1
Изобретение касается размерной электрохимической обработки металлов и сплавов в проточном электролите и может быть использовано при изготовлении винтовых поверхностей деталей типа «шнек.
Известны электроды-инструменты, в которых рабочие профили «охватывают винтовые лопасти обрабатываемого шнека с постоянным нерегулируемым зазором. Обрабатываемая деталь ввинчивается в электрод-инструмент и зекрепляется. Такие электроды-инструменты не позволяют изменять заданный заранее межэлектродный зазор. Однако при электрохимической обработке шнеков с переменным шагом для обеспечения ввинчивания их в электрод-инструмент необходимо иметь увеличенный зазор между инструментом и деталью. Аналогичная картина имеет место при необходимости съема значительных припусков с обрабатываемой поверхности. Это влечет за собой снижение производительности, точности и чистоты электрохимической обработки.
Целью изобретения является обеспечение возможности регулирования межэлектродного зазора. Поставленная цель достигается тем, что рабочие винтовые профили электрода-инструмента выполнены в виде двух раздельных элементов, которые ввинчены один в другой и закреплены на двух полувтулках. В этом случае рабочий профиль для обработки левой
стороны лопасти шнека закреплен на одной полувтулке, а рабочий профиль для обработки правой стороны - на другой полувтулке. Такое закрепление рабочих элементов профилей позволяет перемещать их в осевом направлении относительно обрабатываемого шнека, что обеспечивает установку необходимых межэлектродных зазоров.
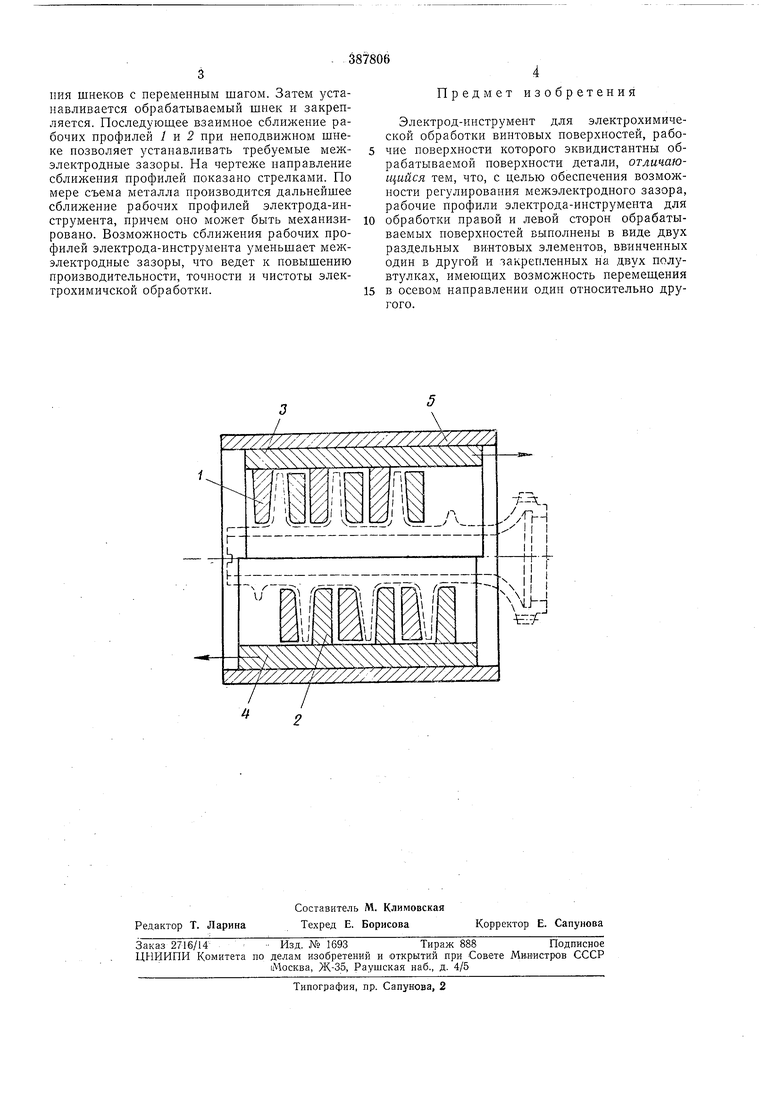
На чертеже представлен предлагаемый электрод-инструмент, общий вид.
Электрод-инструмент состоит из винтового профиля 1 для обработки левой стороны лопасти шнека и винтового профиля 2 для обработки правой стороны. Профили /, 2 ввинчиваются один в другой. Винтовой профиль 1 жестко закреплен с полувтулкой 3, а винтовой профиль 2 - с полувтулкой.4. Полувтулки 5 и 4 с закрепленными рабочими профилями установлены в цилиндр 5. Винтовые профили 1 тл 2, ввинченные друг в друга и соответственно закрепленные на полувтулках 3, 4, вследствие зазоров между витками могут перемещаться по цилиндру 5 в осевом направлеНИИ на величину этих зазоров.
Электрод-инструмент работает следующим образом. Перед установкой обрабатываемого шнека рабочие стороны винтовых профилей / и 2 раздвигаются в осевом направлении на зазор, обеспечивающий возможность ввинчиваПИЯ шнеков с переменным шагом. Затем устанавливается обрабатываемый шнек и закренляется. Последуюш,ее взаимное сближение рабочих нрофилей 1 и 2 при неподвижном шнеке позволяет устанавливать требуемые межэлектродные зазоры. На чертел е направление сближения нрофилей показано стрелками. По мере съема металла производится дальнейшее сближение рабочих нрофилей электрода-инструмента, причем оно может быть механизировано. Возможность сближения рабочих профилей электрода-инструмента уменьшает межэлектродные зазоры, что ведет к новышению производительности, точности и чистоты электрохимичской обработки. 4 Предмет изобретения Электрод-инструмент для электрохимической обработки винтовых поверхностей, рабочие поверхности которого эквидистантны обрабатываемой новерхности детали, отличающийся тем, что, с целью обеспечения возможности регулирования межэлектродного зазора, рабочие профили электрода-инструмента для обработки правой и левой сторон обрабатываемых поверхностей выполнены в виде двух раздельных вИНтовых элементов, ввинченных один в другой и закрепленных на двух полувтулках, имеюндих возможность неремешения в осевом направлении один относительно другого.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродаинструмента для электрохимической обработки | 1972 |
|
SU440230A2 |
| Инструмент для электрохимической обработки винтовых лопастей шнеков | 1974 |
|
SU525521A1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА С ВНУТРЕННИМ ВИНТОВЫМ КАНАЛОМ | 1972 |
|
SU430981A1 |
| Электрод-инструмент | 1978 |
|
SU865590A1 |
| Устройство для электрохимического формирования гидравлических карманов | 2022 |
|
RU2805021C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ электрохимической размерной обработки и устройство для его осуществления | 1980 |
|
SU979064A1 |
