1
Изобретение относится к технологии изготовления прошивных реек Т-образного сечения для обмоток трансформатора и может быть использовано в электротехнической промышленности.
Известен способ изготовления Т-образных прошивiibix изоляционных реек для трансформаторов включающий резку изоляционного материала (картона) на полосы кпеюшего вещества, комплектование пакета полос, образующих рейку, бандажеровку скомплектованного пакета, запекание (сушку) под прессом и обработку (фрезерование, зачистку) после сушки 1.
Недостаток такого способа заключается в многообразии операций, требующих разнообразного оборудования, значительных затрат времени и применения дорогостоящих клеющих веществ. Качество реек, получаемых данным аюсобом, недостаточно высокое, так как при изготовлении и зксплуатащш обмоток нередко случается их расслоение, особенно отделение более широкой полосы (основания) от пакета узких полос (выступа) .
Известен и другой способ изготовления Т-образной рейки, при котором полосу электрокартона изгибают в нескольких местах параллельно оси, образуя 1-офры, и располагают образующие их
стенки под прямым углом. В результате этого получают желоб прямоугольного сечения, полость которого заполняют пакетом из полой электрокартона 2. Ошико и этот способ довольно трудоемок, содержит большое количество операций, заполнение полости желоба полосами создает неудобство при изготовлении обмоток. Механическая прочность рейки, изготовленной таким способом, не удовлетворяет предъявляемым к ней требованиям.
Известен также способ изготовления монолитных реек прямоугольного сечения из сравнительно толстых монолитных заготовок путем параллельного сквозного фрезерования несколькими фрезами, установленными с интервалами на общем валу 3.
Этот способ по технической сущности является более близким к описьшаемому. Недостаток его заключается в том, что для получения реек Т-образного сечения необходимы дополнительные операции и вспомогательные устройства.
По предлагаемому способу, с цепью сокращения трудоемкости процесса, заготовку фрезеруют одновременно с двух противоположных сторон на глубину, большую половины толщины заготовки со
смещением встречных пазов на толщину фрезы, П1«чем пара пазов, вьшолненных с одной стороны заготовки, охватывает пару встречных пазов.
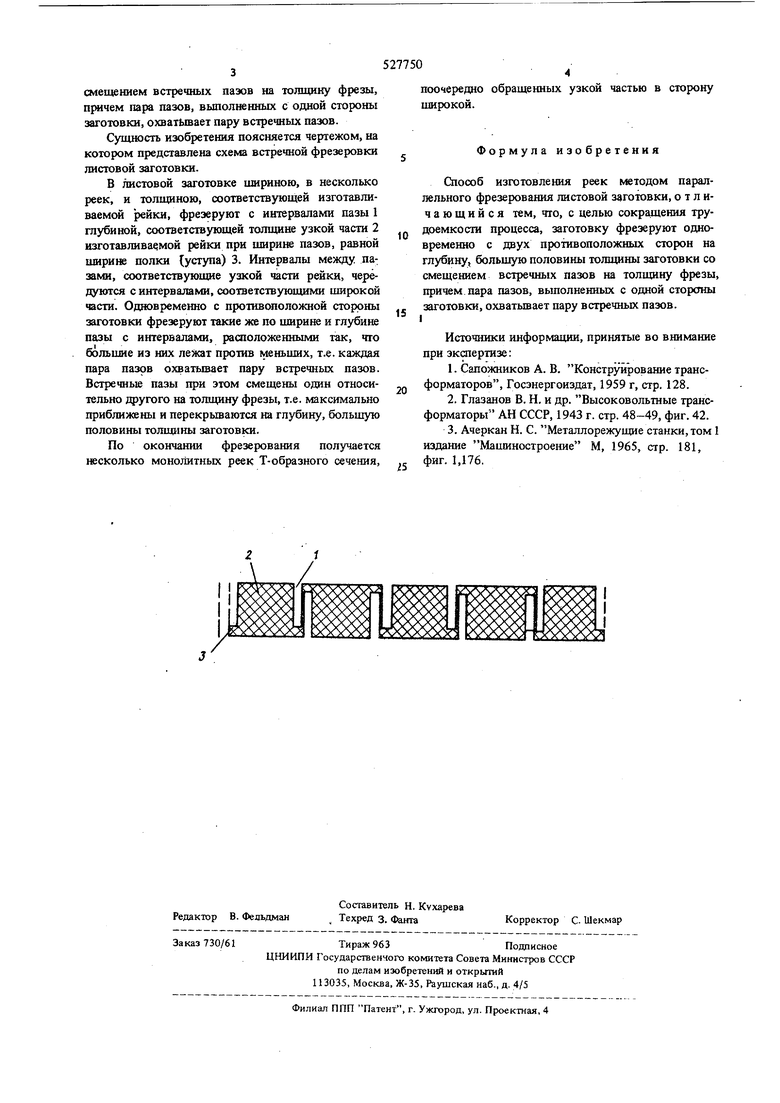
Сущность изобретения поясняется чертежом, на котором представлена схема встречной фрезеровки листовой заготовки.
В листовой заготовке шириною, в несколько реек, и толщиною, соответствующей изготавливаемой рейки, фрезеруют с интервалами пазы 1 глубиной, соответствующей толщине узкой части 2 изготавливаемой рейки при пшрине пазов, равной ширине полки (уступа) 3. Интервалы между па-; зами, соответствующие узкой части рейки, чередуются с интервалами, соответствующими широкой части. Одновременно с противсшоложной стороны заготовки фрезеруют такие же по ширине и глубине пазы с интервалами, расположенными так, чго большие из них лежат против меньших, т.е. каждая пара пазов охватьшает пару встречных пазов. Встречные пазы при этом смещены один относительно щ)угого на толщину фрезы, т.е. максимально приближены и перекрываются на глубину, большую половины толщины заготовки.
По окончании фрезерования получается несколько монолитных реек Т-образного сечения,
поочередно обращенных узкой частью в сторону широкой.
Формула изобретения
Способ изготовления реек методом параллельного фрезерования листовой заготовки, отличающийся тем, что, с целью сокращения трудоемкости процесса, заготовку фрезеруют одновременно с двух противоположных сторон на глубину, большую половины толщины заготовки со смещением встречных пазов на толщину фрезы, причем, пара пазов, вьшолненных с одной стороны заготовки, охватывает пару встречных пазов.
Источники информации, принятые во внимание при экспертизе:
1.Сапожников А. В. Конструирование трансформаторов, Госэнергоиздат, 1959 г, стр. 128.
2.Глазанов В. Н, и др. Высоковольтные трансформаторы АН СССР, 1943 г. стр. 48-49, фиг. 42.
3.Ачеркан Н. С. Металлорежущие станки, том 1 издание Машиностроение М, 1965, стр. 181, фиг. 1,176,
| название | год | авторы | номер документа |
|---|---|---|---|
| Рейка для обмоток индукционного аппарата | 1978 |
|
SU746753A1 |
| Обмотка индукционного аппарата | 1978 |
|
SU736188A1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Устройство для изготовления дистанционных реек индукционных аппаратов | 1984 |
|
SU1292053A1 |
| Устройство для изготовления т-образных изоляционных реек обмоток индукционных аппаратов | 1977 |
|
SU741690A1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| Рейка для обмоток индукционных устройств | 1984 |
|
SU1218834A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ | 2016 |
|
RU2645827C2 |
