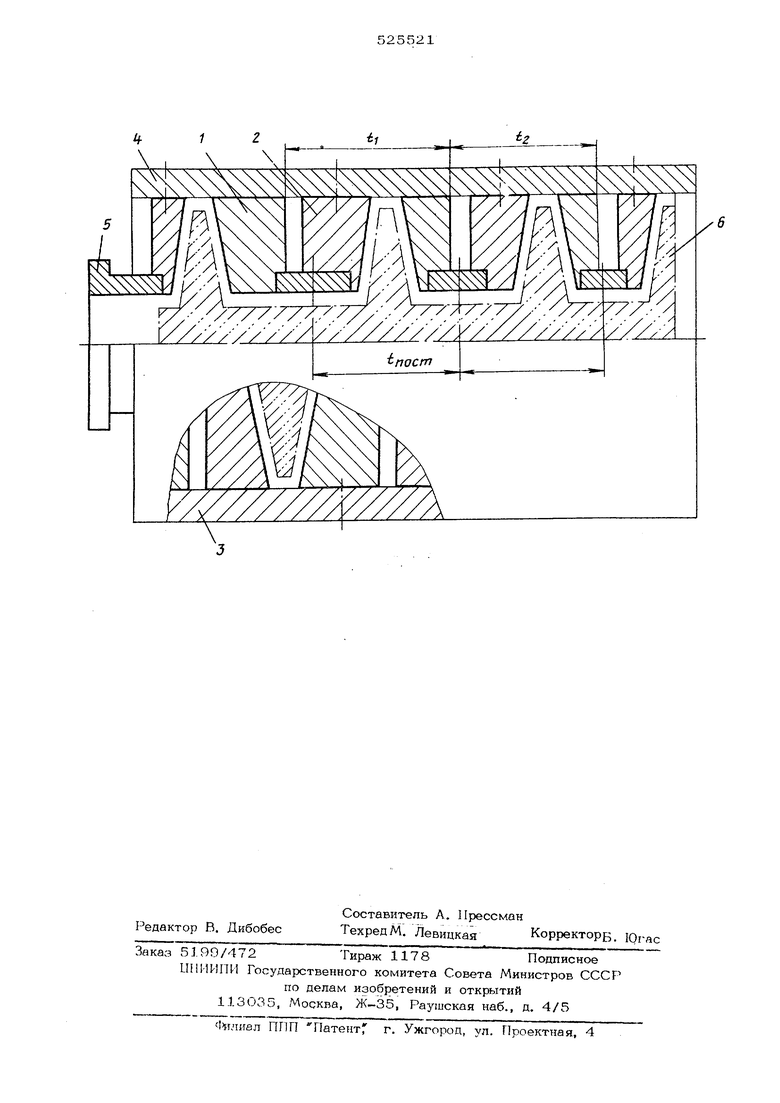
вой и левой сторон лопасти. Элементы 1 и 2 ввинчены один в другой и имеют перемен ный шаг. Винтовой элемент 1 жестко закре плен с полувтулкой 3, а винтовой элемент с полувтулкой 4,- Элементы 1 и 2 имеют на внутренней поверхности винтовую канавку постоянного шага по средней линии, в которую беззазорно ввинчен вкладыш 5. При этом вкладыш 5 и винтовая канавка выполйены в виде клина, площадь поперечного сечения которого увеличивается от начала к концу равномерно за счет равного угла подъема обоих боковых поверхностей. При смещении полувтулок 3 и 4 соот ветственно влево и вправо винтовые элементы 1 и 2 перемещаются на обрабатыва емые лопасти шнека 6, увеличивая тем самым щель между элементами и ширину винтовой канавки постоянного шага. Поэтому для поддержания беззазорного соединения винтовой вкладыш 5 дополнительно ввинчивается в винтовую канавку по мере подачи элементов 1 и 2. Предлагаемый инструмен можно использовать также при обработке шнеков по схеме с неподвижными электродами. В этом случае винтовой вкладыш 5 выполняют с постоянной площадью поперечного сечения и после установки обрабатываемого шнека и начальных меж электродны зазоров вводят в винтовой канал и закрепляют. Величина постоянного шага t (пост) вкл дыша 5 должна быть подобрана . таким образом, чтобы вкладыш перекрывал нерабочу |111ель переменного шага (i . и t ) между вин товыми элементами и не выхо/шл бы за габариты ихсуммарной толщины. При обработке шнеков постоянного шага (частный случай) шаг винтовохо вкладыша будет равен шагу полости шнека и при этом клиновидное соединение располагается симметрично относительно шели между винтовыми элементе /1и. Предлагаемый инструмент позволяет вести одновременную обработку боковых сторон лопастей и меж лопастей впадины, что повышает производительность и качество обработки. Кроме того, совмешение операций повы«шает точность обработки, так как в этом случае исключается повторная обработка ранее обработанных поверхностей. Фор.мула изобретения Инструмент для электрохимической обработки винтовых лопастей шнеков, состоящий из подвижных винтовых элементов, ввинченных друг в друга с возможностью регулирования межэлектродного зазора в процессе обработки, отличающийся тем, что, с целью обеспечения обработки межлопастных впадин одновременно с боковыми сторонами лопасти шнека, на внутренней поверхности каждого из указанных винтовых элементов по линии их стыка, обращенной к впадине обрабатываемой детали, выполнена винтовая клиновидная канавка с постоянным шагом по средней линии и с равным углом подъема боковых поверхностей, в которой беззазорно размещен клиновидный вкладыш.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ | 1973 |
|
SU387806A1 |
| Способ изготовления электродаинструмента для электрохимической обработки | 1972 |
|
SU440230A2 |
| Способ удаления стружки из зоны резания при обработке отверстий | 1989 |
|
SU1685678A1 |
| КАТУШЕЧНЫЙ МНОГОЗАХОДНЫЙ ВИНТОВОЙ ВЫСЕВАЮЩИЙ АППАРАТ | 2010 |
|
RU2461172C2 |
| Устройство для дробления и мятия чайного листа | 1982 |
|
SU1098538A1 |
| Аппарат для обработки органических материалов | 1985 |
|
SU1379384A1 |
| Клеровочный аппарат непрерывного действия | 2020 |
|
RU2728610C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Способ обработки винтовых канавок переменного шага и сечения на телах вращения | 1990 |
|
SU1745435A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРАСНОГО ПИЩЕВОГО КРАСИТЕЛЯ | 1993 |
|
RU2041898C1 |