Настоящее изобретение относится к вентилируемому диску для дискового тормоза и к способу его изготовления.
Более конкретно, настоящее изобретение относится к диску для дискового тормоза для транспортного средства.
Известно, что в тормозах транспортных средств, когда применяют торможение, кинетическая энергия движущегося транспортного средства преобразуется в тепловую энергию или тепло, которое генерируется в тормозе, особенно в диске тормоза, и должно рассеиваться для предотвращения перегрева, который мог бы снижать его эффективность.
Для этого были разработаны тормозные диски, в которых фрикционная дорожка, на которую воздействует тормозная колодка, состоит из двух круглых пластин, обручей, колец или ободов, расположенных рядом на достаточном расстоянии друг от друга и соединенных между собой соединительными элементами, такими как шпильки, болты или фланцы таким образом, чтобы формировать радиальные каналы для циркуляции воздуха между двумя ободами и увеличивать таким образом площадь излучающей поверхности диска и вызывать за счет центробежного действия значительно больший конвекционный воздушный поток, чем образуемый на наружной поверхности диска при его вращении, что приводит к значительно более эффективному охлаждению.
Как известно, два обода могут быть выполнены отдельно и соединены между собой болтами или заклепками или, даже предпочтительно, они могут быть изготовлены как единый элемент посредством литья.
Хотя такое устройство очень эффективно, нагрев ободов не может в достаточной степени ограничиваться и производит большие тепловые расширения ободов относительно расположенной в радиальном направлении ближе к центру части диска.
Таким образом, возникают деформации диска: они снижают эффективность торможения, могут приводить к разрушению диска вследствие термической усталости и должны во что бы то ни стало предотвращаться.
Для этого обычно колоколообразную центральную часть диска или ступицу диска, функцией которой является обеспечение опоры и крепления к ступице колеса, во многих случаях выполняют отдельно от фрикционной дорожки и соединяют с нею соединительными элементами, которые передают вращательное приводное усилие фрикционной дорожке и передают вращающий момент ступице диска и одновременно обеспечивают свободу радиального перемещения, допускающую тепловое расширение фрикционной дорожки без создания внутренних напряжений в ступице диска.
Соединительные элементы также ограничивают передачу тепла посредством теплопроводности от фрикционной дорожки ступице диска и ступице колеса.
В результате получают очень сложную конструкцию существенной стоимости, для упрощения которой было предложено, как описано, например, в документе ЕР 0680571, отливать фрикционную дорожку и высверливать радиальные полости во фрикционной дорожке, при этом ступица диска прикреплена к фрикционной дорожке шпильками, составляющими единое целое со ступицей диска и вставленными с возможностью свободного осевого скольжения в полости, образованные во фрикционной дорожке, таким образом, допуская тепловое расширение фрикционной дорожки.
Шпильки могут прикрепляться к ступице диска посредством сварки или заделки одним концом как вставки в расплавленный металл ступицы диска.
Это предполагает предварительное формирование фрикционной дорожки, размещение шпилек в полости фрикционной дорожки, формирование литейной формы для ступицы диска, в которую помещают по меньшей мере частично уже изготовленную фрикционную дорожку или по меньшей мере концы шпилек, и последующую отливку ступицы диска.
Хотя производственный процесс в определенной степени упрощен, он все еще сложен и дорог вследствие необходимости механического выполнения полостей для шпилек и изготовления отдельных литейных форм для фрикционной дорожки и для ступицы диска, а также выполнения последовательных отливок.
Кроме того, заделка шпилек как вставок в ступице диска, толщину которой и общие размеры желательно ограничивать, ненадежна.
Последний недостаток состоит в том, что окончательная обработка ступицы диска и балансировка собранного диска являются проблематичными операциями.
Все эти недостатки устранены путем создания вентилируемого диска для дискового тормоза и способа его изготовления, составляющих предмет настоящего изобретения.
Согласно этому изобретению, тормозной диск состоит из литой фрикционной дорожки или обода, к которому ступица диска, которая выполнена в ходе этого же процесса отливки (с единой литейной формой, хотя не обязательно из того же литейного материала), прикреплена посредством частично заделанных шпилек, выполненных как одно целое с дорожкой и частично заделанных, но со свободой для осевого перемещения, в ступицу диска таким образом, чтобы допускать в рабочих условиях тепловое расширение обода вокруг ступицы диска и одновременно обеспечивать точное постоянное взаимное соединение без люфта между ободом и ступицей диска. Таким образом, операции завершающей механической обработки и балансировки диска значительно упрощаются и становятся очень простыми.
