(54) РЕЙКА ДЛЯ ОБМОТрК ИНДУКЦИОННОГО АППАРАТА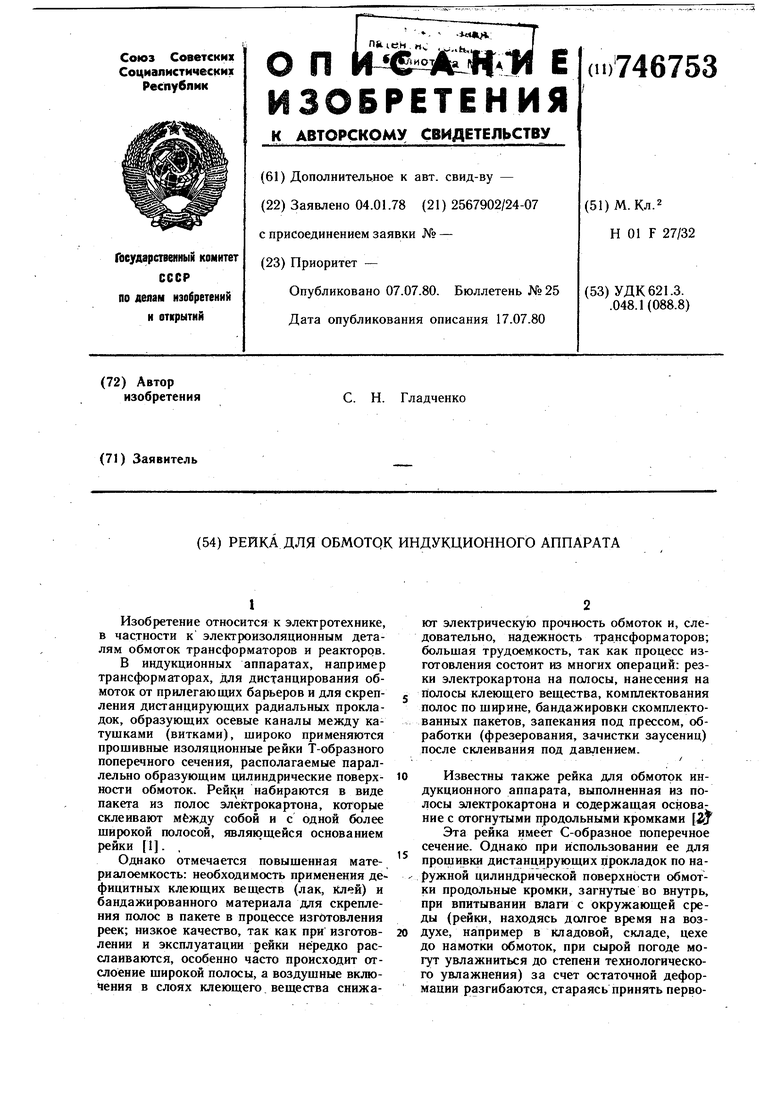
| название | год | авторы | номер документа |
|---|---|---|---|
| Обмотка индукционного аппарата | 1978 |
|
SU736188A1 |
| Обмотка индукционного устройства | 1982 |
|
SU1035651A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ИНДУКЦИОННОГО АППАРАТА | 1992 |
|
RU2047232C1 |
| Устройство для изготовления т-образных изоляционных реек обмоток индукционных аппаратов | 1977 |
|
SU741690A1 |
| Способ изготовления реек | 1974 |
|
SU527750A1 |
| Активная часть трансформатора | 1986 |
|
SU1372074A1 |
| Индукционное устройство высокого напряжения | 1984 |
|
SU1176394A1 |
| Рейка для обмоток индукционных устройств | 1984 |
|
SU1218834A1 |
| Электроиндукционный аппарат | 1980 |
|
SU943877A1 |
| Обмотка индукционного устройства | 1985 |
|
SU1422251A1 |
Изобретение относится к электротехнике, в частности к электроизоляционным деталям обмоток трансформаторов и реакторов. В индукционных аппаратах, например трансформаторах, для дистанцирования обмоток от прилегающих барьеров и для скрепления дистанцирующих радиальных прокладок, образующих осевые каналы между катушками (витками), широко применяются прошивные изоляционные рейки Т-образного поперечного сечения, располагаемые параллельно образующим цилиндрические поверхности обмоток. Рейкой набираются в виде пакета из полос электрокартона, которые склеивают между собой и с одной более широкой полосой, являк щейся основанием рейки 1. Однако отмечается повышенная материалоемкость: необходимость применения дефицитных клеющих веществ (лак, 101ей) и бандажированного материала для скрепления полос в пакете в процессе изготовления реек; низкое качество, так как при изготовлении и эксплуатации рейки н€fpeдкo расслаиваются, особенно часто происходит отслоение широкой полосы, а воздушные включения в слоях клеющего вещества снижаЮТ электрическую прочность обмоток и, следовательно, надежность трансформаторов; большая трудоемкость, так как процесс изготовления состоит из многих сшераций: резки электрокартона на полосы, нанесения на полосы клеющего вещества, комплектования полос по ширине, бандажировки скомплектованных пакетов, запекания под прессом, обработки (фрезерования, зачистки заусениц) после склеивания под давлением. Известны также рейка для обмоток индукционного аппарата, выполненная из полосы злектрокартона и содержащая основание с отогнутыми продольными кромками 2 Эта рейка имеет С-образное поперечное сечение. Однако при использовании ее для прошивки дистанцирующих прокладок по наружной цилиндрической поверхности обмотки продольные кромки, загнутые во внутрь, прн впитывании влаги с окружающей среды (рейки, находясь долгое время на воздухе, например в Кладовой, складе, цехе до намотки обмоток, при сырой погоде могут увлажииться до степени технологического увлажнения) за счет остаточной деформации разгибаются, стараясь принять перво .начальное положение (полосы), и, takHM образом, соскальзывают с выступов прокладок, затрудняя изготовление обмотки. То же самое происходит с рейками при нахождении обмотки в трансформаторном масле, ржимая ее механическую прочность. Целью изобретения является повышение надежности рейки.
