. Изобретение ОТНОСЯТСЯ к металлообработке, в частност к металлорежущему инструменту для чистового нарезания конических и гипоидных колес, с криволинейнБоо зубьями.
По основному авт.св. 524627 известна резцовая головка для шютовой обработки зубьев, в корпусе которой выполнены радиальные пазы, несущие резщ: и опорные поворотные сегмент f . имеющие криволинейную по ерхность. В радиальных паэгис корпуса помещены регулировочные клинья с пазами, в которых устансюлены опорныеi сегменты, взаимодействующие своей криволинейной поверхностью с соответствующей поверхностью паза t 3
Однако процесс.регулировки резцов. в корпусе головки является сравнительно трудоемкой операщией, так как про исходит в три этапа: радиальная регулировка резцов, установка их на заданный угол профиля и затам вновь ра-. диальиая поднастройка резцов. Крсяде того, по окончании регулировки резцов и затягивании крепежных винтов угловая установка резца может быть нарушена из-за неравномерности усилия затяжки крепежных винтов.
Цель изобретения - снижение трудоемкости к повышение точности регулировки резцов.
Цель достигается тем, ,что рабочая поверхность сегмента выполнена как часть боковой поверхности цилиндра с осью вращения, проходящей через середину профилирующей режущей кромки резца, а резец установлен с возможнос10тью поворота вокруг зтой оси.
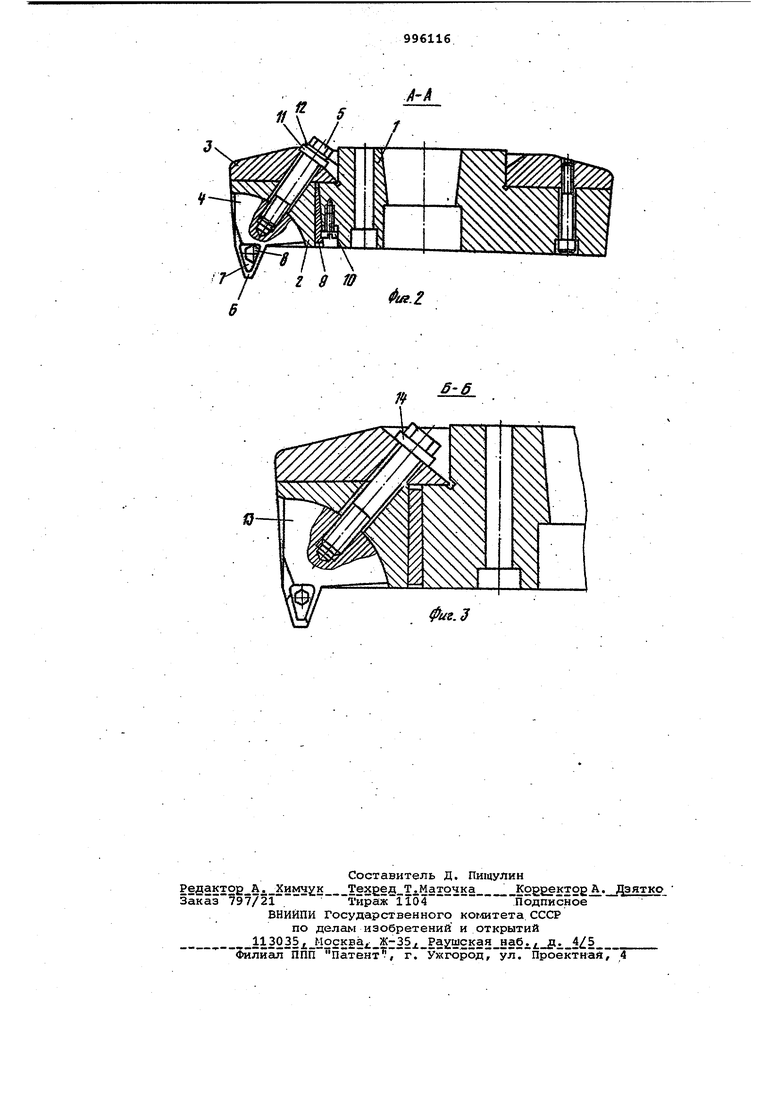
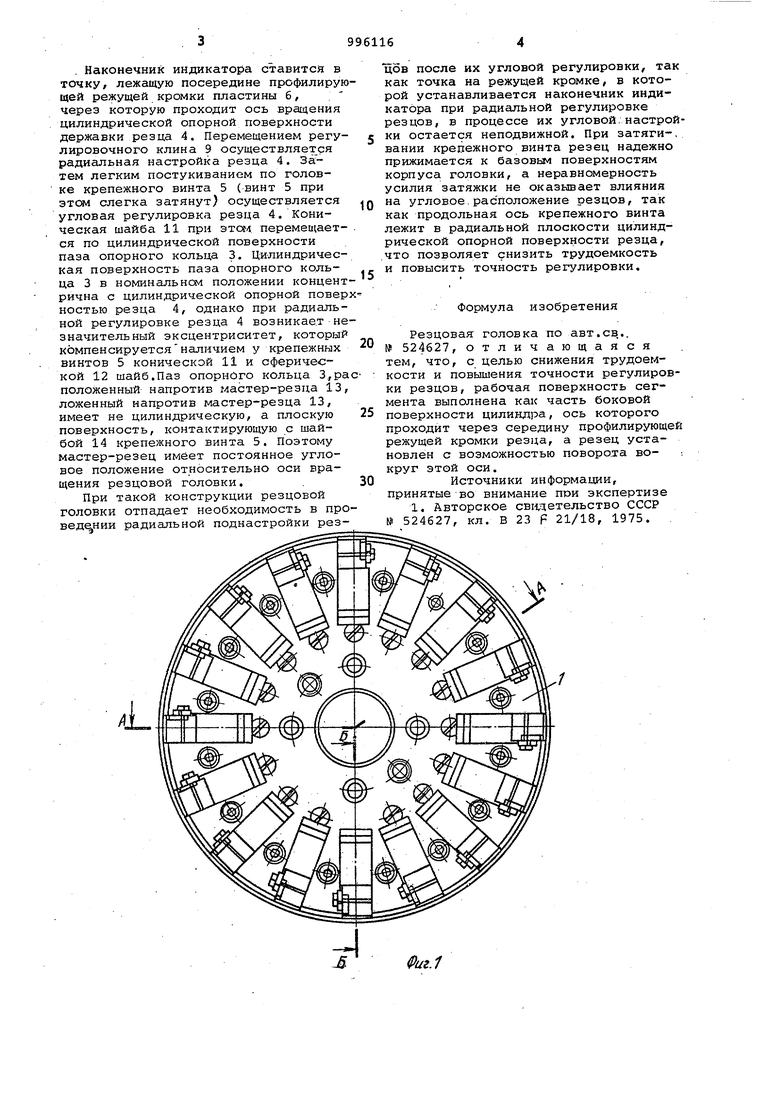
На фиг. 1 схематически изображена предлагаемая резцовая головка, общий ВИД} на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1.
15
В радиальных пазах корпуса 1 головки установлены сегменты 2, опираю-, щиеся на кольцо 3 и контактирующие своей поверхностью, выполненной как
20 часть боковой поверхности цилиндра, с цилиндрической опорной поверхностью державки резца 4. Резща 4 в корпусе 1 головки закрепляют посредством винтов 5. Режущая пластина 6 фиксируется
25 в державке резца 4 прихватом 7 и винп том 8. Радиальную настройку резцов 4 осуществляют регулировочшлми клиньями 9, перемещаемыми винтами 10.
