Изобретение относится к судостроению и касается производства стеклопластиковы конструкций. Известен способ изготовления стеклопл тиковой конструкции, состоящей из элемен тов со сложными обводами, включающий в себя онерадии формования по позитивной и негативной формам с расчленением пропитанного связующим стеклоармирующего материала, предназначенного для формования на полупакеты, один из которых укладывают на позитивную форму, имеющую формообразующие высадки для укладки стеклоармирующего материала ребер жесткости, а другой на разъемную негативную, затем укладывают между полупакетами пластичный стеклоармирующий материал пониженной прочности, деформируемый при обжатии полупакетов. Недостатком известного способа являет ся невозможность получения конструкции, состоящей из элементов со сложными обво дами, и удаления позитивной формы после полимеризации стеклопластика. Целью изобретения является снижение трудоемкости изготовления конструкции, обводы которой препятствуют съему с позитивной формы, и получение ее с двусторонней гладкой поверхностью. Э-то достигается тем, что полупакет, укладываемый на позитивную форму с формообразующими высадками для получения балок набора и ребер жесткости, отверждают, снимают с позитивной формы с расчленением на части, а затем перед соединением с полупакетом, уложенным на разъемную форму, собирают в единое целое с применением центрирующих и пружинных колец, которые фиксируют взаимное расположение этих частей, монтируемых в высадках, совмещенных с формообразующими высадками для укладки стеклоармирующе- го материала балок набора. С целью придания жесткости и прочности отвержденному на позитивной форме полупакету, воспринимающему усилия обжатия пластичного стеклоамирующего материала и полупакета, уложенного на разъекшую форму, а также полного его вовлечения в
