1
Изобретение относится к механосборочному производству и может быть использовано при изготовлении твердосплавных буровых коронок.
Известно устройство для изготовления буровых коронок, содержащее установленный на основании корпус с посадочным гнездом под коронку, выполнепньш в виде упругого разрезною кольца, и размещенную в корпусе с возможностью радиального смещения центрирующую шайбу, а также механизм поворота корпуса с собираемой коронкой для последовательной зачеканки резцов и приводной рабочий инструмент.
Цель изобретения - повышение производительности и обеспечение повыщения точности формования резцовой части.
Это достигается за счет того, что рабочий инструмент выполнен в виде съемной разрезной втулки с профилированной торцовой поверхностью, соответствующей профилю торцовой П(5верхиостн державки собираемой коронки.
Для повышения износостойкости инст тумеша на профигафовашюй поверхности инс1румеита могут быть ycTaHOBJietibi гтзсрдосилавные ujuictniibi.
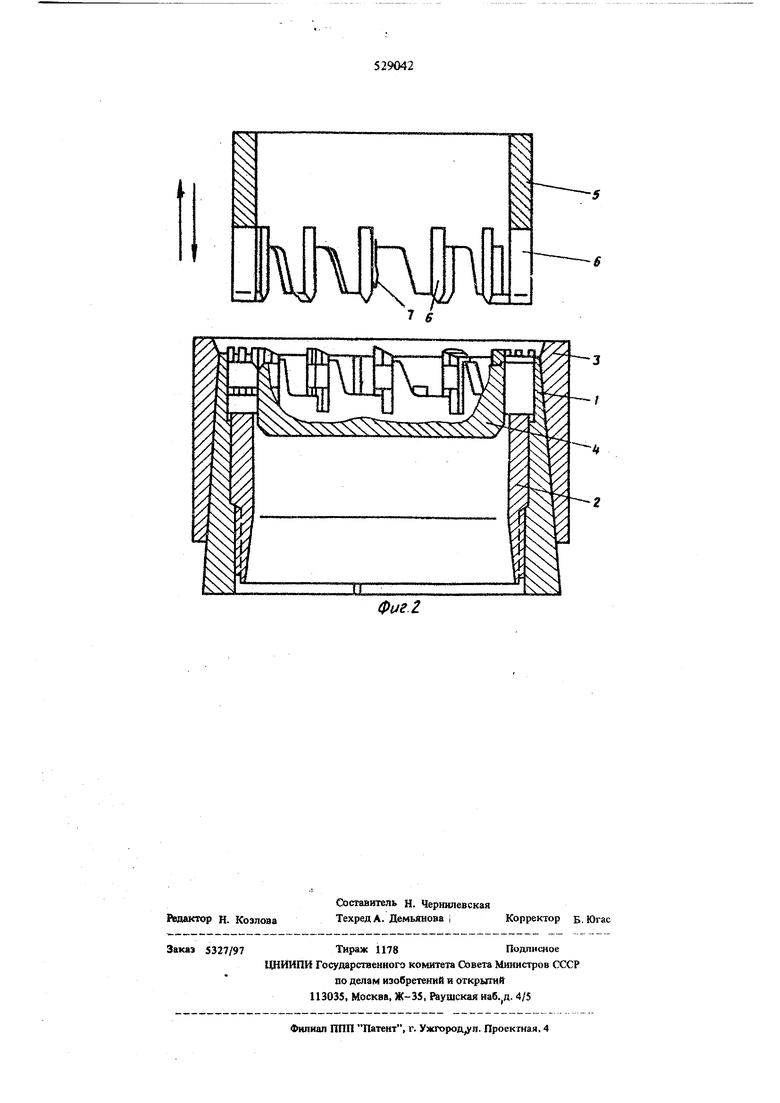
На фиг. 1 изображено ycipciirioo для (Коронок с резцами: на фиг. /. м лег, л,лн сГкчжк
iKOpoHOK с резцами, сгруппированными в определенные вставки,
Устройство содержит корпус 1 для установки державки собираемой коронки 2. Корпус выполнен :в виде разрезного упругого кольца, имеющего к:онусную наружную поверхность и ступенчатую внутреннюю, нижняя часть которой соответствует в |зажатом состоянии резьбовому участку коронки 2, средняя - ее щшиндрическому участку, а верхняя ;Проточка| - наружному диаметру резцовой части I коронки, т.е. углублена на вел1-тчину требуемого 1радиального вылета резцов из державки. Для зажима разрезного кольца 1 имеется конусная оправа 3 с сопряженным конусным отверстием.
В корпусе размещена съемная шайба 4, имеющая наружный Д1саметр, соответствующга внутреннему диаметру резцовой части собираемой коронки. Для caмoцeнтpиpoвa wя и удержания на дне впадин между ззбкам 1 державки коронки 2 шайба снабжена радиальными равномерно расположенными выступами,
Дчя обес1 еме 1ия запрессовки всех резцов или нстаноь: в гнезда лсржавки коронки 2 усгройстпо ги: ожеио cbCMiii.iM рабочим инструментом 5, выrKviHciiifbiM W виде съомнсч pa,ieTiioft втулки с
профилированной торцовой поверхностью, соответствующей профилю 1Х)рцовой поверхности державки собираемой коронки, При этом рабочий raicipyмент снабжен твердосЕлавньгми пластинами 6, равномерно ; расположенны№1 ЕО рабочему профилированному торцу на зубках.
