1
Изобретение относится к металлообработке, в частности к резцовым головкам для нарезания зубчатых колес круговыми зубьями. .
По основному авт.св, fP 381253 известна резцовая головка для нарэзания конических колес с круговыми зубьями, в Г-образной ступице которой установлен корпус с радиальными пазами, в которых размещаются расположен-,Q ные под углом к оси вращения головки режущие элементы, а также элементы регулирования их радиального положения и крепления в пазу .1
Однако эта головка характеризует- j ся недостаточно жестким креплением режущих элементов.
Целью изобретения является повышение точности и жесткости крепления резцов в пазах головки.20
Для достижения этой цели клин креп ления снабх ен коническим резьбовым отверстием, через которое перпендикулярно радиусу головки пpoxoдиt
сквозной паз, и конической резьбовой пробкой.
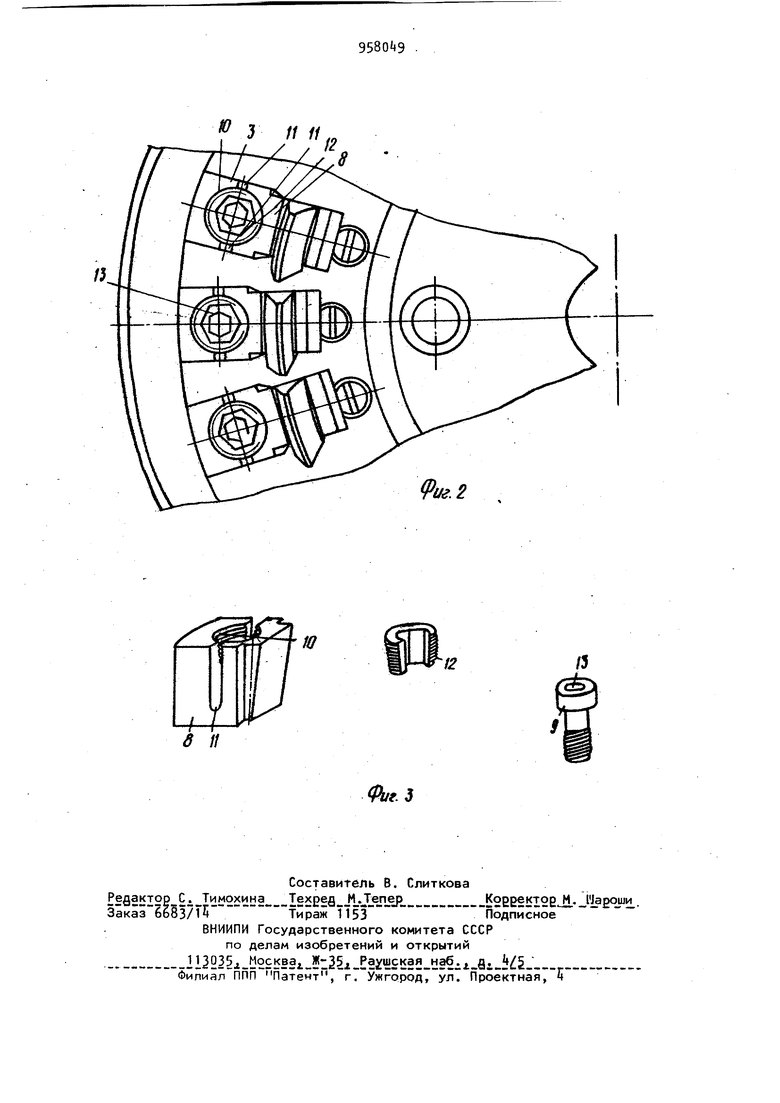
На фиг. 1 схематически показана часть диаметрального разреза головки; на фиг. 2 - вид головки со стороны зубьев; на фиг. 3 - элементы крепления резца в пазу головки.
Резцовая головка содержит Г-образную ступицу 1, в которой закреплен корпус 2 с радиальными пазами 3 под резцы А, устанавливаемые под углом к оси вра1чения на требуемом радиусе с помо;14ью регулировочного клина S, винта 6 и прецизионной пластинки 7Резцы Ц закреплены при помощи клиньев 8, которые винтами 9 утоплены в клиновой зазор, образованный между внутренней стенкой ступицы I и боковыми поверхностями держаков резцов . Закреплякхчие клинья 8 снабжены глухим резьбовым коническим отверетием10 и про 4рднщим через него сквозным пазом 11, выполненными со сторо395ны большого торца клиньев 8, а также конической резьбовой пробкой 12. Размеры конической пробки 12 и высота головки винта 9 выбираются с таким расчетом, чтобы между ними оставался гарантированный зазор h. Внувгреннйй шестигранник 13 винта 9 подбирается по размерамтаким, чтобы вставленный в него ключ при повороте не задевал стенок внутреннего шестигранника конической резьбовой пробки 12. , Сборка резцовой головки осуществля тся следующим образом. Детали 4, 5, 7, 8 закладываются в радиальный паз 3. При помои(и клина 5 и винта 6 регулируют радиальное положение резцов , после чего с помощью динамомет рического ключа винтом 9 утапливают кран 8 и завинчивают в клин коническую пробку 12. При этом, если окажется, что угол клина 8 больше угла между внутренней стенкой ступицы 1 и боковой поверхностью державки резцов t, то при затягивании винта 9 клин 8 упруго /(еформируется, уменьшая свой угол по месту посадки до тех пор, пока жесткая часть клина 8, т.е. его ма лый торец, не заклинится между стенкой ступицы 1 и нижней частью державки резца k. После этого верхняя часть державки резца фиксируется ввинчиванием конической резьбовой пробки 12 в разделенный пазом 11 большой торец клина 8. Если же угол клина 8 меньше угла посадочного места, то клин 8 также сначала утапливается винтом 9 до заклинивания его малого торца, а затем большой торец клина раздается в радиальном направлении при завинчивании конической резьбовой пробки t2, что обеспечивает надежное и точное закрепление резца по всей длине его державки. Формула изоб|эетения Резцовая головка по авт.св. № 381253, отличающаяся тем, что. с целью повышения точности и жесткости крепления резцов, на клине выполнен проходящий перпендикулярно радиусу головки сквозной паз, имекхций коническое резьбовое отверстие, в которое ввинчена введенная в головку резьбовая коническая пробка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 3812.53, кл. В 23 F 21/22, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая зуборезная головка | 1979 |
|
SU891280A1 |
| Резцовая головка | 1971 |
|
SU381253A1 |
| Резцовая головка | 1983 |
|
SU1152731A1 |
| РЕЗЦОВОЕ УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА | 2006 |
|
RU2325974C2 |
| Резцовая головка | 1981 |
|
SU996116A2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Зуборезная острозаточенная головка | 1983 |
|
SU1154063A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
J // 11 9ue.2
в //
fpuf.