Признаки и преимущества изобретения будут понятнее при ознакомлении с нижеследующим описанием предпочтительного примера его осуществления и его вариантов. В описании даны ссылки на прилагаемые чертежи, на которых:
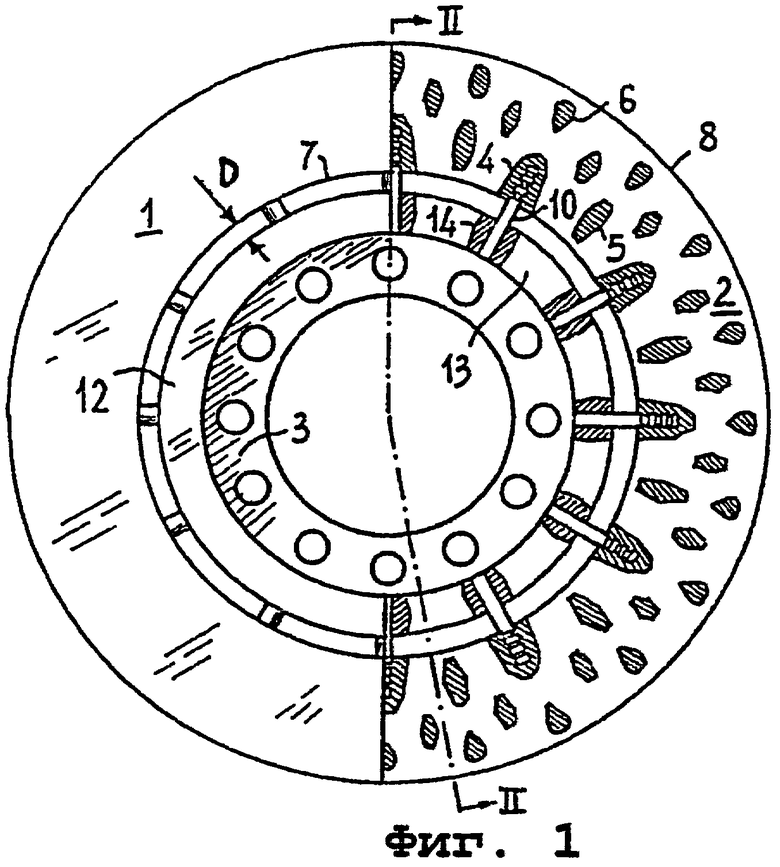
фиг.1 изображает вид спереди с частичным сечением по линии, обозначенной цифрами I-I на фиг.2, вентилируемого диска, соответствующего настоящему изобретению,
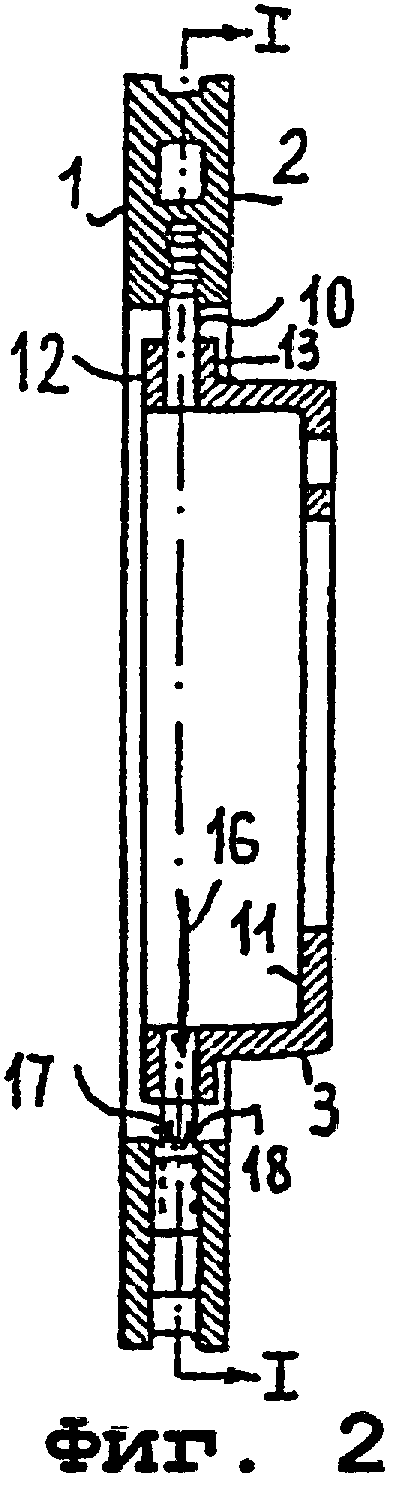
фиг.2 изображает вид в диаметральном направлении сложного сечения диска, обозначенного цифрами II-II на фиг.1,
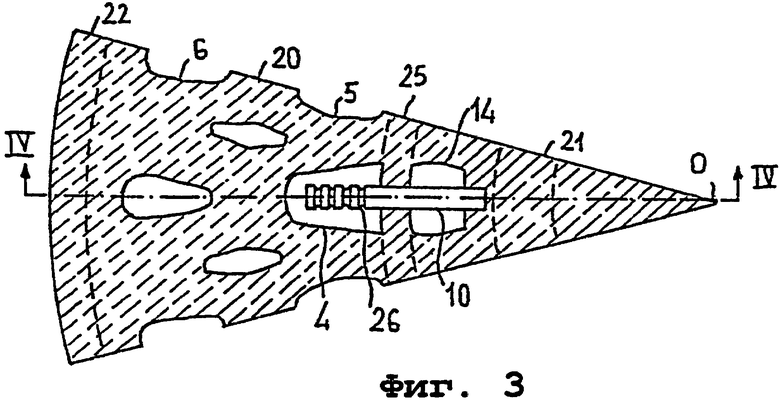
