fO
Изобретение относится к техноло- гическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение точности размеров изготавливаемых реек.
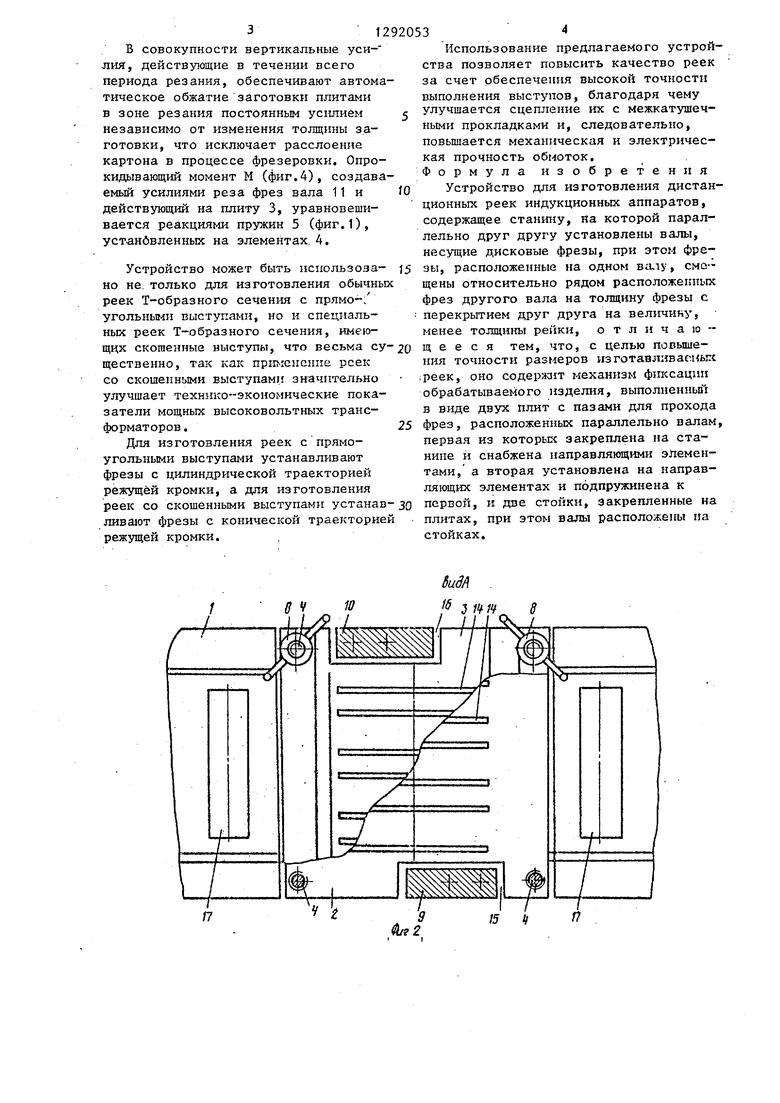
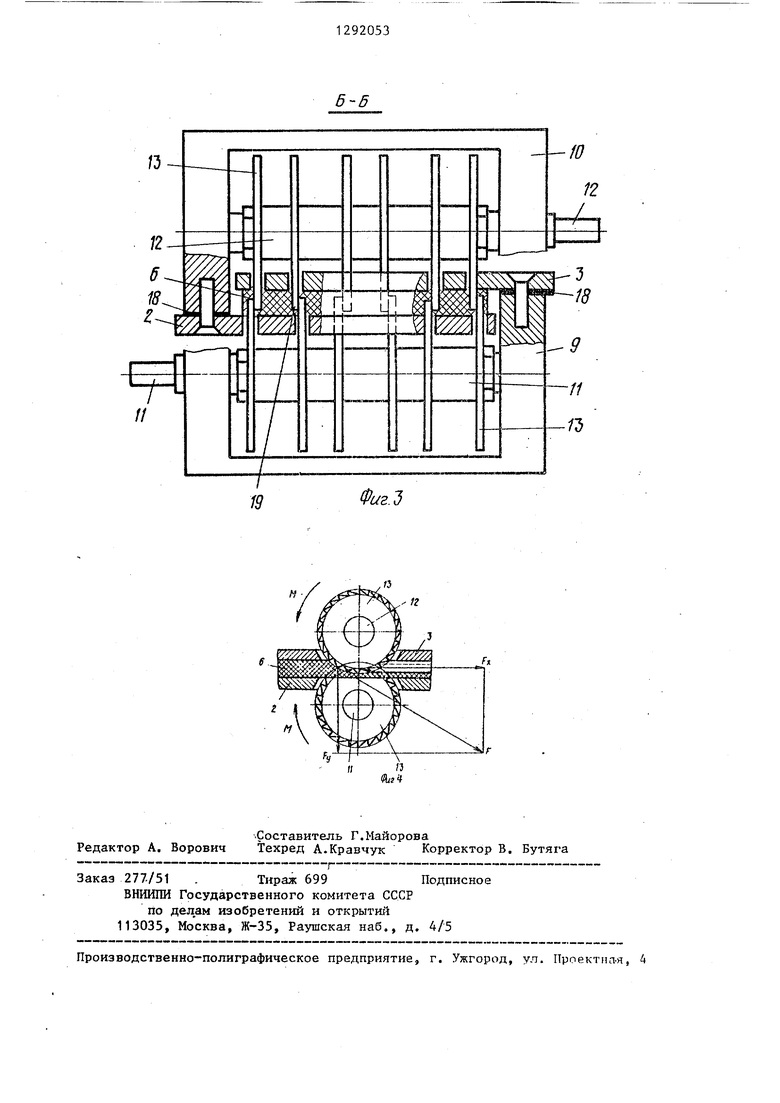
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1, без валов и фрез, на фиг.З - разрез Б-Б на фиг.1} на фиг.4 - зона резания (фрезеровки) продольньш разрез.
Устройство содержит станину 1 , смрнтированньш на ней механизм для фиксации обрабатываемого изделия в виде двух параллельно установленных , , одна над другой опорных плит 2 и 3. Первая опорная плита 2 жестко закреплена на станине 1, вторая 3 - подвиж- ная.
Для предотвращения продольного или поперечного смещения подвижной плиты относительно неподвижной последняя снабжена направляющими элементами 4 с регулируемой высотой.
Для удержания плиты 3 в упругопод- вешенном состоянии на каждом элементе 4 под плитой 3 и над нею,установлены пружины 5. Для регулировки высоты элемента 4 и, естественно, зазора между плитами на толщину заготовки 6 предусмотрены рукоятки 7, а для регулировки упругой сллы пружин 5 служат рукоятки 8.
Со стороны наружных плоскостей плит на вертикальных стенках П-образ- ных стоек 9 и 10 смонтированы валы 11 и 12 с набором дисковых фрез 13. Валы установлены с возможностью встречного вращения от соответствующих приводов . (не показаны), а фрезы, расположенные на одном валу, смещены относительно рядом расположенных фрез другого вала на толщину фрезы с перекрытием друг
