1
Изобретение относится к технике формования фасонных изделий способом электрофоретического осаждения и предназначено для использования в устройствах, изготавливающих керамические, стеклопластиковые, керметовые, полимерные и т. п. изделия.
Известно устройство для формования, содержащее составную форму, соединенную с паропроводом и выполненную фигурной по форме изготавливаемого изделия, а на поверхность формы во избежании теплопотерь и пересыхания бетона наносят полимерную пленку. Недостатком известного устройства является обогрев его паром.
Известно и другое устройство для электрофоретического формования изделий, включающее ванну с суспензией и составные фигурные электроды, соединенные с источником постоянного тока и выполненные с электроизолирующим слоем на поверхностях, не участвующих в формовании. Последнее из указанных устройств является более близким к описываемому изобретению. Однако такие устройства могут использоваться только при формовании изделий с одинаковой толщиной, так как при насыщении межэлектродного пространства в местах, где это насыщение закончено, происходит электроосмотическое обезвоживание, т. е. отформованное изделие получается неоднородным по влажности, это может вызвать дефекты при сушке. Кроме того, на электроосмотическое обезвоживание производится неэффективная трата электроэнергии.
Целью изобретения является повышение качества изделия и снижение энергозатрат.
Достигается это тем, что составные части электродов выполнены чередующимися по полярности и снабжены электрическими размыкателями.
Такое выполнение устройства дает возмоясность отключать подачу тока к отдельным частям отформованного изделия, что исключает электроосмотическое обезвоживание в
зонах законченного формования и сокращает
энергозатраты. Отформованное же изделие
получается более однородным по влажности,
что облегчает его сушку и снижает брак.
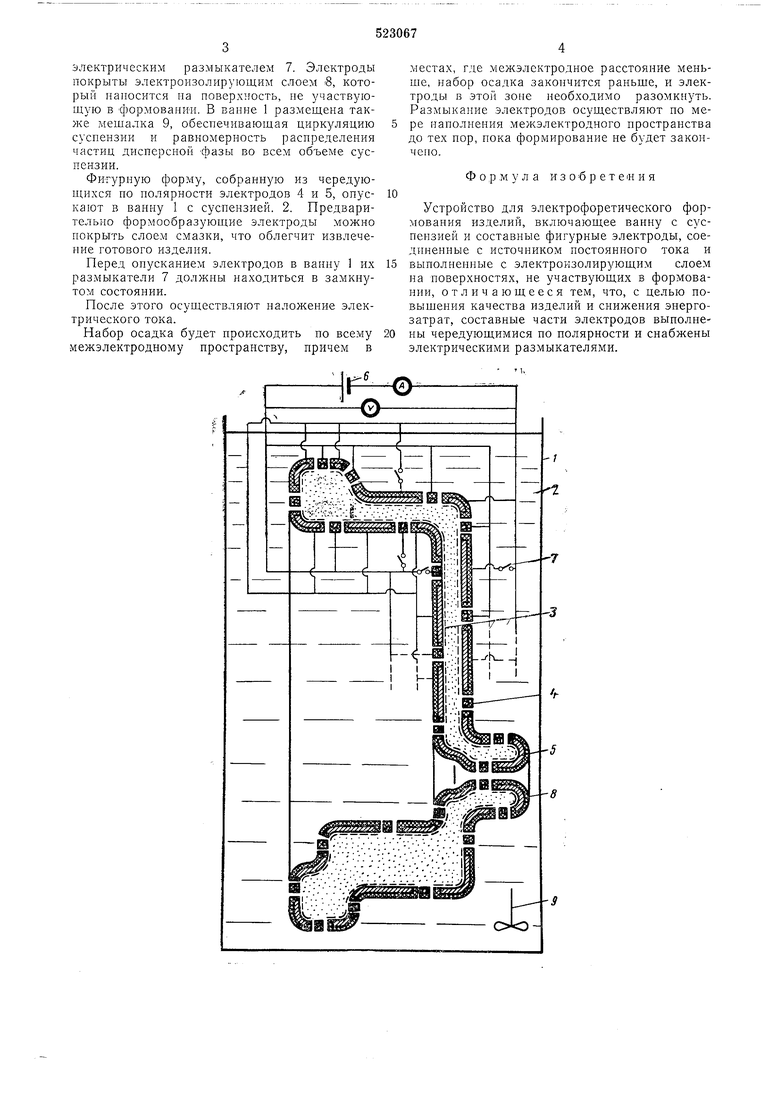
Предлагаемое устройство для электрофоретнческого формовання изделий схематично изображено на чертеже.
Оно представляет собой ванну 1, заполненную суспензией 2. В ванну I помещены электроды, форма которых в сборе соответствует
контуру формуемого изделия 3, причем электроды скомпонованы таким образом, чтобы полярность их чередовалась в ряду. Например, если электрод 4 - катод, то электрод 5- анод и наоборот. Каждый электрод соединен
с источником постоянного тока 6 и снабжен
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОБЕЗВОЖИВАНИЯ ОСАДКА | 2010 |
|
RU2437712C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018443C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
| ДИСКОВЫЙ ВАКУУМ-ФИЛЬТР | 1994 |
|
RU2085254C1 |
| Устройство для обезвоживания осадка | 1990 |
|
SU1762994A1 |
| Дисковый вакуум-фильтр | 1988 |
|
SU1581346A1 |
| Способ подготовки керамической шликерной массы и линия для его осуществления | 1990 |
|
SU1790499A3 |
| Устройство для электрофоретического формования изделий | 1973 |
|
SU481581A1 |
| СПОСОБ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2305668C1 |
| Способ формования изделий выдавливанием пластичной массы через мундштук ленточного пресса | 1983 |
|
SU1127771A1 |