фиг.3 изображает сложное сечение по линии, обозначенной цифрами III-III на фиг.4, сектора литейного стержня, используемого для отливки вентилируемого диска, показанного на фиг.1 и 2,
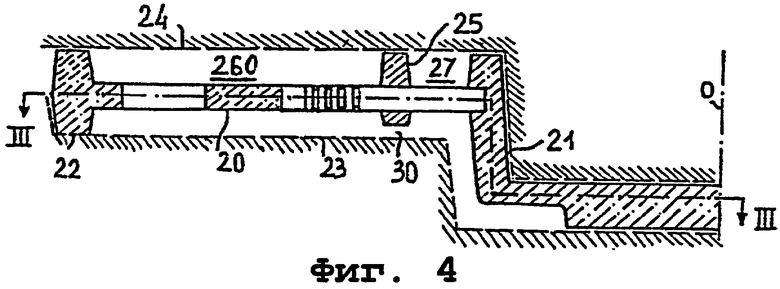
фиг.4 изображает сечение сектора литейного стержня по линии, обозначенной цифрами IV-IV на фиг.3, и литейной формы, используемой для получения диска, показанного на фиг.1 и 2,
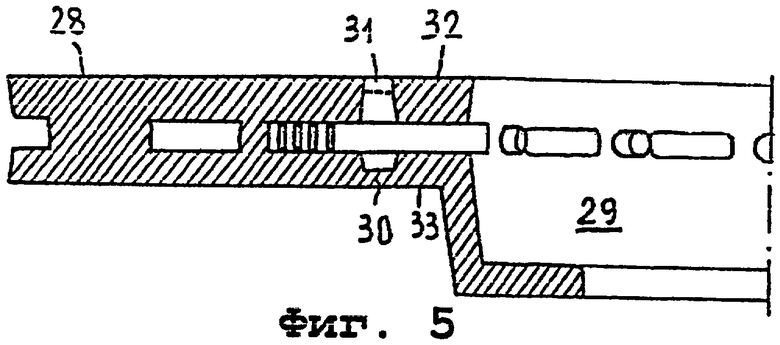
фиг.5 изображает сечение по линии, обозначенной цифрами IV-IV на фиг.3, отливки, полученной с использованием литейной формы, и соответствующего литейного стержня, показанных на фиг.4.