закреплена на неподвижной плите 2 и установлена с зазором относительно кромок подвижной плиты 3, для чего в последней выполнены вырезы 16. Для направленной продольной подачи заготовки б на станине 1 установлены пары валков 17.
Для изменения толщины выступов рейки предусмотрены прокладки 18 под стойки 9 и 10.
Устройствоработает следующим образом.
Заготовку 6 (фиг.1) подают в валки 17, из которых она поступает в зо- ну резания (фрезеровки) между плитами 2 и 3, захватьшается режущими кромками фрез 13, направление вращения которых (фиг. 4) , совпадает с напр1ав- лением подачи заготовок. Усилия резания Г направлены по касательной к траектории зубьев фрезы и образуют некоторый острьш угол по отношению к направлению подачи. Горизонтальная составляющая усилия резания Г, тянущая заготовку в направлении подачи, компенсируется тормозящими усилиями механиз-ма валковой подачи.
Вертикальная составляющая усилия резания Г фрезами вала 12 плотно прижимает заготовку 6 к плоскости пдиты 2 (фиг.З и 4), что обеспечивает строго постоянную толщину выступов 19 (фиг.З) изготавливаемых реек, прилегающих широкой плоскостью к 35 плите 2, при изменении (отклонении) в толщине заготовки в пределах допусков автоматически изменяется только глубина резания на величину указанных допусков, вследствие чего изменяется на эту же величину толщина узкой части рейки, что является несущественным. Толщина же выступов 19 при этом остается постоянной, что обеспечивает достилсение поставлен- 45 ной цели. Аналогичным образом уси25
30
40
друга на величину менее толщины рейки. ия резания, создаваемые фрезами ва, ла 11, прижимают заготовку к плите 3
Б плитах 2 и 3 выполнены сквозные в течение всего периода резания.
