(54) ШТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ
1
Изобретение относится к области кузнечно-штамповочного производства и может быть использовано для высадки поковок на горизонтально-ковочных машинах..
Известен штамп горизонтально-ковочной машины (ГКМ), содержащий подвижную матрицу и неподвижную матрицу с рабочей вставкой, а также пуансон 1.
Недостатком данного штампа является ограничение номенклатуры высаживаемых поковок по диаметру.
Целью изобретения является расширение номенклатуры высаживаемых деталей, получаемых за один ход ползуна ГКМ.
Указанная цель достигается тем, что штамп горизонтально-ковочной машины, содержащий соосно установленные и соединенные между собой подвижную матрицу и неподвижную матрицу с рабочей вставкой, а также пуансон, снабжен размещенной в неподвижной матрице концентрично пуансону дополнительной рабочей вставкой, установленной с возможностью осевого перемещения относительно пуансона, при этом пуансон выполнен ступенчатым.
На фиг. 1 представлено положение частей штампа перед щтамповкой; на фиг. 2 - положение частей штампа в начальный момент штамповки; на фиг. 3 - положение
частей штампа в момент окончания штамповки.
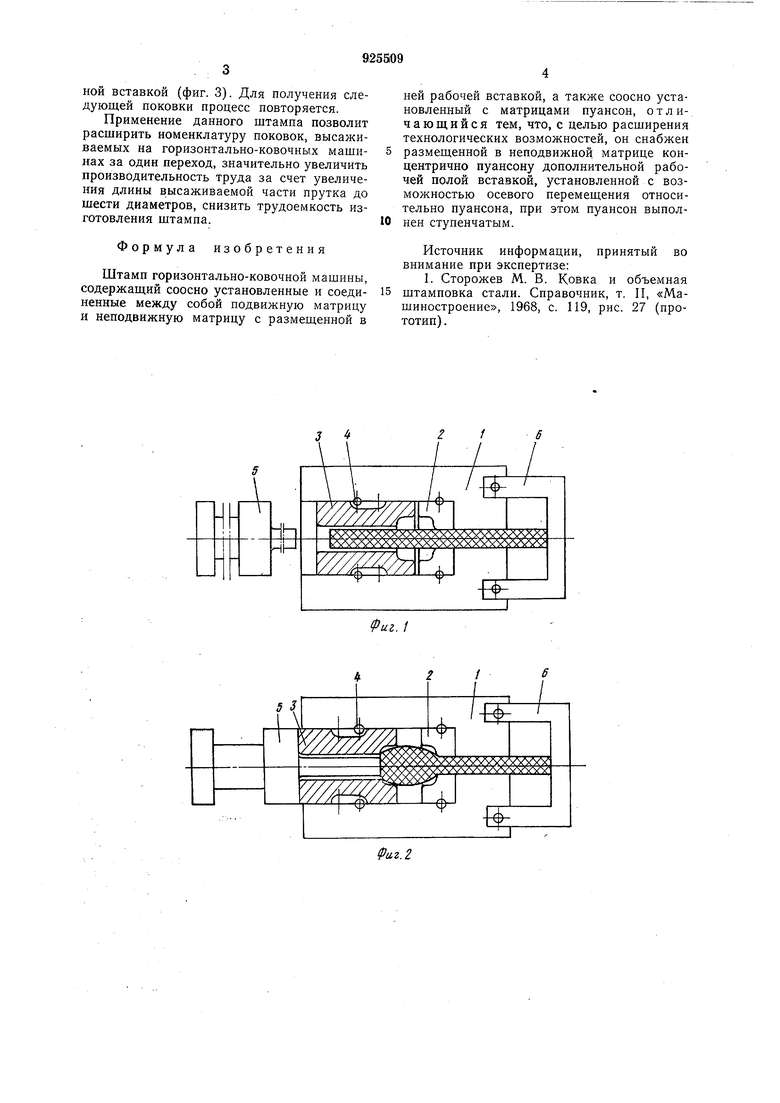
Штамп состоит из подвижной левой 5 матрицы :(на чертеже не показана), не. подвижной матрицы 1, на которой неподвижно закреплена рабочая вставка 2. Подвижная дополнительная рабочая вставка 3 удерживается в правой матрице посредством винтов 4. Пуансон 5 выполнен с заплечиками и установлен в пуансонодержателе горизонтально-ковочной машины. Упор 6 закреплен винтами в правой матрице L Штамп работает следующим образом. Заготовку в виде прутка определенной длины укладывают до упора 6 в ручей неподвижной матрицы 1 и в рабочую вставку 3, выполненную с небольшим зазором относительно прутка (фиг. 1). В начальный момент высадки металл прутка под давлением пуансона 5 начинает осаживаться в свободной полости вставок 2 и 3. По мере осадки npjTKa вставка 3 начинает перемещаться к передней стенке матрицы 1 за счет сил
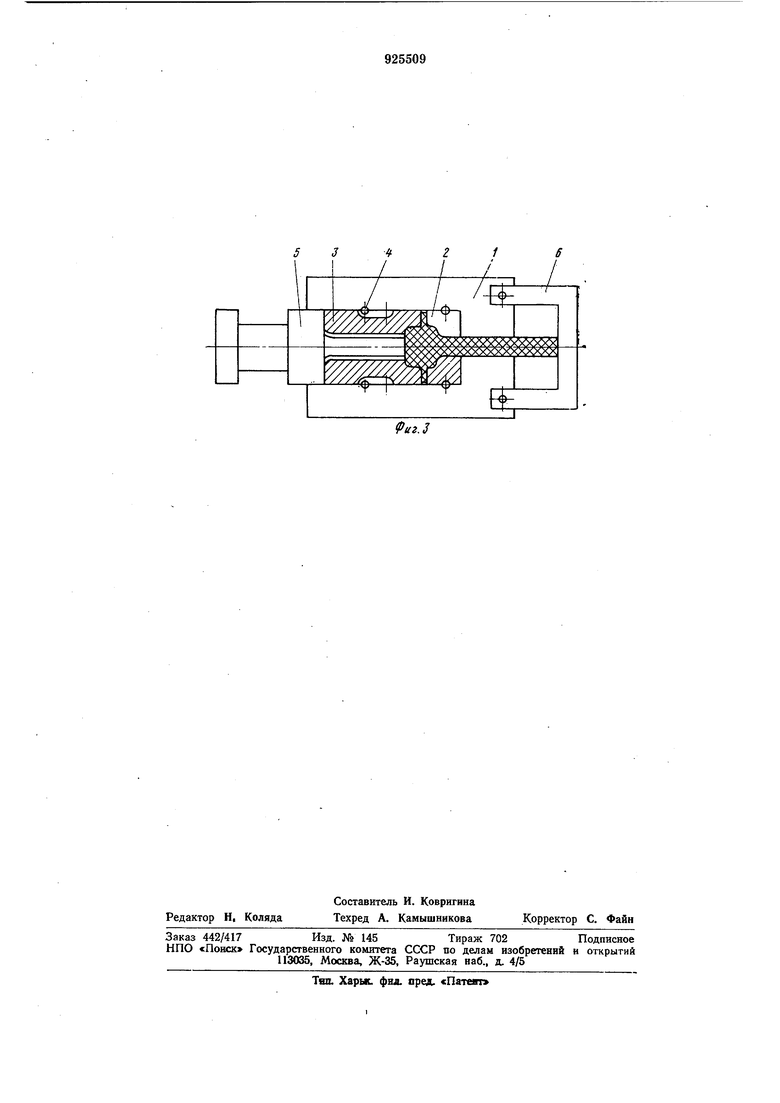
25 упругости металла (фиг. 2). При дальнейшем движении пуансона 5 вставка 3 возвращается в исходное положение под давлением заплечиков, выполненных на пуансоне 5 и происходит окончательная дефор30 мация металла пуансойом и дополннтельной вставкой (фиг. 3). Для получения следующей поковки процесс повторяется.
Применение данного штампа позволит расширить номенклатуру поковок, высаживаемых на горизонтально-ковочных машинах за один переход, значительно увеличить производительность труда за счет увеличения длины высаживаемой части прутка до шести диаметров, снизить трудоемкость изготовления штампа.
Формула изобретения
Штамп горизонтально-ковочной машины, содержащий соосно установленные и соеди- 15 ценные между собой подвижную матрицу и неподвижную матрицу с размещенной в
ней рабочей вставкой, а также соосно установленный с матрицами пуансон, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен
размещенной в неподвижной матрице концентрично пуансону дополнительной рабочей полой вставкой, установленной с возможностью осевого перемещения относительно пуансона, при этом пуансон выполиен ступенчатым.
Источник информации, принятый во внимание при экспертизе:
1. Сторожев М. В. Ковка и объемная штамповка стали. Справочник, т. II, «Машиностроение, 1968, с. 119, рис. 27 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп горизонтально-ковочной машины | 1982 |
|
SU1072972A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| Штамп для высадки на горизонтальноковочной машине | 1975 |
|
SU522888A1 |
| ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1972 |
|
SU343751A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1426688A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ высадки стержневых изделий с фланцем | 1985 |
|
SU1389922A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Способ изготовления стержневых изделий с утолщениями на концевой и в средней частях | 1983 |
|
SU1207606A1 |
| СПОСОБ ШТАМПОВКИ ВЫСАДКОЙ ПОЛОГО ТОНКОСТЕННОГО УТОЛЩЕНИЯ СФЕРИЧЕСКОЙ ФОРМЫ НА СТЕРЖНЕВОЙ ЧАСТИ ПОКОВКИ С ФЛАНЦЕМ И КОНЦЕВЫМ УЧАСТКОМ | 2008 |
|
RU2374029C1 |
J «