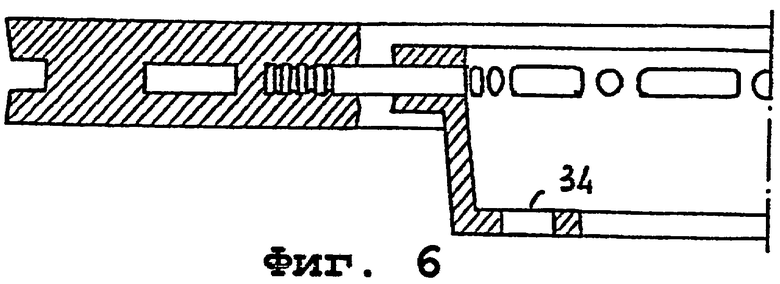
фиг.6 изображает сечение по линии, обозначенной цифрами IV-IV на фиг.3, тормозного диска, полученного после завершающей механической обработки отливки, показанной на фиг.5, и
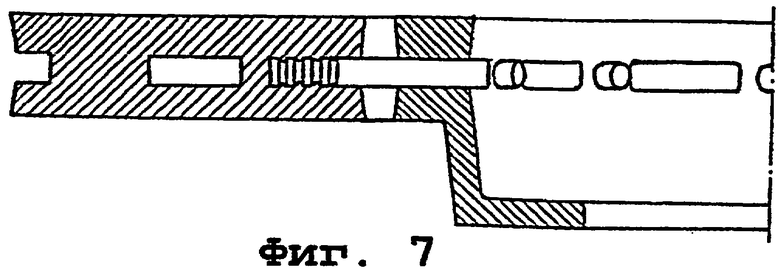
фиг.7 изображает сечение, выполненное по линии, обозначенной цифрами IV-IV на фиг.3, варианта отливки.
Как совместно показано на фиг.1 и 2, тормозной диск, соответствующий настоящему изобретению, содержит фрикционную дорожку или обод, составленный из двух плоских колец или пластин 1, 2 и установочный элемент или ступицу 3 диска. Оба элемента выполнены посредством литья.
Кольца 1, 2, которые выровнены по оси, параллельны друг другу и отнесены друг от друга на соответствующее расстояние, соединены между собой множеством перемычек, таких как обозначенные номерами 4, 5, 6, имеющих соответствующую конфигурацию для создания расположенной между кольцами серии в целом радиальных вентиляционных каналов, по которым почти беспрепятственно может протекать воздух от внутренней кромки 7 фрикционной дорожки в направлении периферийной внешней кромки 8.
В каждую из соответствующего числа перемычек 4, примыкающих к внутренней кромке 7 фрикционной дорожки, с равномерным распределением заделан один конец одной из соответствующего числа цилиндрических шпилек, таких как обозначенная номером 10, расположенных как спицы.
Заделанный конец каждой шпильки 10 имеет кольцевые канавки (или эквивалентные изменения толщины, такие как ребра, выемки и т.п.) так, чтобы шпильки жестко удерживались как вставки в отлитом материале колец 1, 2 и перемычек 4, 5, 6.
Шпильки преимущественно могут быть выполнены из стойкого, высокопрочного материала, такого как нержавеющая сталь или углеродистая сталь, тогда как материалом колец, для которых требуется высокая твердость и износостойкость, обычно является чугун.
Шпильки 10 обеспечивают соединение с опорной ступицей 3 диска.
Ступица диска состоит из цилиндрического корпуса, немного конического для облегчения извлечения из формы, частично закрытого на одном конце плоской закраиной 11, содержащей отверстия в соответствующих точках для крепления к ступице колеса, и заканчивающегося на другом конце утолщенным фланцем, периферия которого находится вблизи внутренней кромки 7 фрикционной дорожки, от которой он отделен на соответствующее расстояние или пространство D в пределах нескольких миллиметров.
Фланец ступицы 3 диска подобным образом образован из двух выровненных по оси колец 12, 13, параллельных друг другу и отнесенных друг от друга на соответствующее расстояние: они соединены множеством перемычек, таких как обозначенная номером 14, имеющих конфигурацию, формирующую между кольцами серию радиальных вентиляционных каналов 15, по которым воздух может беспрепятственно протекать к внутренним каналам фрикционной дорожки 1, 2.
Другие концы шпилек 10 вставлены в каждую из соответствующего числа перемычек 14, сквозь которые они проходят полностью и в которых они могут скользить в осевом направлении.
Совместно шпильки обеспечивают получение правильного и точно центрированного соединения между фрикционной дорожкой и ступицей 3 диска и одновременно допускают тепловое расширение дорожки относительно ступицы диска.
В результате получен тормозной диск с максимально простой конструкцией и высокой надежностью, в котором обеспечивается отличная вентиляция широкими каналами, позволяющими воздуху протекать между кольцами 1, 2, входя как из центра ступицы 3 диска (линия 16 потока), так и с боков колец 12, 13 (линии 17, 18 потока).
Как указано ниже, материал ступицы 3 диска может быть аналогичным применяемому для изготовления фрикционной дорожки, например, может быть чугуном, или может быть материалом с другими механическими характеристиками, например, сталью или легким сплавом.
Для изготовления описанного выше диска используют следующий способ.
