(54) РЕЗЦОВАЯ ГОЛОВКА
Рабочая поверхность сегмента и сопряженная с ней поверхность паза может быть выполнена по дуге окружности.
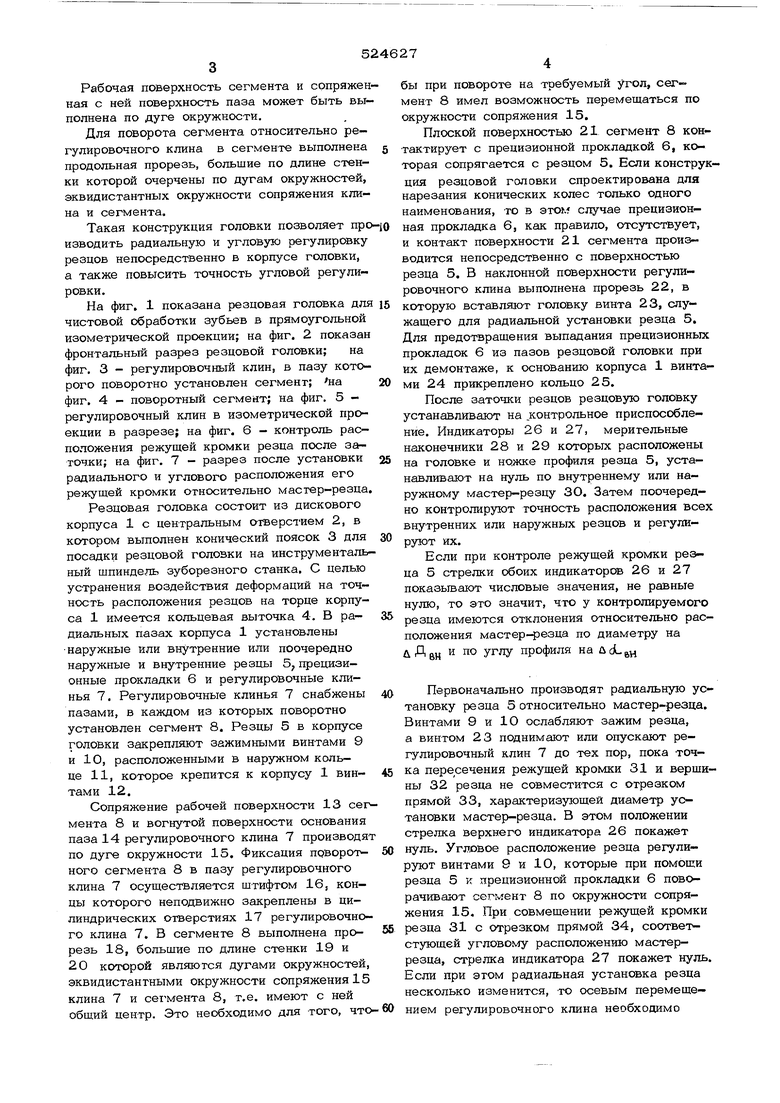
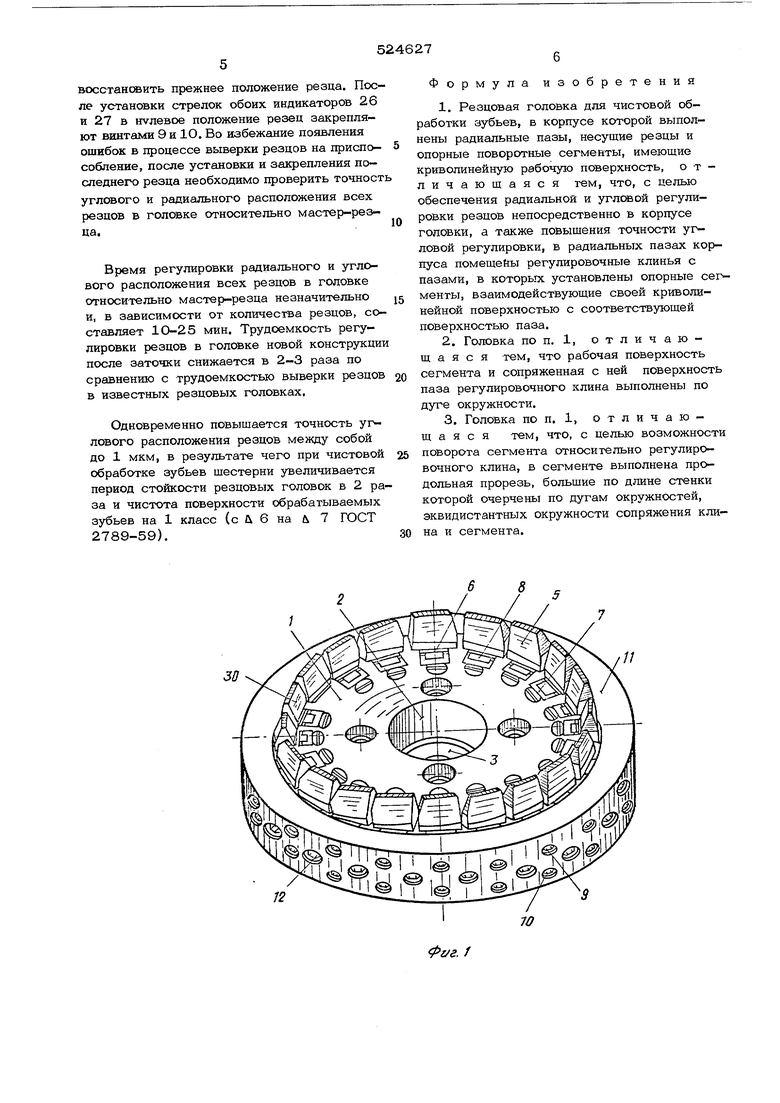
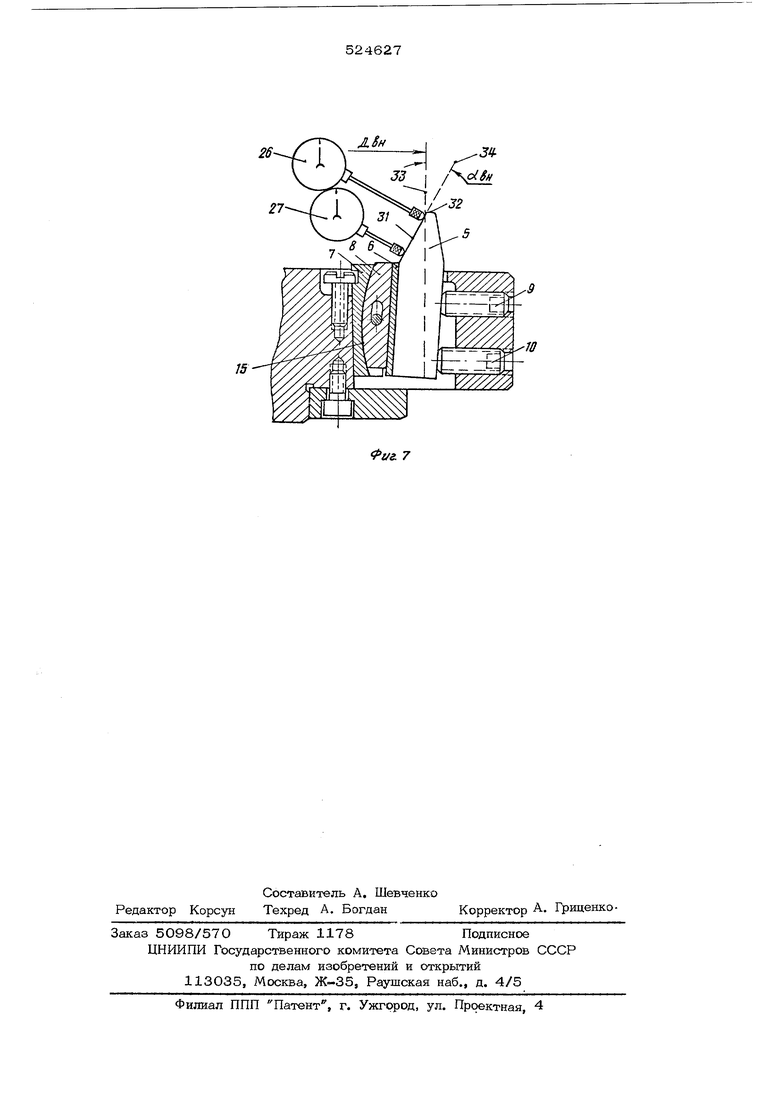
Для поворота сегмента относительно регулировочного клина в сегменте выполнена продольная прорезь, большие по длине стенки которой очерчены по дугам окружностей, эквидистантных окружности сопряжения клина и сегмента. Такая конструкция головки позволяет про изводить радиальную и угловую регулировку резцов непосредственно в корпусе головки, а также повысить точность угловой регулировки, На фиг. 1 показана резцовая головка для чистовой обработки зубьев в прямоугольной изометрической проекции; на фиг, 2 показан фронтальный разрез резповой головки; на фиг. 3 - регулировочный клин, в пазу которого поворотно установлен сегмент; на фиг. 4 - поворотный сегмент; на фиг. 5 регулировочный клин в изометрической проекции в разрезе; на фиг, 6 - контроль расположения режущей кромки резца после заточки; на фиг. 7 - разрез после установки радиального и углового расположения его режущей кромки относительно мастер-резца. Резцовая головка состоит из дискового корпуса 1 с центральным отверстием 2, в котором выполнен конический поясок 3 для посадки резцовой головки на инструментальный щпиндель зуборезного станка, С целью устранения воздействия деформаций на точность расположения резцов на торце корпуса 1 имеется кольцевая выточка 4. В радиальных пазах корпуса 1 установлены наружные или внутренние или поочередно наружные и внутренние резцы 5, прецизионные прокладки 6 и регулировочные клинья 7. Регулировочные клинья 7 снабжены пазами, в каждом из которых поворотно установлен сегмент 8, Резцы 5 в корпусе головки закрепляют зажимными винтами 9 и 10, расположенными в