1
Изобретение относится к области металлообработки, в частности к изготовлению электрода-инструмента для электрохимической обработки наружных винтовых поверхностей, например шнеков.
Известен способ изготовления электродаинструмента для винтовых поверхностей по авт. св. 323244, согласно которому сначала фрезеруют винтовой профиль на наружной поверхности заготовки электрода-инструмента, затем закрепляют ее в стакан и обрабатывают центральное отверстие до вскрытия винтового профиля.
Целью изобретения является регулирование ширины рабочего паза при обработке винтовой поверхности.
Поставленная цель достигается тем. что при нарезании на заготовке электрода-инструмента наружного рабочего паза дополнительно прорезают в теле лопасти винтовой паз той же глубины, что и основной паз. После этого заготовку устанавливают в две полувтулки, образуюшие стакан, и крепят ее так, чтобы рабочий элемент электрода-инструмента для обработки левой стороны лопасти шнека был закреплен в одной полувтулке, а рабочий элемент для обработки правой стороны лопасти - в другой полувтулке.
При последуюш.ей расточке центрального отверстия сборной заготовки вскрывают и дополнительный винтовой паз, причем рабочие элементы для обработки обеих сторон лопасти шнека оказываются автоматически разделенными на две части, имеющие возможность
перемещения в осевом направлении путем смещения их одной относительно другой.
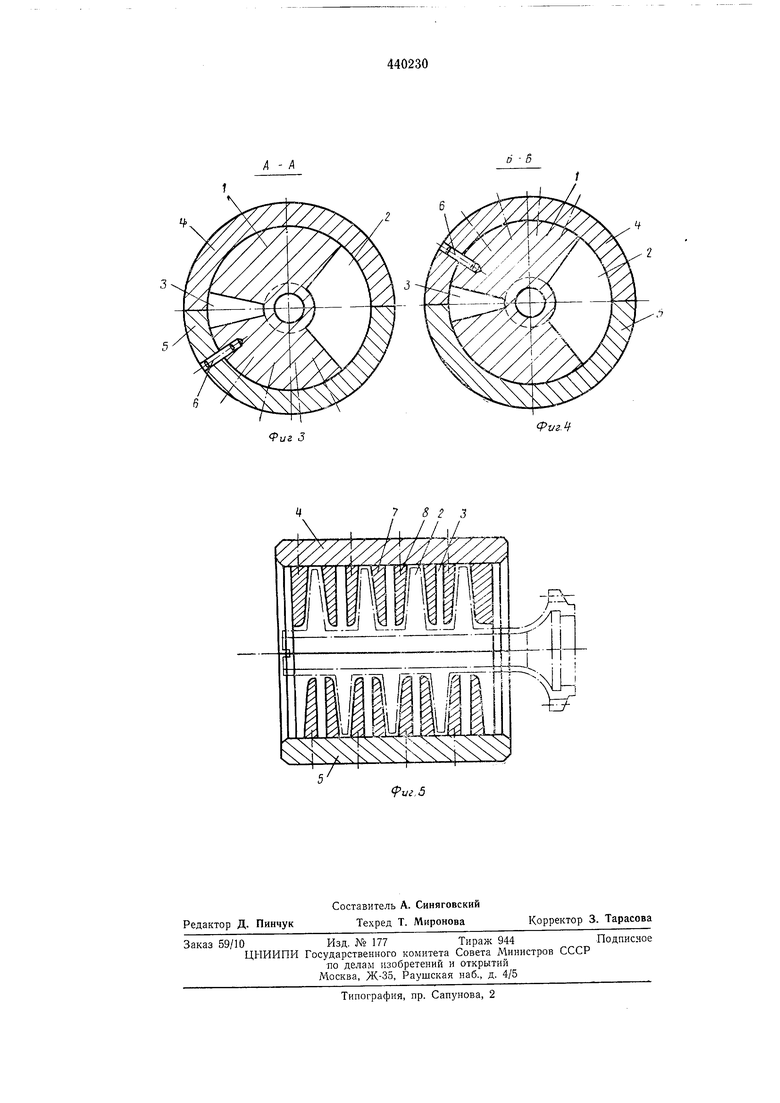
На фиг. 1 изображена заготовка с наружными винтовыми пазами для электрода-инструмента; на фиг. 2 - сборка заготовки; на
фиг. 3 и 4 - разрезы по А-А и Б-Б на фиг. 2; на фиг. 5 - электрод-инструмент с перемещающимися рабочими элементами, общий вид. Для изготовления электрода-инструмента с
перемещающимися рабочими элементами первоначально нарезают заготовку 1 с рабочими 2 и дополнительными (разделяющими) 3 пазами. Затем заготовку 1 с нарезанными наружными пазами 2 и 3 устанавливают в две
полувтулки 4 и 5 и закрепляют с помощью штифтов 6. Закрепление рабочего элемента для обработки правой стороны лопасти шнека производят с полувтулкой 5 (фиг. 3), а закрепление рабочего элемента для обработки левой стороны лопасти шнека - с полувтулкой 4 (фиг. 4).
После соответствующего закрепления рабочих элементов производят расточку центрального отверстия сборной заготовки до вскрытия
рабочих 2 и дополнительных 3 пазов, как показано на фиг. 5. При этом рабочие элементы для обработки правой и левой сторон лопасти шнека распадаются на отдельные части 7 и 8. Путем перемещения полувтулок 4 и 5 в осевом направлении можно производить смещение рабочих элементов 7 и 8 один относительно другого, что позволяет регулировать щирину рабочих пазов 2.
Изготовленный таким способом электродинструмент за счет регулирования ширины рабочих пазов обеспечивает вводимость шнеков с переменным шагом при установке, позволяет устанавливать минимальные первоначальные зазоры и поддерживать постоянство межэлектродных зазоров по мере съема металла во время обработки.
В случае изготовления электрода-инструмента для обработки шнеков с малой толщиной и большой высотой пера рабочие пазы можно фрезеровать более широкими, так как после осуществления операции расточки возможно сближать рабочие поверхности.
По предлагаемому способу аналогично изготавливается электрод-инструмент для обработки двух, трех и более заходных шнеков.
Предмет изобретения
Способ изготовления электрода-инструмента для электрохимической обработки нагружных винтовых поверхностей, например шнеков,
по авт. св. 323244, отличающийся тем, что, с целью регулирования ширины рабочего паза, при прорезании винтового рабочего профиля в теле лопасти дополнительно прорезают винтовой паз глубиной, равной глубине основного профиля, закрепляют рабочий элемент для обработки левой стороны лопасти шнека и рабочий элемент для обработки правой стороны соответственно в двух полувтулках, образующих стакан для крепления заготовки, а при последующей расточке центрального отверстия вскрывают и дополнительный винтовой паз.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА С ВНУТРЕННИМ ВИНТОВЫМ КАНАЛОМ | 1972 |
|
SU430981A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ | 1973 |
|
SU387806A1 |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Устройство для выдавливания внутренних разноименных резьб на полых деталях | 1991 |
|
SU1773545A1 |
| Инструмент для электрохимической обработки винтовых лопастей шнеков | 1974 |
|
SU525521A1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2016 |
|
RU2621819C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| Забойный двигатель | 2001 |
|
RU2224077C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТОК ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU1820583C |
ФкеЛ
Фиг. 2
(Риг 3
Pvz.if