Регулировка резцов в головке осу30ществляется следующим образом. . Наконечник индикатора ставится в точку, лежащую посередине профилирую щей режущей кромки пластины 6, через которую проходит ось вращения цилиндрической опорной поверхности державки резца 4. Перемещением регулировочного клина 9 осуществляется радиальная настройка резца 4. За.тем легким постукиванием по головке крепежного винта 5 (винт 5 при слегка затянут) осуществляется угловая регулировка резца 4. Коническая шайба 11 при этет/1 перемещается по цилиндрической поверхности паза опорного кольца 3. Цилиндрическая поверхность паза опорного кольца 3 в номинальном положении концент рична с цилиндрической опорной повер ностью резца 4, однако при радиальной регулировке резца 4 возникает не значительный эксцентриситет, который компенсируетсяналичием у крепежных винтов 5 конической 11 и сферической 12 шайб.Паз опорного кольца 3,ра положенный напротив мастер-резца 13, ложенный напротив мастер-резца 13, имеет не цилиндрическую, а плоскую поверхность, контактирующую с шайбой 14 крепежного винта 5. Поэтому мастер-резец имеет постоянное угловое положение относительно оси вращения резцовой головки, При такой конструкции резцовой головки отпадает необходимость в про радиальной поднастройки резцбв после их угловой регулировки, так как точка на режущей кромке, в которой устанавливается наконечник индикатора при радиальной регулировке резцов, в процессе их угловой.настройки остается неподвижной. При затяги-, вании крепежного винта резец надежно прижимается к базовьм поверхностям корпуса головки, а неравномерность усилия затяжки не оказьюает влияния на угловое, расположение резцов, так как продольная ось крепежного винта лежит в радисшьной плоскости цилиндрической опорной поверхности резца, что позволяет снизить трудоемкость и повысить точность регулировки. Формула изобретения Резцовая головка по авт.ев... № 524627, отличающаяся тем, что, с целью снижения трудоемкости и повышения точности регулировки резцов, рабочая поверхность сегмента выполнена как часть боковой поверхности цилиндра, ось которого проходит через середину профилирующей режущей кромки резца, а резец установлен с возможностью поворота вокруг этой оси. Источники информации, принятые во внимание пои экспертизе 1. Авторское свидетельство СССР № 524627, кл. В 23 F 21/18, 1975.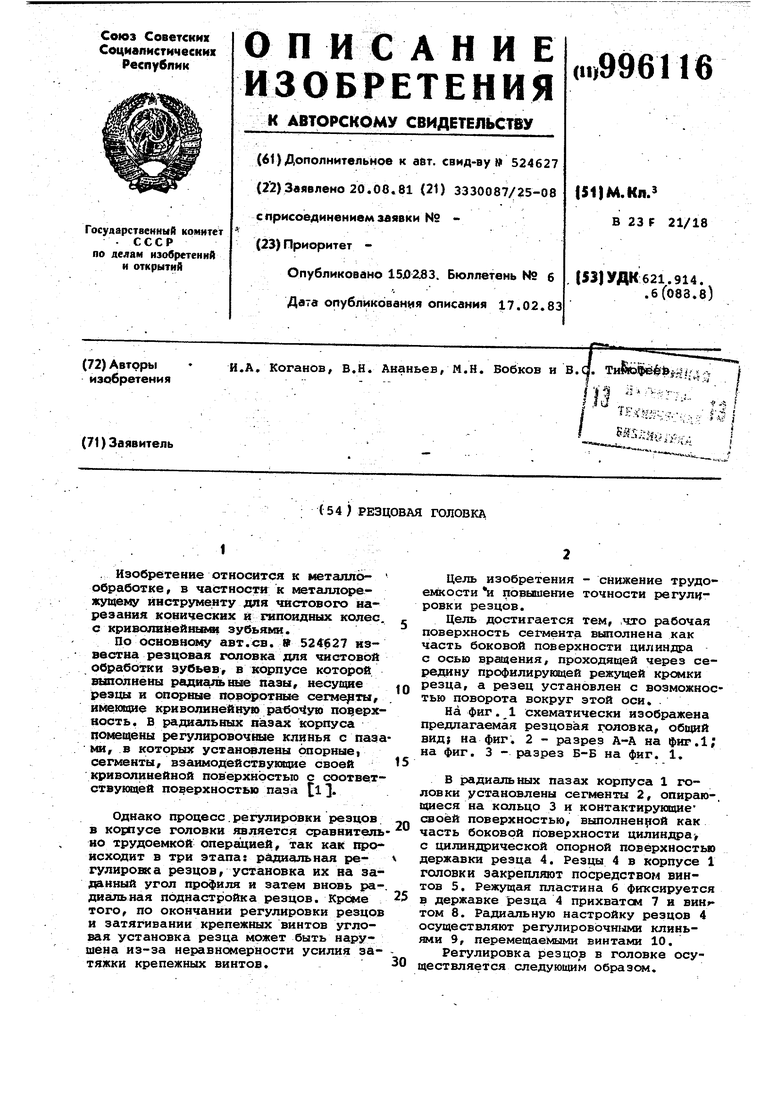
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка | 1981 |
|
SU992140A1 |
| Резцовая головка | 1975 |
|
SU524627A1 |
| Резцовая головка | 1983 |
|
SU1152731A1 |
| Резец с изменяемым передним углом | 2020 |
|
RU2741397C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Зуборезная головка | 1981 |
|
SU996117A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Торцовая зуборезная головка | 1979 |
|
SU891280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Чистовая двусторонняя зуборезная головка для обработки гипоидных и конических шестерен | 1980 |
|
SU904928A1 |