Подвижная плита 3, плотно прилегаю- 50 щая к заготовке, непрерывно следит за изменением толщины заготовки, приближаясь к плите 2 или удаляясь от нее на величину допусков. А так как стойка 9 с валом 11, закреплена зазором относительно кромок неподвиж- 55 плите 3, то происходит изменение ной плиты 2, для чего в последней вы- глубины резания на величину допусков полнены вырезы 15. П-образная стойка с сохранением заданной толщины высту- 10, на которой смонтирован вал 12, пов реек, своей широкой плоскостью со стороны подвижной плиты 3 жестко плотно прилегающих к плите 3.
пазы 14 для прохода режущих кромок фрез к заготовке 6.
П-образная стойка 9, на которой смонтированы вал 11, со стороны неподвижной плиты 2 жестко закреплена на подвижной плите 3 и установлена с
закреплена на неподвижной плите 2 и установлена с зазором относительно кромок подвижной плиты 3, для чего в последней выполнены вырезы 16. Для направленной продольной подачи заготовки б на станине 1 установлены пары валков 17.
Для изменения толщины выступов рейки предусмотрены прокладки 18 под стойки 9 и 10.
Устройствоработает следующим образом.
Заготовку 6 (фиг.1) подают в валки 17, из которых она поступает в зо- ну резания (фрезеровки) между плитами 2 и 3, захватьшается режущими кромками фрез 13, направление вращения которых (фиг. 4) , совпадает с напр1ав- лением подачи заготовок. Усилия резания Г направлены по касательной к траектории зубьев фрезы и образуют некоторый острьш угол по отношению к направлению подачи. Горизонтальная составляющая усилия резания Г, тянущая заготовку в направлении подачи, компенсируется тормозящими усилиями механиз-ма валковой подачи.
Вертикальная составляющая усилия резания Г фрезами вала 12 плотно прижимает заготовку 6 к плоскости пдиты 2 (фиг.З и 4), что обеспечивает строго постоянную толщину выступов 19 (фиг.З) изготавливаемых реек, прилегающих широкой плоскостью к 5 плите 2, при изменении (отклонении) в толщине заготовки в пределах допусков автоматически изменяется только глубина резания на величину указанных допусков, вследствие чего изменяется на эту же величину толщина узкой части рейки, что является несущественным. Толщина же выступов 19 при этом остается постоянной, что обеспечивает достилсение поставлен- 5 ной цели. Аналогичным образом уси5
0
0
В совокупности вертикальные уси- ЛИЯ, действующие в течении всего периода резания, обеспечивают автоматическое обжатие заготовки плитами в зоне резания постоянным усипием независимо от изменения толщины закартона в процессе фрезеровки. Опрокидывающий момент М (фиг,4), создаваемый усилиями реза фрез вала 11 и действующий на плиту 3, уравновешивается реакциями пружин 5 (фиг.1), устанйвленных на элементах. 4,
Устройство может быть использоза- но не. только для изготовления обычны реек Т-образного сечения с прямо-: угольными выступами, но и специальных реек Т-образного сечения, имею- щцх скошенные выступы, что весьма су щественно, так как применение реек со скошенными выступами значительно улучшает технико-экономические показатели мощных высоковольтных трансформаторов .
Для изготовления реек с прямоугольными выступами устанавливают фрезы с цилиндрической траекторией режущей кромки, а для изготовления
реек со скошенными выступами устанав-зо первой, и две стойки, закрепленные на
ливают фрезы с конической траекторией режущей кромки.
5 0
Использование предлагаемого устройства позволяет повысить качество реек за счет обеспечения высокой точности выполнения выступов, благодаря чему улучшается сцепление их с межкатушечными прокладками и, следовательно, повьшается механическая и электрическая прочность обмоток. Формула изобретения
O Устройство для изготовления дистанционных реек индукционных аппаратов, содержащее станину, на которой параллельно друг другу установлены валы, несущие дисковые фрезы, при этом фрезы, расположенные на одном , смещены относительно рядом расположенных фрез другого вала на толщину фрезы с перекрытием друг друга на величину, менее толщины рейки, отличающееся тем, что, с целью повьше- ния точности размеров изготавлнвае-.иьк
;реек, оно содержит механизм фиксации обрабатываемого изделия, выполненньш в виде двух плит с пазами для прохода
5 фрез, расположенных параллельно валам, первая из которых закреплена на станине и снабжена направляющими элементами, а вторая установлена на направляющих элементах и подпружинена к
плитах, при этом валы расположены па стойках.