наружном кольце 11, которое крепится к корпусу 1 винтами 12, Сопряжение рабочей поверхности 13 сегмента 8 и вогнутой поверхности основания паза 14 регулировочного клина 7 производят по дуге окружности 15, Фиксация поворот ного сегмента 8 в пазу регулировочного клина 7 осуществляется щтифтом 16, концы которого неподвижно закреплены в цилиндрических отверстиях 17 регулировочного клина 7, В сегменте 8 выполнена прорезь 18, больщие по длине стенки 19 и 20 которой являются дугами окружностей, эквидистантными окружности сопряжения 15 клина 7 и сегмента 8, т.е. имеют с ней общий центр. Это необходимо для того, чтобы при повороте на требуемый угол, сег- мент 8 имел возможность перемещаться по окружности сопряжения 15,
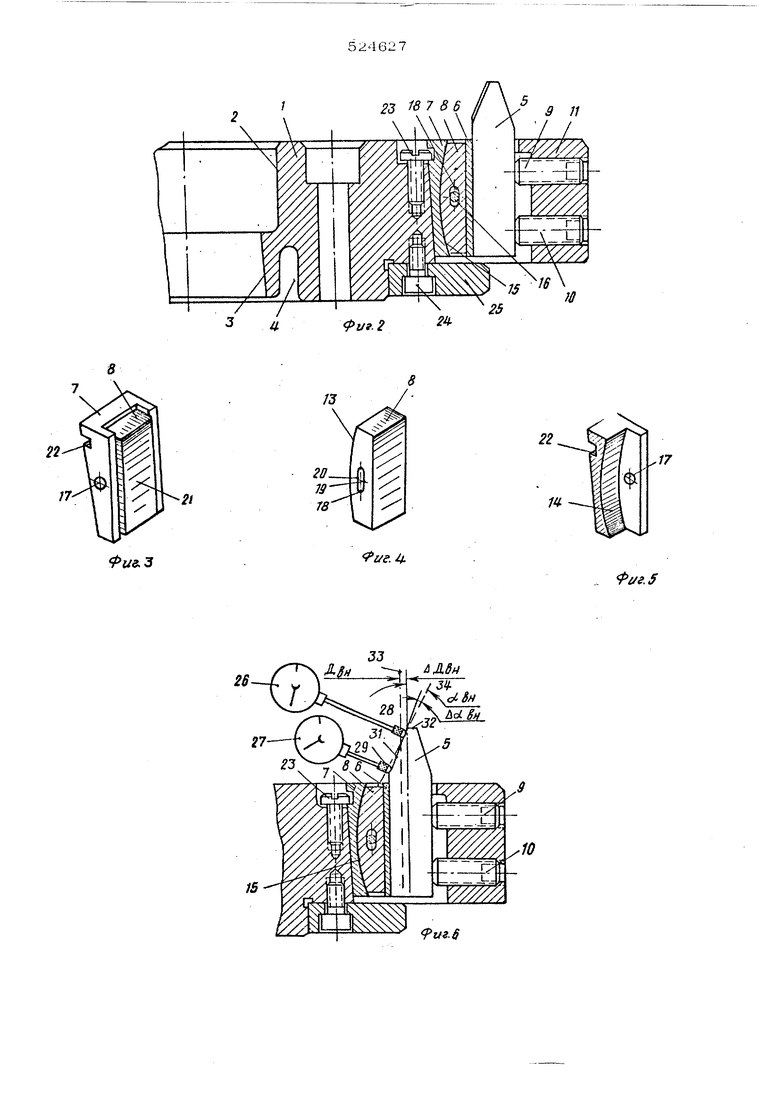
Плоской поверхностью 21 сегмент 8 контактирует с прецизионной прокладкой 6, которая сопрягается с резцом 5. Если конструкция резцовой головки спроектирована для нарезания конических колес только одного наименования, то в этом случае прецизионная прокладка 6, как правило, отсутствует, и контакт поверхности 21 сегмента производится непосредственно с поверхностью резца 5. В наклонной поверхности регулировочного клина выполнена прорезь 22, в которую вставляют головку винта 23, служащего для радиальной установки резца 5. Для предотвращения выпадания прецизионных прокладок 6 из пазов резцовой головки при их демонтаже, к основанию корпуса 1 винта- ми 24 прикреплено кольцо 25. После заточки резцов резцовую головку устанавливают на .контрольное приспособление. Индикаторы 26 и 27, мерительные наконечники 28 и 29 которых расположены на головке и ножке профиля резца 5, устанавливают на нуль по внутреннему или наружному мастер-резцу ЗО, Затем поочередно контролируют точность расположения всех внутренних или наружных резцов и регулируют их. Если при