несущую способность формуемой конструкции, полупакеТа отверждэнный на нозитивно форме, может быть составлен из стеклосетки для армирования декоративного слоя, 1/2 количества слоев стеклоармирующего материала и ориентированного стекложгута для армирования ребер жесткости, а укладка стеклоармирующего материала балок набора в формообразующие высадки на этих частях может быть осуществлена неред
сочлепенпем с нолупакетом, который укладывают на разъемную негативную форму и составляют из стеклосетки для армирования декоративного слоя и оставшейся 1/2 количества слоев стеклоармирующегс материала, затем соединяют эти части по линиям их расчленения стеклоарлгпрующим материалом по}1иженнэй прочности, деформируемым ири обжатии iio.ivuaKGTOMj который укладыва.ют на разъом ;ую негативную форму.
Выполнение предложенного способа изготовления стеклоиластиковой конструкции изложено на примере кормовой части морского трала.
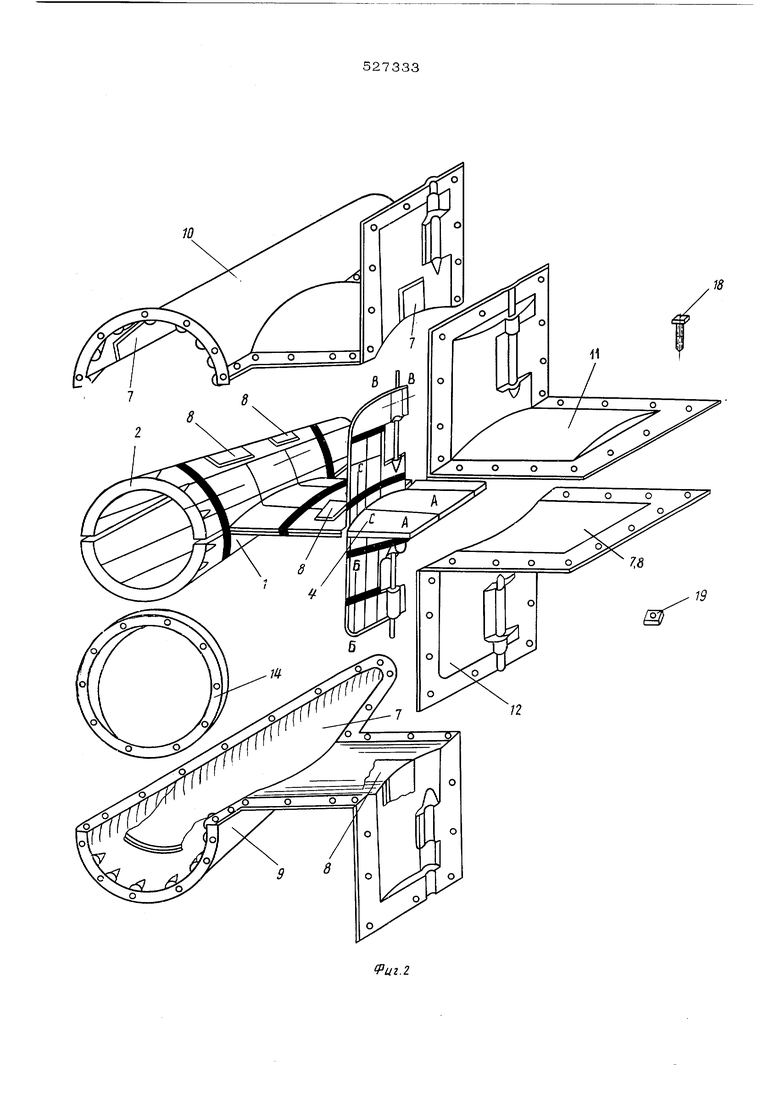
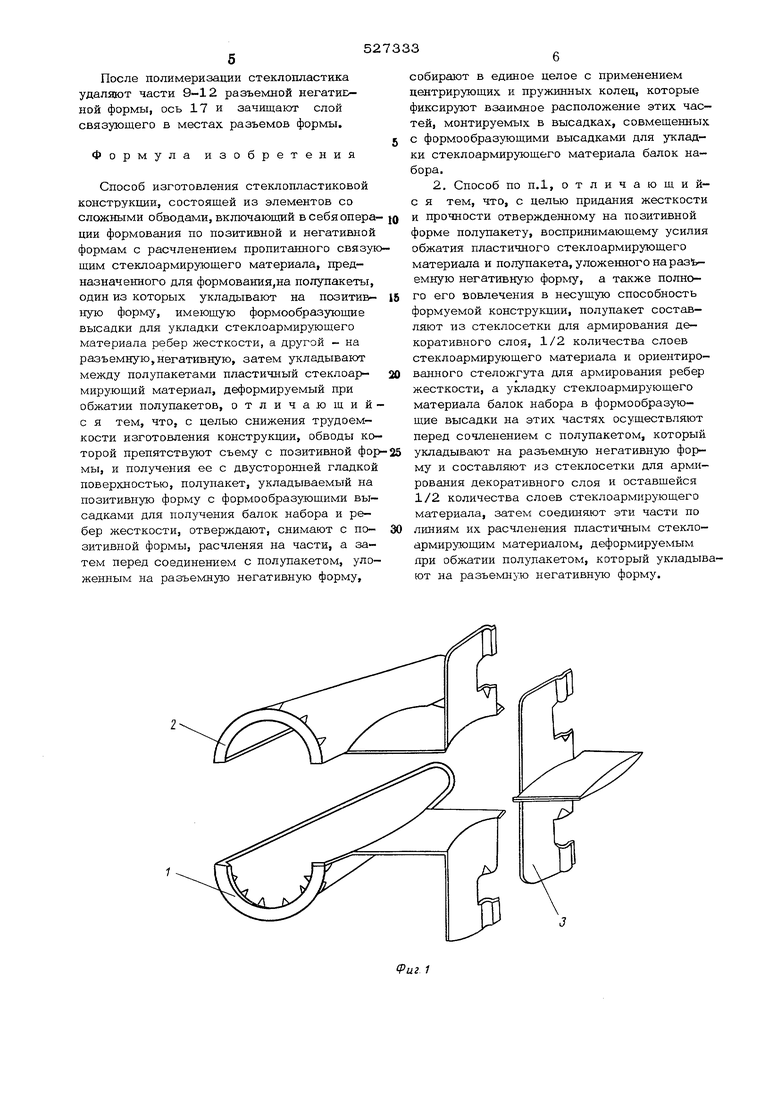
На фиг„ 1 изображена схема разбивки внутреннего слоя общивки на части; на фиг, 2 - собранная вн тренняя часть общивки, схекш укладки и стеклоармирующе- го материала, проиитанногс связующим, разъзмнымн частями негативной формы; на
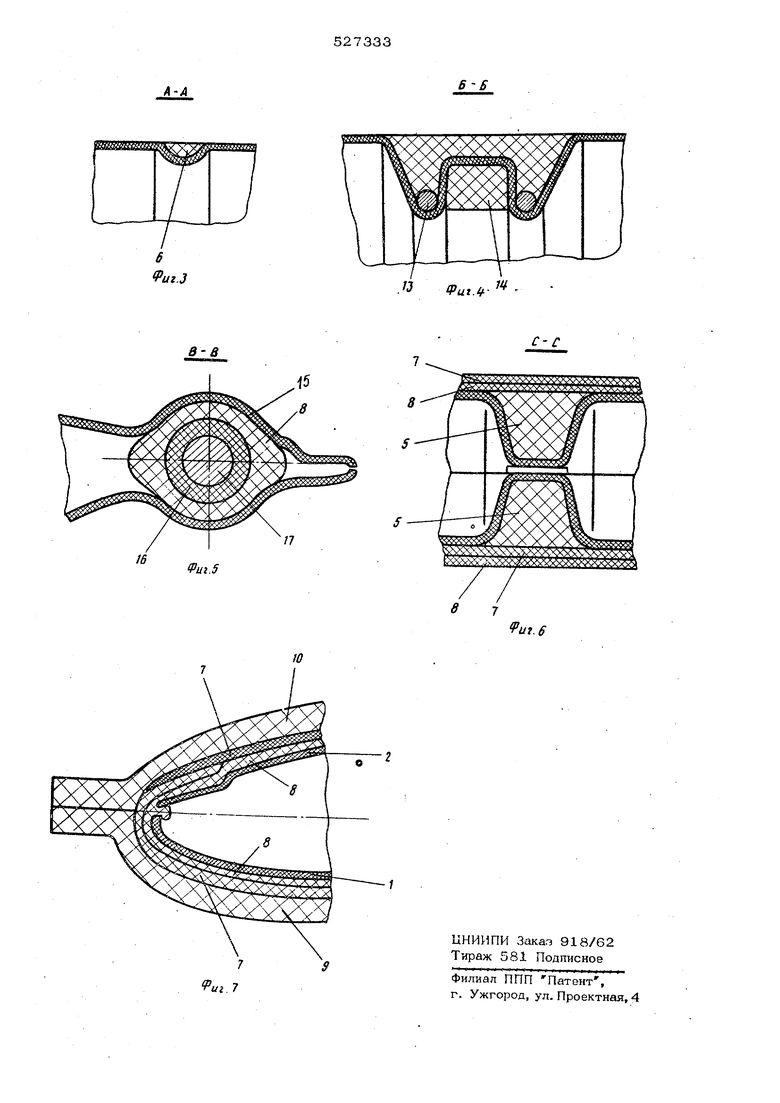
фиг. 3 разрез по А-у на фиг. 2 на фиг. 4 - разрез по Е-Б на фиг« 2; на фиг, 5 - разрез но В-В па фиг 2; на фиг. 6 - разрез по С-С на фиг. 2; на фиг. 7 - схема укладки стеклоармнрующего материала врайо не стыковки разъе.(ных частей негативной формы.
