«
Изобретение относится к механической обработке металлов, в частности к режущим инструментам, применяемым на зуборезных CTaaKaXj и может быть использовано в производстве конических и гипоидных колес попу- обкатных передач с круговыми зубьями в автомобильной, тракторной и других отраслях промышленности.
Цель изобретения - повышение качества обработки круговых зубьев конических колес, полученных методом пластической деформации, за счет удаленного поверхностного обезуглеро- женного слоя, образованного при горячей пластической деформации на боковых сторо.нах зубьев, I.
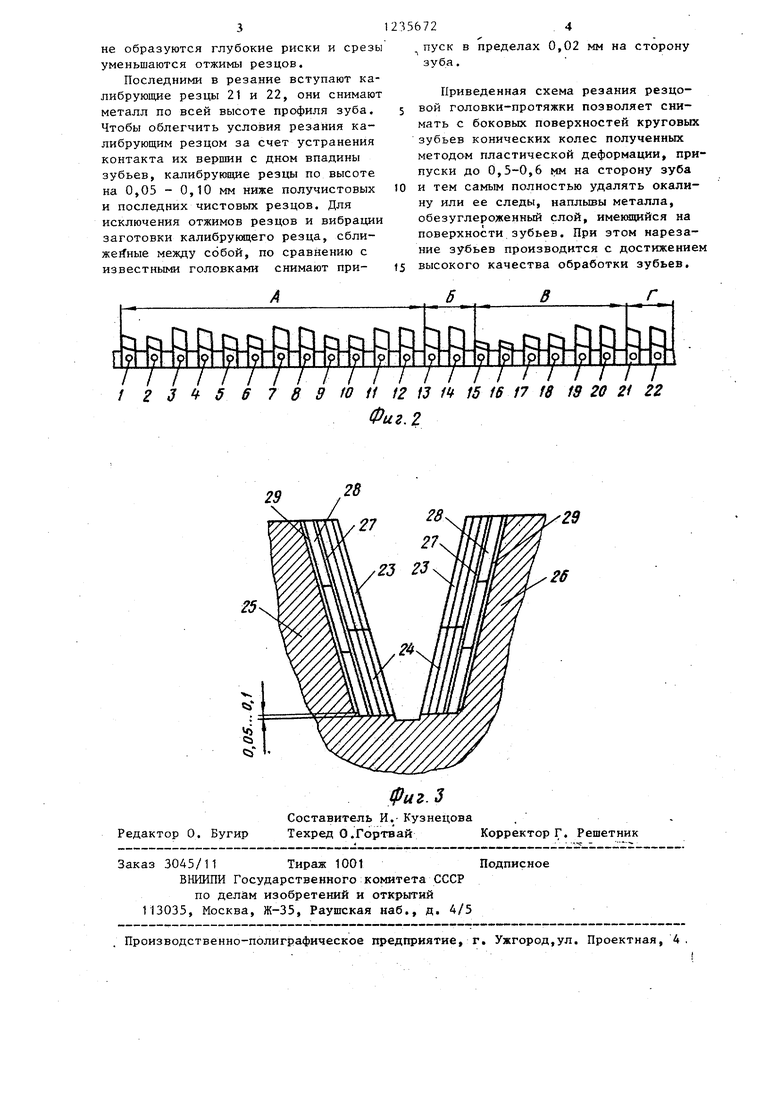
На фиг. 1 представлена схема расположения резцов по окружности в резцовой головке-протяжкеi на фиг. 2 - схема расположения резцов по высоте в. резцовой головке-протяжке , на фиг 3 схема резания резцовой головки-протяжки .
Резцовая головка-протяжка дискового типа с центральным конусным отверстием и задним опорным торцом устанавливается на шпиндель зуборезного станка. В радиальных пазах дискового корпуса поочередно установлены резцы 1 - 20 (наружные 1,3,5,- 21 и внутренние 2,4,6 - 2.2). Резцы могут быть выполнены с точной регулировкой в радиальном направлении с помощью прецизионных клиньев и без ре- ;гулировки. Все резцы делятся на че- тыре группы: А, Б, В и Г (фигс 2), Черновые А резцы 1-12 имеют попарно разную высоту. Они предназначены для резания в Условиях повышенного колебания припуска на боковых поверхностях зубьев, наличия окалины или ее следов, .наплывов металла на концах зубьев. Длина резания разбита между низкими 1,2,5,6, 9 и 1О и высокими 3,4,7,8,11 и 12 резцами таким образом, что короткие, более жесткие резцы,снимают стружки 23, длина которых в I,5-1,8 раза больше длины стружек 24, снимаемых высокими резцами (фиг, 2 и 3). Чтобы высокие резцы 3,4,7,8,11 и 12 при резании не касались профилей 25 и 26 зубьев колеса, по всей высоте их располагают в радиальном направлении ниже на 0,01 - 0,02 мм предшествующих коротких 1,2,5,6,9 и 10.