контроле режущей кромки резца 5 стрелки обоих индикаторов 26 и 27 показывают числовые значения, не равные нулю, то это значит, что у контролируемого резца имеются отклонения относительно расположения мастер-резца по диаметру на дДцц и по углу профиля на Первоначально производят радиальную установку резца 5 относительно мастер-резца, Винтами 9 и 10 ослабляют зажим резца, а винтом 23 поднимают или опускают регулировочный клин 7 до тех пор, пока точка пересечения режущей кромки 31 и верщины 32 резца не совместится с отрезком прямой 33, характеризующей диаметр установки мастер-резца. В этом положении стрелка верхнего индикатора 26 покажет нуль. Угловое расположение резца регулируют винтами 9 и 10, которые при помощи резца 5 к прецизионной прокладки 6 поворачивают сегмент 8 по окружности сопряжения 15, При совмещении режущей кромки резца 31 с отрезком прямой 34, соответ стующей угловому расположению мастеррезца, стрелка индикатора 27 покажет нуль, Если при этом радиальная установка резца несколько изменится, то осевым перемещепнем регулировочного клина необходимо восстансвить прежнее положение резца. Пос ле установки стрелок обоих индикаторов 26 и 27 в нулевое положение резец закрепляют винтами 9 и 10. Во избежание появления ошибок в процессе выверки резцов на приспособление, после установки и закрепления последнего резца необходимо проверить точност углового и радиального расположения всех резцов в головке относительно мастер-резца. Время регулировки радиального и углового расположения всех резцов в головке относительно мастер-резца незначительно и, в зависимости от количества резцов, составляет 10-25 мин. Трудоемкость регулировки резцов в головке новой конструкци после заточки снижается в 2-3 раза по сравнению с трудоемкостью выверки резцов в известных резцовых головках. Одновременно повышается