Кормовая -lacTb морского трала состоит ,3 части левого борта 1, части правого иорта 2j кплсвий части 3 и ребер жесткоеin, состоящих 3 шпапгюутов 4, нервюр 5, :.рмироБа.Ш1ых и ;иентированным стекложгу-ом GJ стеклоармирующего материала нолу- .котиа 7, нластпчного стеклоармирующего Терпела 8,
Устройство для осуществления предложен гс способа состоит из первичной позитив- ;0й с;/ормы с формообразующими высадками ;..мя укладки стеклоориентирующего материа- ,1 и ебер жесткости (на чертеже не нока- .:;;а).: позит/изной формы, состоящей из соб- L.:,iUibix внутренних частей левого и правого сорТеВ 1 и 2 и киля 3; негативной формы, ..истойщей из разъемных частей 9-12, центрирующих колен 13j нружинных колец 14 ),жимного кольпа 15, втулки 16 из антиJr.j-iKHHonnoio маторпала, оси 17 болта l-S,
.:ЙКИ 19.
Формование кормовой части и с..,едующей последовательности.
Формуют по первичной позитивной форме внутренние слои кормовой части и ребра жесткости,снимают эти части с первичной нозитивной формы и собирают борта 1 и 2 с применением центрирующих колец 13 и пружинных 14. После чего монтируют втки 16 на ось 17 и оборачивают их пластичным стеклоармирующим материалом 8, пропитанным связующим.
Смонтированные таким образом втулки 16 помещают в высадки частей внутреннего слоя общивки бортов 1 и 2, прокладывают пластичный стеклоармирующий материал 8 в район образования нервюр 5, устанавливают центрирующие кольца 13, накрывают смонтированные втулки 16 и фиксируют части внутреннего слоя бортов 1 и 2 киля 3 пружинными кольцами 14. На этом заканчивают сборку частей внутреннего слоя, составляющих позитивную форму.