Каждый зубок инструмента 5, соответствует по, ширине впадине между резцалш, но не должен доходить в конце запрессовки до ее дка примерно на| одну треть глубины. Боковые рабочие новерхностн зубков щютрумента также усилены твердосплавными нластинами 6. При этом зубки инструмента 5 по шагу соответствуют Eiary зубков собираемой коронки. Для возможности компенсировашш некоторых погрешностей шага зубков коронки корпус инструмента 5 вьшолнен разрезным так, что в момент запрессовки он может несколько гаменять р 5аметр за счет приспосабливания к профилю торца державки коронки, По-реншостн шага зубков державки KopoiiKH могуг иметь место при поочередной пробивке каждой впадины на штампе, при этом погрешность .либо набегает к последнему зубку, либо отстает в оби.,ей сумме на 0,5-1,5 мм.
При запрессовке вставок с резцами в коронках, например СА1, САЗ по ГОСТ 11108-70, каждый зубок инструмента оспапюн но передней грани сплошной твердосплавной пластиной 6 с заострагным концом, при зтом для предотаращенил спучаев дробления резцов перед нерещюй гранью этих luiticт..н смонтирован амортизатор 7, например, в В1эде
ИЗОП1уТОЙ Пру71СИШ 1.
Устройство предназначено преиму-ществепно для использования в поточной лишш сборки короSiOK.
В качестве силового привода рабочего гшструмента может быть использован стан дар п-1ыГ| прчгсс.
Устройство работает следукл.цим образом.
Державку собираемой коронки 2 устанавливают в корпус 1, внутри его располагают шайбу 4 и осуществляют свободную посадку всех резцов шш:вставок ; в пазы державки, которые выполнень с гарантированным зазором. Для попеременного поджатия резцов к опорным поверхностям корпуса 1 или шайбы 4 ( по наружному и внутреннему .диаметрам резцовой части) в коронки с парными резцами, pacnonoH eHHbiMj непосредственно в пазах каждого зубка, вставляют упругие тсх1юлогические вкладыши 8. Для коронок, у которьих резщ.1 сгруппированы в определенные вставки, необходимосл
а этт« вкладышах нет и боковые грани каждой всгавки могут непосредственно контактировать с огранйчительныл-ш доверхностями - проточкой корпуса 1 и наружной щшиндрической частью шайбы 4.
g После пр«дпарнтеШ)Ной свободной посадки резцов в пазы державки коронки осуществляют зажим корпуса 1 конусной оправой 3, при этом происходит плотный охват резьбовой и цилиндрической частей кор iisyca с одновременным самоцентрированием шайбы
10 4 и размерным формованием резцовой части в образовавшемся кольцевом пазу. При необходимости может быть осуществлена дополнительная подаравка всех резцов по горцу с помощью общгй для них плоской или профилированной шайбы, а так-.
jg же с помощью наж11ма на них резиновым диском (на чертежах не показан).
В кольцевой паз собранного таким образом устройства аставляют инорумент 5 и вводят в рабочуао зону пресса. Под дейстоием передаваемых
ijg на инструмент 5 усщвш пресса либо одновременно
суисиваются верхние участки всех пазов ; парными
резцаьж из-за воздействия па зубки державки коpoiHCH клинообразными зубками инстругиента, либо
острие твердосплавных пластин 6 внедряется перед
5 переданей гранью каждой вставки с резцами, т.е. одновременно ртзмерно фкиксируются все собираемые детали перед пайкой.
Ф о р Л4 у л а изобретения
. Устройство для сборки буровых коронок, со-. ержащее установленный на ocHOBaiuoi корпус с посадочным гнездом под коронку, выполненный в виде
упругого разрезного кольца; и размешенную в корпусе с вoз юиa ocтью радиального смешения центрирующую шайбу, а также приводной рабочий инструмент, отличающееся тег, что, с целью повышения производлпельности и обеспечения понышения точности формования резцовой части, рабочий инcтpy aeнт вьпюлиен в виде съемной разрезной втулки с профилированнсй торцовой поверхностью, соответствующей профилю торцовой поверхности державки собираемой коронки.
2. Устройство по п. т л и ч а ю щ е е с я тем, j что, с цеглю повыше1шя износостойкости, рабочий 4пютрумент снабжен твердосплавными пластинами, ycxaHOBneuHbstviH на его профи:шрованной поверхности.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки буровых коронок | 1974 |
|
SU516500A1 |
| Установка для сборки твердосплавных буровых коронок | 1980 |
|
SU919851A1 |
| Устройство для сборки буровых коронок под пайку | 1973 |
|
SU504627A1 |
| Устройство для сборки деталей | 1972 |
|
SU448930A1 |
| КОРОНКА БУРИЛЬНАЯ | 2006 |
|
RU2338865C2 |
| Устройство для сборки деталей | 1973 |
|
SU461825A1 |
| МНОГОЯРУСНАЯ БУРОВАЯ КОРОНКА | 2012 |
|
RU2515354C2 |
| БУРОВОЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2415249C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ РЕЗЦОВ К КОРПУСУ БУРОВЫХ КОРОНОК | 2012 |
|
RU2510449C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО | 2007 |
|
RU2355864C2 |