356722
Получистовые Б резцы 13 и 14 имеют одинаковую высоту, превышающую на 0,2 - 6525 мм высоту калибрующих резцов 21 и 22. Они предназначе- 5 ны для устранения погрешностей и отклонений профиля зуба, имеющих место после обработки черновыми резцами, и снимают стружки 27 по всей высоте зуба. 0
Чистовые В резцы 15-20 образуют дополнительную группу резцов, предназначенных для удаления обезуглеро- женного слоя, которые устанавливают
5 перед калибрующими резцами - группа Гр при этом предпоследний калибрующий резец 21 устанавливается от пос- леднего калибрующего резца 22 на расстоянии углового шага, равного угло20 вому шагу между черновыми, получисто- выми и чистовыми резцами. Попарно последовательно увеличивающаяся высота чистовых резцов обеспечивает с снятие обезуглероженного слоя узки25 ми стружками 28.
Калибруюш е Г резцы 21 и 22 уста- новлены в головки последними, их высота на 0,05 - 0,10 мм меньше вы30 соты получистовых и последних чистовых резцов. Они снимают стружки 29, Промежуток Д, свободный от резцов, необходим для деления заготовки на зуб без отвода резцовой головки. Б процессе обработки резцовой головкой- протяжкой .круговых зубьев конических колес полученных методом пластичес- жой деформации, первь ми в резание - вступают черновые резцы 1 - 12 с по„ парно разной высотой. Они значительно- уменьшают колебание припуска под последуюо,ую обработку зубьев, полностью удаляют окалину или ее следы и наплывы металла на концах зубьев. Затем получистовые резцы 13 и 14,
fi
3
снимаюшд е припуск по всей высоте зуба, устраняют погрешности и откло
нения профиля, имеющиеся после обра- ботки ч:ерновыми резцами.
Так как на поверхности зубьев остается часть обезуглероженного слоя, то ее удаляют чистовые резцы дополнительной группы, имеющие последовательно увеличивающуюся высоту, Резц)Ь1 снимают узкие стружки 1/3 высоты зуба глубиной до 0,1 мм. Это обеспечивает благоприятные усл.овия резания при обработке обезуглероженного слоя - на поверхности зубьев
не образуются глубокие риски и срезы уменьшаются отжимы резцов.
Последними в резание вступают калибрующие резцы 21 и 22, они снимают металл по всей высоте профиля зуба. Чтобы облегчить условия резания калибрующим резцом за счет устранения контакта их вершин с дном впадины зубьев, калибрующие резцы по высоте на 0,05 - 0,10 мм ниже получистовых и последних чистовых резцов. Для исключения отжимов резцов и вибрации заготовки калибрующего резца, сбли- жегГные между собой, по сравнению с известными головками снимают при235672. 4
пуск Б пределах 0,02 мм на сторону зуба.
Приведенная схема резания резцовой головки-протяжки позволяет снимать с боковых поверхностей круговых зубьев конических колес полученных методам пластической деформации, припуски до 0,5-0,6 мм на сторону зуба и тем самым полностью удалять окалину или ее следы, наплывы металла, обезуглероженный слой, имекнцийся на поверхности зубьев. При этом нарезание зубьев производится с достижением высокого качества обработки зубьев.
В
г
f
191 19П91
19ПР1
1 ГММ39
91
I9i 1РПРП9П9ПР{
//////////////////// Г
/ г 3 Ч S 6 7 8 д fO а f2 13 iit 15 16 17 18 19 20 21 22
Фиг. 2
91
I9i 1РПРП9П9ПР{
///////
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ЧИСТОВОГО НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1966 |
|
SU184113A1 |
| Способ изготовления конических зубчатых колес | 1975 |
|
SU532492A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговым зубом | 1980 |
|
SU904929A1 |
| Черновая двусторонняя зуборезная головка | 1984 |
|
SU1144811A1 |
| Резцовая головка | 1981 |
|
SU975266A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ обработки круговых зубьев | 1984 |
|
SU1261755A1 |
| Способ чернового нарезания конических колес и черновая резцовая головка для его осуществления | 1977 |
|
SU1022784A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |

Редактор 0. Бугир
fuz.S
Составитель И.- Кузнецова
Техред О.Гортвай Корректор Г. Решетник
Заказ 3045/11 Тираж 1001Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород,ул. Проектная, 4
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ЧИСТОВОГО НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 0 |
|
SU184113A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление к комнатным печам для постепенного сгорания топлива | 1925 |
|
SU1963A1 |