Поставленная цель достигается тем, что в рейке для обмоток индукционного аппарата, выполненной из полосы электрокартона и содержащей основание с отогнутыми продольными кромками, основание рейки выполнено в виде сжатой петли, а продольные кромки отогнуты в противоположные стороны и расположены в плоскости, перпендикулярной основанию.
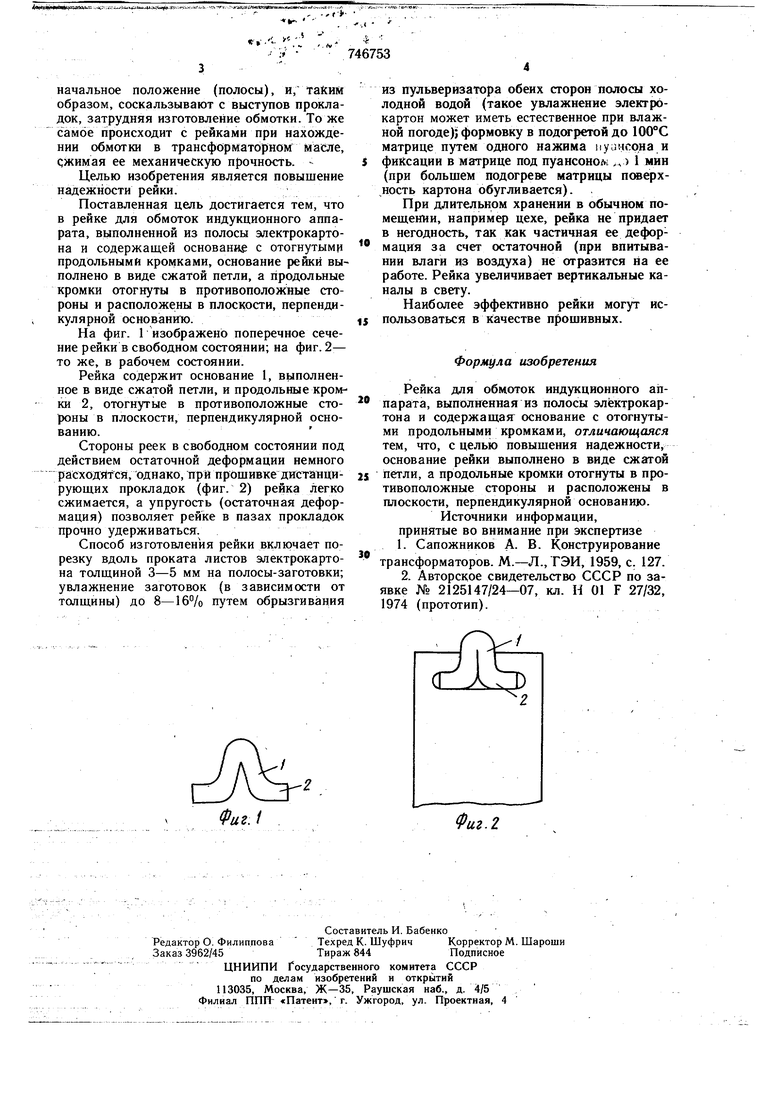
На фиг. 1 изображено поперечное сечение рейки в свободном состоянии; на фиг. 2 - то же, в рабочем состоянии.
Рейка содержит основание 1, выполненное в виде сжатой петли, и продольные кромки 2, отогнутые в противоположные стороны в плоскости, перпендикулярной основанию.
Стороны реек в свободном состоянии под действием остаточной деформации немного расходятся, однако, при прошивке дистанцирующих прокладок (фиг. 2) рейка легко сжимается, а упругость (остаточная деформация) позволяет рейке в пазах прокладок прочно удерживаться.
Способ изготовления рейки включает порезку вдоль проката листов электрокартона толщиной 3-5 мм на полосы-заготовки; увлажнение заготовок (в зависимости от толщины) до 8-16% путем обрызгивания
746753
из пульверизатора обеих сторон полосы холодной водой (такое увлажнение электрокартон может иметь естественное при влажной погоде); формовку в подогретой до 100°С матрице путем одного нажима иуиксона и
фиксации в матрице под пуансонол;,,) 1 мин (при большем подогреве матрицы псжерхность картона обугливается).
При длительном хранении в обычном помещении, например цехе, рейка не придает в негодность, так как частичная ее деформация за счет остаточной (при впитывании влаги из воздуха) не отразится на ее работе. Рейка увеличивает вертикальные каналы в свету.
Наиболее эффективно рейки могут использоваться в качестве прошивных.
Формула изобретения
Рейка для обмоток индукционного ап парата, выполненная из полосы электрокартона и содержащая основание с отогнутыми продольными кромками, отличающаяся тем, что, с целью повышения надежности, основание рейки выполнено в виде сжатой петли, а продольные кромки отогнуты в противоположные стороны и расположены в плоскости, перпендикулярной основанию.
Источники информации, принятые во внимание при экспертизе 1. Сапожников А. В. Конструирование
трансформаторов. М.-Л., ГЭИ, 1959, с. 127. 2. Авторское свидетельство СССР по заявке № 2125147/24-07, кл. Н 01 F 27/32, 1974 (прототип).
/
ае. /
иг.2