17
ыл .
dnit 8 / / / К /
2
П
Фиг.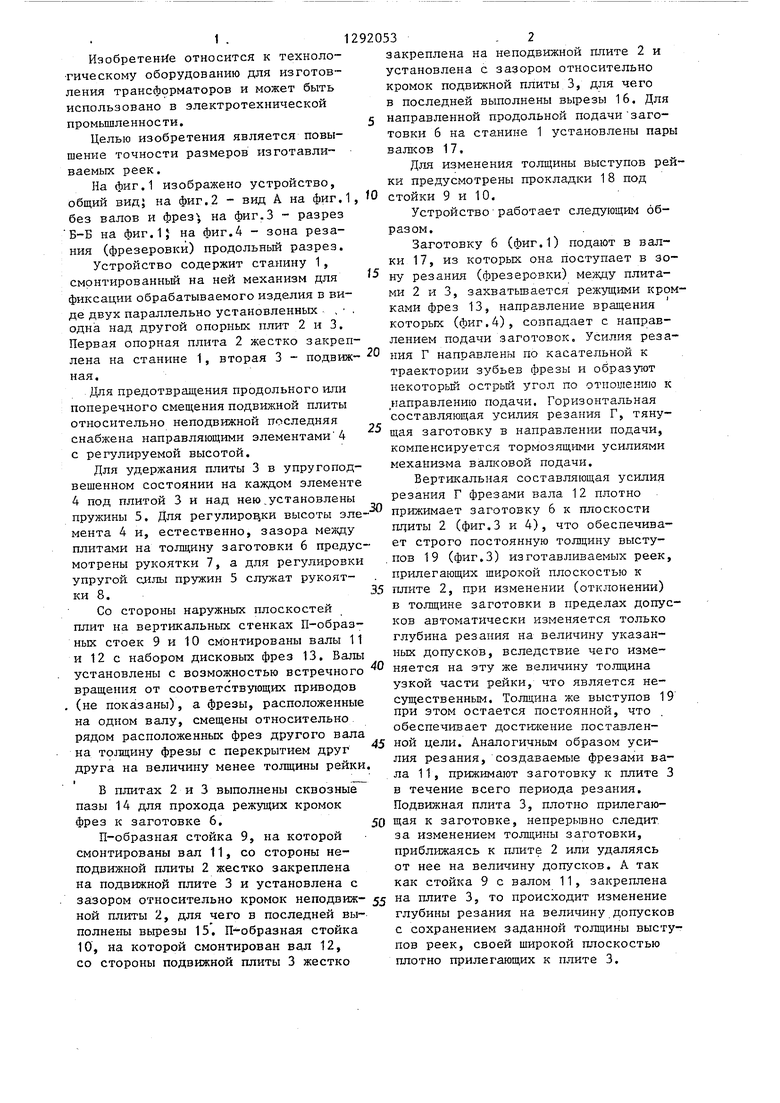
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления трапецеидальных дистанционных реек индукционных аппаратов | 1990 |
|
SU1742874A2 |
| Станок для снятия фасок на фасонных концах деревянных заготовок | 1987 |
|
SU1470502A1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической про- мьшленности. Целью изобретения являБ. ется повышение точности размеров из- готавливаемьк реек. Заготовку 6 подают в валки 17, из которых она поступает в зону резания между плитами 2 и 3, захватьшается режущими кромками фрез 13, направление вращения которых совпадает с направлением подачи заготовки. Усилие резания, создаваемое фрезаг-п1 валов, прижимает заготовку к плитам 2 и 3 в течение всего периода резания. Подвижная плита 3, плотно прилегающая к заготовке, непрерывно следит за изменением толщины заготовки, приближаясь к плите 2 или удаляясь от нее на величину допусков. Так как стойка 9 с валом 11 закреплена на плите 3, то происходит изменение глубины резания на величину допусков с сохранением заданной толщины выступов реек, своей пирокой плоскостью плотно прилегающих к плите 3. 4 Ил. А ш S К) Г7 О5 unJi.
и
Редактор А. Ворович
-Составитель Г.Майорова
Техред А.Кравчук Корректор В. Бутяга
Заказ 277./51 . Тираж 699 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектиа-я, 4
| Способ изготовления реек | 1974 |
|
SU527750A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