точность углового расположения резцов между собой до 1 мкм, в результате чего при чистовой обработке зубьев шестерни увеличивается период стойкости резцовых головок в 2 ра за и чистота поверхности обрабатываемых зубьев на 1 класс (с U 6 на л 7 ГОСТ 2789-59). Формула изобретения 1.Резцовая головка для чистовой обработки зубьев, в корпусе которой выполнены радиальные пазы, несущие резцы и опорные поворотные сегменты, имеющие криволинейную рабочую поверхность, отличающаяся гем, что, с целью обеспечения радиальной и углсжой регулировки резцов непосредственно в корпусе головки, а также повышения точности угловой регулировки, в радиальных пазах корпуса помещены регулировочные клинья с пазами, в которых установлены опорные сегменты, взаимодействующие своей криволинейной поверхностью с соответствующей поверхностью паза. 2.Головка по п. 1, отличающаяся тем, что рабочая поверхность сегмента и сопряженная с ней поверхность паза регулировочного клина выполнены по дуге окружности. 3.Головка по п. 1, отличающаяся -тем, что, с целью возможности поворота сегмента относительно регулировочного клина, в сегменте выполнена продольная прорезь, больщие по длине стенки которой очерчены по дугам окружностей, эквидистантных окружности сопряжения клина и сегмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1981 |
|
SU996116A2 |
| Резцовая головка | 1981 |
|
SU992140A1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Резцовая головка | 1983 |
|
SU1152731A1 |
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| Зуборезная головка | 1981 |
|
SU996117A1 |
| Резцовая головка | 1971 |
|
SU381253A1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
| Расточная головка | 1981 |
|
SU990428A1 |
| Резцовая головка | 1979 |
|
SU958049A2 |
/
12
//
. /
W
25
2И.
Риг. 2
/3
78
8
.17
П
Pi/s.S
&Лди
Риг.З
JLSn
Фиг. 7