Сначала формируют литейный стержень из формовочного песка или, предпочтительно, из стержневой смеси в общей конфигурации круглой пластины, похожей на поля 20 шляпы, с центральной частью, похожей на цилиндрическую чашку 21 с осью О.
Один сектор стержня показан на фиг.3 видом в плане сечения, и вид в диаметральном направлении сечения того же сектора показан на фиг.4.
Конечно, сплошная часть "полей 20 шляпы" соответствует полым частям, которые должны быть оставлены внутри фрикционной дорожки и фланца ступицы диска, тогда как центральная чашеобразная часть 21 действует как дополнительная литейная форма или верхняя опока.
Край пластины усилен толстым стержневым знаком или ребром 22, отступающим от пластины как вниз, так и вверх и действующим как распорный элемент для литейной формы или нижней опоки, схематически показанной на фиг.4 прерывистой линией 23, и для верхней опоки, схематически показанной на фиг.4 прерывистой линией 24. Другими словами, указанный стержневой знак удерживает и поддерживает литейный стержень в правильном положении для литья.
Второй кольцевой выступ 25 отступает вверх и вниз в промежуточном положении от "полей 20 шляпы" вблизи центральной чашки 21, причем его назначением является формирование кольцевого разделяющего пространства (пространства D, показанного на фиг.1) между фрикционной дорожкой и ступицей диска.
Полости 4, 5, 6 литейного стержня соответствуют перемычкам, имеющим аналогичные ссылочные номера (на фиг.1), которые соединяют между собой два кольца фрикционной дорожки.
Полость 14 сектора литейного стержня и другие подобные полости (не показаны) соответствуют перемычкам 14 (фиг.1), соединяющим между собой два кольца фланца ступицы диска.
Шпильки, такие как обозначенные номером 10, предназначенные для соединения фрикционной дорожки и ступицы диска, точно располагают в литейном стержне.
Точное и устойчивое положение, даже при наличии напряжений, вызываемых текучей массой, которой его заливают, обеспечивается стержневым знаком или ребром 22, а также выступом 25 и цилиндрической частью чашки 21.
Очевидно, что стержневой ящик, в котором формируют литейный стержень, включает заполненные зоны, соответствующие полостям 4 и 14 литейного стержня, содержащие полости для точного приема шпилек 10, которые, таким образом, частично включены в литейный стержень.
Часть каждой из шпилек 10, расположенных в полостях, таких как обозначенные номером 4, снабжена кольцевыми канавками 26, назначением которых является прочное закрепление части с канавками в материале отливки.
Другая часть каждой шпильки 10, преимущественно, смазана графитом и, таким образом, она не будет приварена к расплавленному металлу при последующем литье.
Литейный стержень, сформированный таким путем, располагают (фиг.4) в нижней опоке 23, которая является по существу плоским диском с надлежащей выемкой в форме усеченного конуса в его центре, при этом чашку литейного стержня помещают в выемку, и она расположена на ее дне, а ребро 22 расположено на поверхности диска.
Нижнюю опоку закрывают верхней опокой 24, которая также является плоским диском с рельефной частью в форме усеченного конуса, вставляемой в выемку чашки литейного стержня, на которую она опирается.
Однако плоский диск размещен на ребре 22 и на выступе 25. Естественно, верхняя опока снабжена литниковыми каналами и вентиляционными отверстиями (не показаны), также как и нижняя опока, в зависимости от способов и расположения литейной формы. Например, может быть удобно отливать с перевернутой литейной формой по сравнению с показанной на фиг.4, и в частности, с верхней опокой 24, расположенной под нижней опокой 23 так, что когда в нее заливают расплавленный металл, он сначала заполняет полости 260 и 27, если они соединены друг с другом.
Будет показано, что выступ 25 не входит в контакт с нижней опокой 23, а полость, оставленная между нижней опокой и верхней опокой, состоит по существу из двух отдельных полостей 260, 27, сообщающихся друг с другом через зазор 30, оставленный между выступом 25 и нижней опокой 23.
В качестве варианта, может быть также оставлен другой зазор между выступом 25 и верхней опокой 24.
Таким образом, в ходе единой операции литья две сообщающиеся полости 260, 27 могут заполняться расплавленным металлом одного типа, таким как чугун.
После того как металл был залит и охладился, отливку можно извлечь из литейной формы, и литейный стержень можно удалить посредством встряхивания и, при необходимости, продувки.
Полученное изделие показано в сечении на фиг.5.
Будет показано, что фрикционная дорожка 28 и ступица 29 диска соединены между собой шпильками 10 и материалом, заполняющим зазор 30 (и, возможно, зазор 31, если предусмотрен в варианте).
Кроме того, шпильки 10 немного выступают в ступицу 29 диска, поскольку их концы были удобно размещены в материале литейного стержня для более надежного и точного расположения.
В этот момент можно, посредством выполнения токарных операций (довольно легко, поскольку заготовка является монолитной, и на каждой стадии операции могут быть точно определены различные опорные точки и точки закрепления), удалить весь избыточный нежелательный металл с будущего готового изделия, в частности, выступающие части шпилек 10 и нежелательный металл 32, 33 фланца ступицы диска, включая материал, занимающий зазор 30 и, при необходимости, зазор 31.
В ступице диска (фиг.6) также выполняют отверстия 34 (или рассверливают, если они уже есть на отливке) таким образом, чтобы ее можно было прикреплять к ступице колеса, и в конце диск балансируют.
Полученное изделие показано в сечении на фиг.6.
В приведенном выше описании были упомянуты возможные альтернативные варианты выполнения литейного стержня (два зазора 30, 31 вместо только одного, выполнение отверстий в ступице диска посредством литейного стержня в ходе литья), приводящие к получению отливок, которые в некоторых деталях отличны, но после механической обработки дающие такое же готовое изделие.
Другой вариант, который стоит упомянуть особо, состоит в следующем: литейный стержень, показанный на фиг.4, и/или соответствующие нижняя опока и верхняя опока могут быть выполнены таким образом, что выступ 25 полностью отделяет полость 260, представляющую фрикционную дорожку, от полости 27, представляющей ступицу диска.
Таким образом и, конечно, выполняя отдельные литниковые и вентиляционные каналы, можно получать посредством литья, предпочтительно, в ходе операций литья, немедленно следующих друг за другом, если не одновременно, и фрикционную дорожку, и ступицу диска из разных материалов, например, чугуна и стали, с разными механическими характеристиками, особенно пригодными для выполнения конкретных функций двух элементов. В этом случае, как показано в сечении на фиг.7, два элемента отливки механически прикреплены друг к другу только шпильками 10.
Изобретение относится к области транспортного машиностроения, более конкретно, к вентилируемым тормозным дискам транспортных средств и способам их изготовления. Вентилируемый диск состоит из фрикционных дорожек, соединенных с опорной ступицей диска посредством соединительных элементов в виде шпилек, распределенных по периметру опорной ступицы диска. Новым является то, что шпильки имеют один конец, снабженный захватывающим средством, прочно заделанным как вставка в материал фрикционной дорожки, а противоположный конец размещен как скользящая в осевом направлении вставка в материале опорной ступицы диска. Фрикционные дорожки и опорная ступица диска получены в ходе одной операции литья с использованием общего литейного стержня со шпильками, удерживаемыми в литейном стержне. Техническим результатом является оптимизация технологических процессов производства вентилируемых тормозных дисков, а также исключение их тепловой деформации и улучшение рабочих характеристик. 2 н. и 5 з.п. ф-лы, 7 ил.
- формирование литейного стержня с общей конфигурацией круглой пластины в форме "поля шляпы", в который вставлено и позиционировано множество шпилек (10), ориентированных в радиальном направлении относительно центра (0) пластины, причем их радиально-наружные концы снабжены захватываемым средством, таким как кольцевые канавки, ребра или другие подобные рельефы и углубления, и их радиально-внутренние концы смазаны графитом, при этом литейный стержень имеет утолщенный кольцевой выступ, соответствующий пространству между дорожкой и ступицей диска, для расположения и удерживания шпилек (10),
- размещение литейного стержня (20, 21) в литейной форме (23, 24), конфигурированной таким образом, чтобы формировать совместно с литейным стержнем первую полость (260), соответствующую дорожке, и вторую полость (27), соответствующую ступице диска, для получения дорожки и ступицы диска совместно, прикрепленных друг к другу по меньшей мере шпильками, посредством заливки в первую и вторую полости,
- заливку расплавленного металла в литейную форму,
- извлечение из формы совместно фрикционной дорожки и ступицы диска и
- удаление нежелательного металла с отливки посредством механической обработки.
| US 5823303 А, 20.10.1998 | |||
| Способ изготовления декоративных изделий | 1983 |
|
SU1134409A1 |
| ТОРМОЗНОЙ диск | 0 |
|
SU363824A1 |

