В предлагаемой модели, предназначенной для вертикальной отливки труб с двумя квадратными фланцами, точное фиксирование относительного положения последних достигается тем, что модель ствола на одном конце снабжена квадратным выступом, соответствующим вырезу в модели одного фланца, а на другом конце - шпонками для фиксирования модели второго фланца.
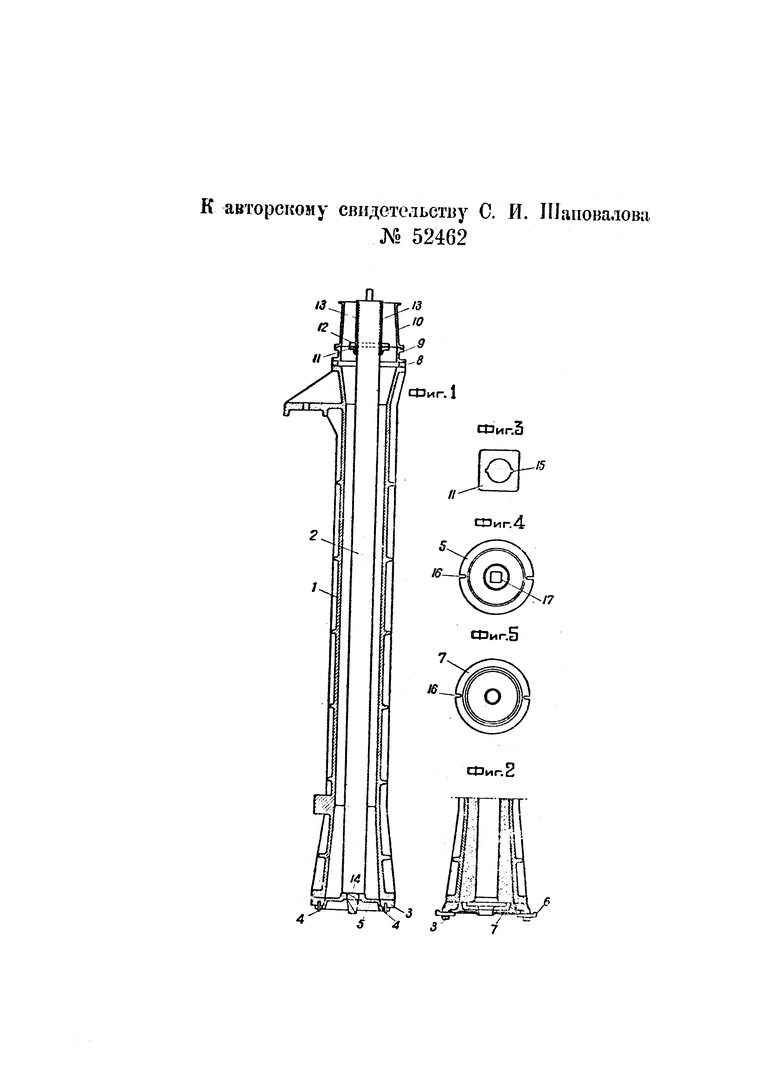
На чертеже фиг. 1 изображает вертикальный разрез модели для отливки труб с двумя квадратными фланцами; фиг. 2 - разрез нижней части ее в плоскости, перпендикулярной к фиг. 1; фиг. 3 - вид сверху модели верхнего фланца; фиг. 4 - вид сверху модели нижнего фланца; фиг. 5 - вид сверху поддона.
Трубы отливаются в вертикальной опоке 1, раскрывающейся на шарнирах и обычно применяемой для отливки фланцевых водопроводных труб. Наглухо привернутое внизу к опоке кольцо 3 в отличие от обычного кольца (применяемого в труболитейных цехах) имеет две ввернутые шпильки 4, которые служат направлениями для модели перехода нижнего фланца 5, прикрепляемой перед формовкой к опоке при помощи клиньев 6, проходящих через отверстия в ушках кольца 3. Модель перехода фланца 5 имеет квадратный вырез 17 (фиг. 4), в который своим квадратным выступом 14 вставляется модель ствола 2 трубы. В верхней части модель ствола 2 имеет две длинные шпонки 13, являющиеся направляющими для модели верхнего фланца 11, имеющей соответствующие шпонкам 13 шпоночные канавки 15 (фиг. 3).
Для изготовления формы поверх опоки 1 на прокладках 8 устанавливается кольцо 9, а к нижнему кольцу 3 прикрепляется клиньями 6 модель перехода нижнего фланца 5, которая вырезами 16 (фиг.4) попадает на шпильки 4, и таким образом, ее положение строго фиксируется. Краном в опоку 1 опускается модель ствола 2, которая квадратным выступом 14 входит в квадратный вырез 17 модели перехода нижнего фланца 5. Затем производится набивка формы до верхнего уровня кольца 9, после чего на модель ствола 2 надевается модель верхнего фланца 11, которая путем многократного поднимания и опускания углубляется в форму так, чтобы верхняя ее плоскость совпала с верхним краем кольца 9, где делается разъем формы. После этого на модель ствола 2 надевается модель 12 прибыли фланца, устанавливается коробка 10, центрируемая конической заточкой с кольцом 9 и форма набивается доверху.
Положение модели верхнего фланца 11 определяется шпонками 13 и таким образом достигается правильная ориентация верхнего фланца по отношению к модели перехода нижнего фланца 5.
Длина трубы выдерживается установкой модели верхнего фланца 11 по метке, имеющейся на модели ствола 2. После набивки формы производится извлечение моделей. Для этого краном извлекают модель ствола 2, снимают коробку 10, снимают модель верхнего фланца 11, а затем и модель перехода нижнего фланца 5.
Далее следует сушка формы, после чего к кольцу 4 прикрепляют поддон 7 (фиг. 2) при помощи клиньев 6 (при этом вырезы 16 поддона 7 попадают на шпильки 4). В поддоне 7 при помощи специального шишечного ящика изготовляется форма нижнего фланца. Совпадение граней верхнего и нижнего фланцев обеспечивается правильным положением поддона 7, надетого своими вырезами на шпильки 4. После установки поддона 7 в форму устанавливается шишка, ничем не отличающаяся от обычно применяемой для трубы, и форма готова к заливке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для отливки изложниц | 1932 |
|
SU34116A1 |
| Устройство для изготовления рифленых вальцев | 1988 |
|
SU1694313A1 |
| Задерживающее падение бабы приспособление с клиновым зажимом для фрикционных молотов | 1931 |
|
SU37967A1 |
| ВЕНТИЛИРУЕМЫЙ ДИСК ДЛЯ ДИСКОВОГО ТОРМОЗА | 2001 |
|
RU2253057C2 |
| Мерник для жидкости | 1930 |
|
SU24977A1 |
| Приспособление к ротору бурового станка | 1953 |
|
SU99583A1 |
| Станок для формовки горшков путем ручной набивки земли | 1935 |
|
SU49064A1 |
| Машина для центробежной отливки пустотелых металлических предметов заливкой расплавленного металла во вращающуюся наклоняемую форму | 1925 |
|
SU7439A1 |
| Модульное огнестрельное оружие | 2018 |
|
RU2684837C1 |
| Питатель стекломассы | 1989 |
|
SU1838254A3 |
Модель для отливки труб с двумя квадратными фланцами, отличающаяся тем, что, с целью точного фиксирования относительного положения фланцев, модель ствола снабжена квадратным выступом 14, соответствующим квадратному же вырезу 17 одного фланца, а для фиксирования модели второго фланца 11 применены шпонки 13.