Затем на разъемные части негативной формы 9 и 12 наносят разделительный и декоративный слой, укладывают с нрипуском стеклоармирующий материал полупакетов 7, а затем пластичный стеклоармирующий материал 8. После этого в разъемную часть 9 негативной формы опускают собранные части внутреннего слоя бортов 1 и 2 киля 3, предварительно уложив в высадки на их поверхности ориентированный стекложгут для армирования щпангоутов 4 и нервюр 5, а затем подводят разъемную часть 12 негативной формы и предварительно крепят ее болтами 18, так, чтобы конец оси 17 сел в центрирующую высадку на разъемных частях 9 и 12 негативной формы.
Далее на оставшуюся новерхность частей внутреннего слоя бортов 1 и 2 киля 3 укладывают пластичный стеклоармирую- щий материал 8, заворачивают припуск сте лоармирующего материала полупакетов 7 (фиг. 7) и накрывают разъемными частями 9 и 10 негативной формы с уложенным стеклоармирующим материалом 8. Затем части 9-12 негативной формы стягивают болтами и нроизводят обжатие стеклоарми- руюшего материала с удалением избытка связующего через зазоры в разъемах негативной формы. Формование заканчивэяэт установкой обжимного кольца 15 и обжатием стеклоармирующего материала, навернутого на фланец частей BHjTrpeHHero слоя бортов 1 и 2, с удалением избытка связующего.
В зависимости от количества выпускаемых изделий обжатие стеклоармир -ющего материала полупакетов 7 может производиться болтами 18 либо в специальном обжимающем приспособлении.
После полимеризации стеклопластика удаляют части 9-12 разъемной негативной формы, ось 17 и зачищают слой связующего в местах разъемов формы.
Формула изобретения
Способ изготовления стеклопластиковой конструкции, состоящей из элементов со сложными обводами, включающий в себя операции формования по позитивной и негативной формам с расчленением пропитанного связую щим стеклоармирующего материала, предназначенного для формования,на попупакеты, один из которых укладывают на позитивную форму, имеющую формообразующие высадки для укладки стеклоармирующего материала ребер жесткости, а другой - на разъемную, негативную, затем укладывают между полупакетами пластичный стекпоар- мирующий материал, деформируемый при обжатии полупакетов, отличающий - с я тем, что, с целью снижения трудоемкости изготовления конструкции, обводы которой препятствуют съему с позитивной фор мы, и получения ее с двусторонней гладкой пoвepxJiocтью, полупакет, укладываемый на позитивную форму с формообразующими высадками для получения балок набора и ребер жесткости, отверждают, снимают с по- зитивной формы, расчленяя на части, а затем перед соединением с полупакетом, уложенным на разъемную негативную форму.
собирают в единое целое с применением центрирующих и пружинных колец которые фиксируют взаимное расположение этих частей, монтируемых в высадках, совмещенных с формообразующими высадками для укладки стеклоармирующего материала балок набора.
2. Способ по П.1, отличающий- с я тем, что, с целью придания жесткости и прочности отвержденному на позитивной форме полупакету, воспринимающему усилия обжатия пластичного стеклоармирующего материала и попупакета, уложенного на разъемную негативную форму, а также полного его вовлечения в несущую способность формуемой конструкции, полупакет составляют из стеклосетки для армирования декоративного слоя, 1/2 количества слоев стеклоармирующего материала и ориентированного стеложгута для армирования ребер жесткости, а укладку стеклоармирующего материала балок набора в формообразующие высадки на этих частях осуществляют перед сочленением с полупакетом, который укладывают на разъемную негативную форму и составляют из стеклосетки для армирования декоративного слоя и оставщейся 1/2 количества слоев стеклоармирующего материала, затем соед1шяют эти части по линиям их расчленения пластичным стекло- армирующим материалом, деформируемым яри обжатии полудакетом, который укладывают на разъемную негативную форму.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования криволинейных полотнищ из стеклопластика | 1966 |
|
SU235284A1 |
| ОПАЛУБКА ДЛЯ МОНОЛИТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПЛИТЫ ПЕРЕКРЫТИЯ | 2012 |
|
RU2484217C1 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА СО СРЕДНИМ СЛОЕМ ИЗ ПЕНОПЛАСТА, АРМИРОВАННОГО РЕБРАМИ ЖЕСТКОСТИ | 2010 |
|
RU2429155C1 |
| МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ, ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2582246C2 |
| ЗДАНИЕ И СПОСОБ ВОЗВЕДЕНИЯ ЗДАНИЙ | 2005 |
|
RU2293822C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРОТЯЖЕННАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И КОЛОННА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2288839C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И РИГЕЛЬ, БАЛКА, КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2288840C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ПОЛИМЕРНОЙ ОСНАСТКИ | 2008 |
|
RU2375185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |