1
Изобретение относится к области машиностроения и может быть использовано при автоматической сварке различных металлоконструкций, детали которых соединяются между собой электродуговой сваркой.
В сварочном производстве с целью повышения производительности применяют многоэЛектродную или многодуговую, в том числе и двухдуговую сварку.
Известен способ миогол.утовой автоматической сварки изделий мерной длины.
По известному способу изделие разбивают на участки, в каждом из которых, за исключением двух Крайних, размещают по два сварочных электрода и после возбуждения дуги разводят их в противоположные стороны до встречи с электродом рядом расположенного участка, а два крайних электрода перемещают до конца изделия. При этом производительность сварки по сравнению € однодуговой возрастает во столько раз, сколько используется электродов.
При сварке по известному способу в начале участков швов, где возбуждаются дуги между рядом расположенными электродами и изделием, и в конце участков швов, где встречаются противоположно расположенные электроды, остаются непроваренные участки швов, размещенные между электродами. Некачественный обгций шов получается также в
связи с неодновреМеннОСтью возбуждения всех дуг.
Целью изобретения является создание способа двухдуговой автоматической сварки, обеспечивающего получение качественного шва по всей его длине.
Поставленная цель достигается тем, что над серединой участка шва возбуждают дугу между двумя неплавящимися электродами, ВКлюченными в сварочную цепь одного источника тока последовательно. Данной дугой образуют на изделии ванну жидкого металла, после чего в зону дуги подают два плавящихся электрода, на которые переходит дуга с неплавящихся электродов. Последние отводят от зоны сварки. Плавящиеся электроды разводят в противоположные стороны вдоль линии шва, расщепляя дугу, горящую между ними, на две дуги, горящие между каждым из плавящихся электродов и изделием, и одновременно повышая напряжение в сварочной цепи. Путем перемещения дуг от середины участка щва к его краям осуществляют сварку изделия.
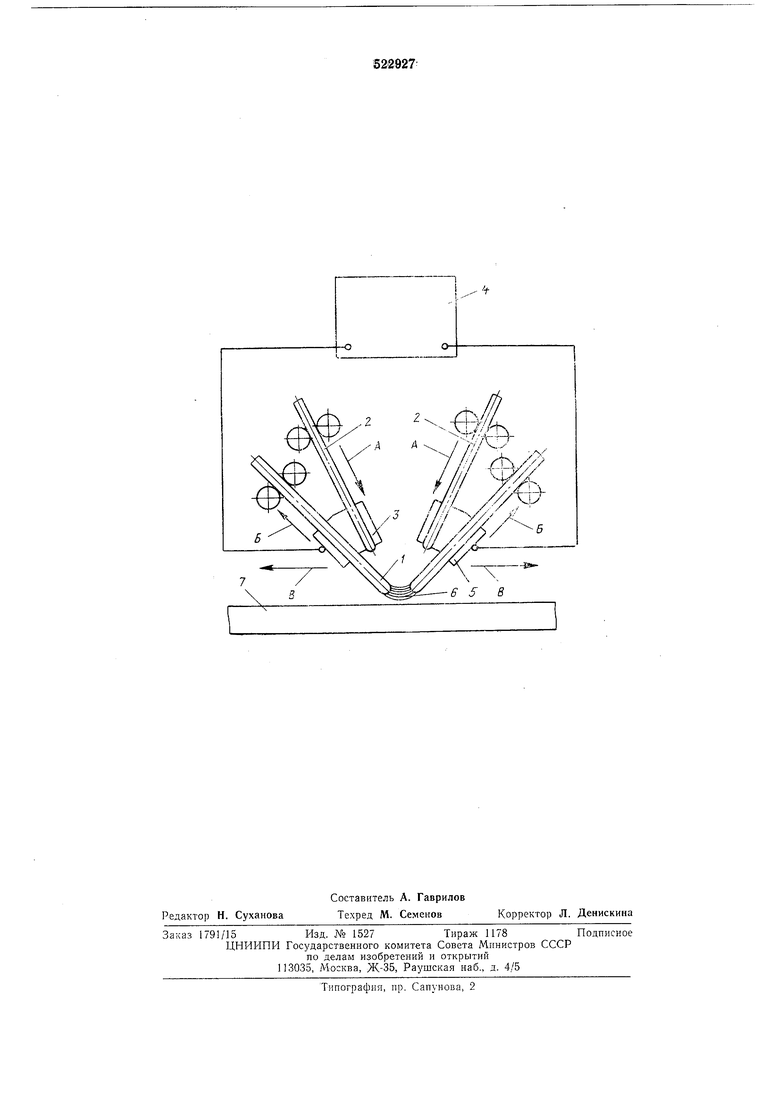
Предлагаемый способ иллюстрируется чертежом.
Одна пара электродов, состоящая из неплавящегося 1 и плавящегося 2 электродов, через токопозод 3 подсоединена к одному полюсу источника 4 тока, а вторая пара электродов через токоподвод 5 - к другому полюсу того же источника 4 тока. СтрелКами А показано направление перемещения плавящихся электродов лосле возбуждения дуги 6 между «еплавящимися электродами и направ- 5 ление образования на изделии 7 ванны жидкого Мбталла, стрелками Б - направление иеплавящихся электродов после подачи плавящихся электродов. Направление сварки показано стрелками В. Способ осуществляется следующим образом. Над серединой шва располагают две сварочные головки, оснащенные каждая плавящимся 2 и неплавящимся 1 электродами и is включенные последовательно в сварочную цепь только одного источника 4 тока. В направлении, противоположном стрелкам Б, к середине участка шва головки подают два неплавящихся электрода 1 под углом к из- 20 делию 7 и друг к Другу. Между неплавящимися электродами 1 возбуждают дугу -6, питаемую от одного источника 4 тока. Теплом дуги 6 расплавляют середину участка шва, создавая ванну жидкого металла. Затем в зо- 25 ну горения дуги 6 в направлении, указанном стрелками А, головки подают два плавящихся электрода 2, которые замыкают сварочную цепь источника 4 тока через себя, т. е. между ними возбуждается дуга 6, а между пепла- зо вящимися электродами 1 горение дуги 6 прекращается. Неплавящиеся электроды 1 -головками отводят от зоны сварки в направлении стрелок Б. По мере плавления головки подают вниз плавящиеся электроды 2. 35 Расплавленный электродный металл заполняет ванну на изделии 7. Сварочные головки начинают разводить в противоположные стороны вдоль оси шва, в направлении, указаниом стрелками В, одновременно повышая 40 напряжение на дуге 6. Горящая между элек10тродами 2 дуга 6 расщепляется на две дуги, горящие между каждым из электродов 2 и изделием 3. Таким образом, сварочная цепь источника 4 тока замыкается через токоподвод 3, электрод 2, дугу, изделие 7, вторую дугу, второй электрод 2 и токопровод 5. Путем дальнейя1его перемещения сварочных головок от середины шва к его краям осуществляют сварку изделия. По окончании сварки прекращают горение дуг и перемещают сварочные головки к середине шва. Использование предлагаемого способа двухдуговой автоматической сварки обеспечивает по сравнению с существующими способами следующие преимущества: возможность получения равномерного провара по всей длине шва, что повышает качество сварного соединения; повышение производительности сварки в 2 раза по сравнению с однодуговой сваркой и в 1,4-1,6 раза по сравнению с двухдуговой сваркой в общую или раздельные ванны; ликвидация неодновременности возбуждения двух дуг, что также новышает качестно сварного соединения, Формула изобретения Способ двухдуговой автоматической свар путем размещения над серединой участка шва двух рядом расположенных плавящихся электродов, питаемых от одного источника по схеме расщепления и разведения их после возбуждения дуг и образования общей сварочиой ванны в противоположные стороны вдоль оси шва, отличающийся тем, что, с целью повышения качества сварки, обшую сварочную ванну получают с помощью независимой дуги, которую возбуждают между неплавящимися электродами, затем переводят на плавящиеся электроды.
ff S В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многодуговой сварки криволинейных замкнутых швов | 1990 |
|
SU1750885A1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ В ЗАЩИТНОМ ГАЗЕ | 2007 |
|
RU2362659C2 |
| СПОСОБ ДВУХДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ | 2018 |
|
RU2687118C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| Способ двухдуговой сварки | 1985 |
|
SU1442345A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |