 и 6, Блок формирующих матриц,выполненных неразъемными, размещен между неподвижной 7 и подвижной 8 (фиг.З) частями матрицедержателя в направлении, пер- 25 пендикулярном направлению перемещения ползуна 3, Формирующие матрицы расположены в блоке параллельно одна другой Vi соосно пуансонам 1 и 2, а тахсже зеркально симметрично одна от- о носительно другой.
Блок 4 формирующих матриц установлен на неподвижной 7 части матрица- держателя с возможностью периодического (во время обратного хода ползуна 3) поворота на 180 в плоскости разъема частей 7 и 8 матрицедержателя. Блок 4 смонтирован на неподвижной уасти 7 посредством оси 9 (фиг.4), на конце которой размещена звездочка 10, связанная цепью 11 со звездочкой 2э установленной на конце поворотного вала 13j смонтированного в неподвижной части 7 матрицедержателя. На другом конце вала 13 жестко смонтирована втулка 14 с .зубьями на наружной поверхности. Там же размещена шестерня 15 с возможностью-свободного вращения относительно вала 13. Шестерня 15 связана с втулкой 14 вала 13 посредством подпружиненных собачек 16, С шестерней 15 взаимодействует рейка 17, жестко связанная со щтоком силового цилиндра 18 привода периодического вращения блока 4 фор- 55 мообразующих матриц. На штоке силового цилиндра установлен регулируемый упор 19 (фиг.2).
40
45
50
Нагретая заготовка 24 вводится передним концом в формообразующую матрицу блока 4, расположенную соосно высадочному пуансону 1 до упора торца заготовки в щтангу 20 переднего упора.
Части 7 и 8 матрицедержателя смыкаются и при этом происходит отрезка высаживаемой части 25 (фиг.5) заготовки от оставшейся ее части 26, перемещение последней с позиции высадки и опора торца блока 4 формообразующих матриц на опорную плоскость подвижной 8 части матрицедержателя, совпадающей с упомянутой рабочей плоскостью отрезного ножа 23.
Далее происходит высадка изделия из части 25 заготовки. Во время приближения высадочного пуансона 1 к заготовке и при высадке штанга 20 переднего упора вместе с траверсой 21 перемещаются относительно ползуна 3 ГКМ в направлении, противоположном перемещению последнего, не препятствуя процессу формообразования изделия. При обратном ходе ползуна 3 ГКМ штанга 20, будучи связанной посредством траверсы 21 и тяги 22 с неподвижной рейкой 17 силового цилиндра 18 привода поворота блока 4 формообразующих матриц, совершает противоположное по сравнению с рассмотренным перемещение относительно ползуна 3 ГКМ.
5
о
5
0
5
0
Нагретая заготовка 24 вводится передним концом в формообразующую матрицу блока 4, расположенную соосно высадочному пуансону 1 до упора торца заготовки в щтангу 20 переднего упора.
Части 7 и 8 матрицедержателя смыкаются и при этом происходит отрезка высаживаемой части 25 (фиг.5) заготовки от оставшейся ее части 26, перемещение последней с позиции высадки и опора торца блока 4 формообразующих матриц на опорную плоскость подвижной 8 части матрицедержателя, совпадающей с упомянутой рабочей плоскостью отрезного ножа 23.
Далее происходит высадка изделия из части 25 заготовки. Во время приближения высадочного пуансона 1 к заготовке и при высадке штанга 20 переднего упора вместе с траверсой 21 перемещаются относительно ползуна 3 ГКМ в направлении, противоположном перемещению последнего, не препятствуя процессу формообразования изделия. При обратном ходе ползуна 3 ГКМ штанга 20, будучи связанной посредством траверсы 21 и тяги 22 с неподвижной рейкой 17 силового цилиндра 18 привода поворота блока 4 формообразующих матриц, совершает противоположное по сравнению с рассмотренным перемещение относительно ползуна 3 ГКМ.
в конце обратного хода ползуна части 7 и 8 матрицедержателя размыкаются, освобождая для поворота блок 4 формообразующих матриц на 180 после включения силового цилиндра 18, вращающего при ПОМО1ЦИ рейки 17 шестерню 15, передающую вращение посредством храпового механизма 14 и 16 и цепной
передачи 10, II и 12 блоку 4 формооб- Q целью повышения производительности,
разующих матриц. При этом высаженная заготовка перемещается на позицию выталкивания, расположенную соосно выталкивающему пуансону 2, После завершения поворота блока 4 силовой и;илиндр 15 18 переключается на обратный Ход, рейка 17 совершает обратное перемещение, при котором шестерня 15 свободно проворачивается относительно вала 13, блок 4 остается неподвижным в 20 части 7 матрицедержателя, а передний упор приходит в исходное положение перед подачей следующей заготовки в полость формообразующей матрицы 5.
Далее цикл штамповки очередной за- 25 готовки повторяется аналогично описанному. Во время перемещения ползуна 3 ГКМ к матрицедержателю выталки- вающий пуансон 2 удаляет отштампованное изделие 27 (фиг.2) из расположенной соосно ему формообразующей матрицы и оно падает в производственную тару.
Формула изобретения
Штамп горизонтально-ковочной маши- ны, содержащий смонтированный на ее ползуне высадочный пуансон, формообразующую матрицу, размещенную в мат30
он снабжен дополнительной формообразующей матрицей, размещенной в одном блоке с основной формообразуюЙ1ей матрицей, и выталкивающим пуансоном жестко смонтированным на ползуне, блок формообразуюадах матриц расположен между подвижной и неподвижной частями матрицедержателя и установлен на оси, связанной с неподвижной частью матрицедержателя с возможностью поворота от привода на 180 в плоскости разъема указанных частей, основная и дополнительная формообразующие матрицы выполнены неразъемными и расположены в блоке параллельно и зеркально симметрично одна относительно другой, узел переднего упора выполнен в виде размещенной концент- рично высадочному пуансону с возможностью осевого относительно него перемещения штанги, подвижно установленной в траверсе, смонтированной на ползуне и подпружиненной относительно нее, при этом траверса связана с приводом поворота блока формообразую щих матриц посредством регулируемой по дпине тяги, а отрезной нож закреп лен на подвижной части матрицедержателя .
4
1426688
рицедержателе, имеющем неподвижную и подвижную части, отрезной нож, рабочая плоскость которого, перпендикулярная оси давления, выполнена с возможностью взаимодействия с опорной . плоскостью формообразующей мат,рицы, а также узел переднего упора, отличающийся тем, что, с
Q целью повышения производительности,
5 0
5
0
он снабжен дополнительной формообразующей матрицей, размещенной в одном блоке с основной формообразуюЙ1ей матрицей, и выталкивающим пуансоном, жестко смонтированным на ползуне, блок формообразуюадах матриц расположен между подвижной и неподвижной частями матрицедержателя и установлен на оси, связанной с неподвижной частью матрицедержателя с возможностью поворота от привода на 180 в плоскости разъема указанных частей, основная и дополнительная формообразующие матрицы выполнены неразъемными и расположены в блоке параллельно и зеркально симметрично одна относительно другой, узел переднего упора выполнен в виде размещенной концент- рично высадочному пуансону с возможностью осевого относительно него перемещения штанги, подвижно установленной в траверсе, смонтированной на ползуне и подпружиненной относительно нее, при этом траверса связана с приводом поворота блока формообразующих матриц посредством регулируемой по дпине тяги, а отрезной нож закреплен на подвижной части матрицедержателя .
Фиг. 1
Фи.2
Вид
В
18
Ь
1
&
0uz. 5
-7
-26
1
,
6-6
Фиг. 5
| Технологический справочник по ковке и объемной штамповке | |||
| Под ред | |||
| М.В.Сторожева | |||
| М.; Магагиз, 1959, с | |||
| Мусоросжигательная печь | 1923 |
|
SU495A1 |
| табл | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
