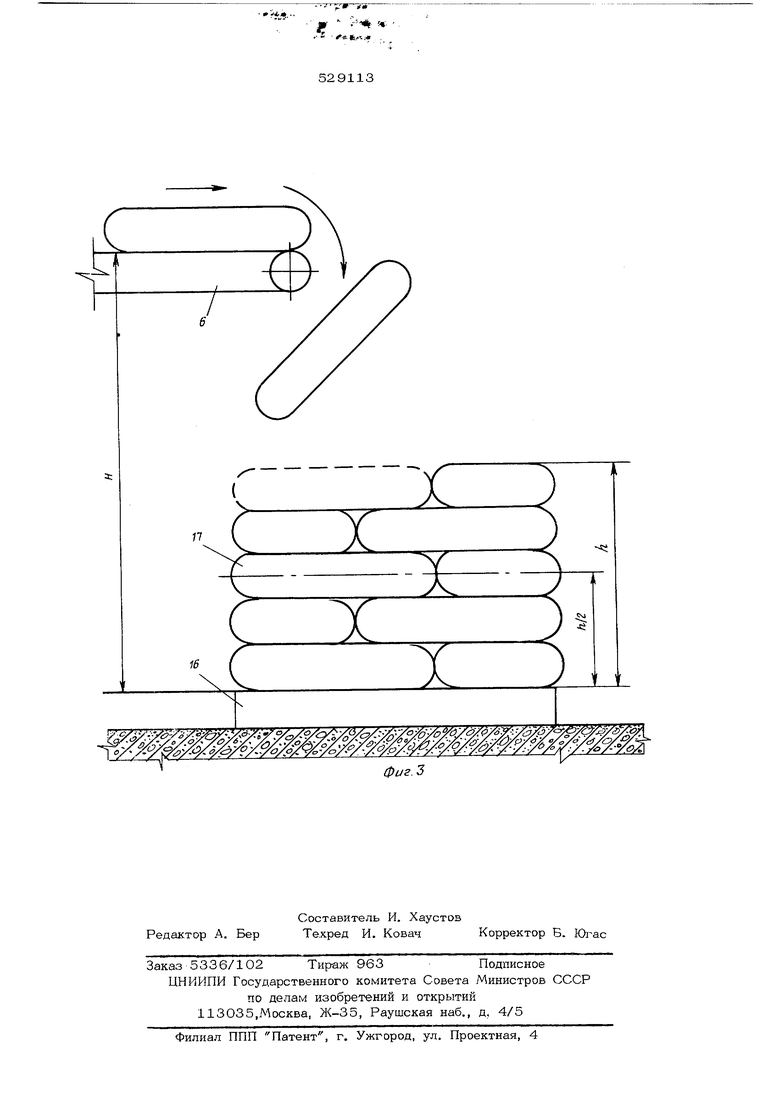
MoQT 13 и тележка 15 снабжены механизмами передвижения, которые действуют по заданной программе. Устройство снабжено системой автоматического управления и действует следую- щим образом. Заполненные мешки поступают с равномерными интервалами из упаковочного отделения предприятия по стационарному конвейеру 1. Сбрасывающий щит 2 в сочетании с отклоняющим барабаном 3 и передаточным роликом 4 поворачивают и переме щают мешки на питающий конвейер 5, pac полагая их продольно относительно оси этог конвейера. С питающего конвейера 5 мешки поступают на подающий транспортер 6 продольной укладки. Сужающиеся направляющие борть 7 этого транспортера придают мещкам правильное положение на ленте. В исх ном положении распределительного механизма промежуточный транспортер 8 опуще при помощи специального устройства и пер вый мещок пакета падает на поддон, расположенный на устройстве 16. После этого мост 13 занимает положение, необходимое для укладки второго мешка рядом с первым Затем промежуточный транспортер 8 занимает верхнее положение и следующий мешок через него я козырек 11 поступает на лен;-у транспортера 10 поперечной укладки.. Отклоняющий барабан 9 и борт-огранкгитель 12 обеспечивает необходимое про дольное полоч;ение мешка на транспортере 10. --о время Ддвкжекия мешка по промежу точному транспортеру 8 и транспортеру 10 происх.олкт перемещение моста 13 в по.ложение, необходимое для правильной укладки мегака с транспортера 10 поперечной , кладки г, пакет 17. Таким образом форми руется тройником первый ряд пакета. Для укладки мешков во второй ряд пакета с поревязкой тележка 15 с распределительным механизмом перемещается по мосту 13 на необходимое расстояние в направлении к подающему конвейеру 1. Первый мешок второго ряда пакета 17 ;.:адает поперечно на два мешка первого ряда пакета. После этого распределительный механизм путем передвижения моста 13 и тележки 15 перемещается в положения, необходимые для укладки двух продольньж лежащих мешков второго ряда. Примежуточный транспортер 8 предваритель но автоматически занимает нижнее положение, образуя зазор, через который мешки поступают с транспортера 6 продольной укладки. Третий и пятый ряды пакета укладывают в том же положении, что и первый ряд пакета, а четвертый ряд - аналогично укладке второго ряда. Устройство для пакетирования согласно изобретению основано на способе формирования пакетов путем сбрасывания мешков с определенной высоты (фиг. 3). Поступающий по транспортеру 6 продольной укладки или транспортеру 10 поперечной укладки мешок, проходя через концевой барабан, начинает поворачиваться в вертикальной плоскости. В процессе падения мешок поворачивается на угол, в среднем около 180 и падает на поддон или на мешок в пакете 17 обратной стороной по сравнению с.положением мешка на лентах транспортеров 6 и 10. При падении на поддон угол поворота мешка несколько превышает 180 , а при падении в верхний ряд пакета - меньше 180 . Плотной укладке способствуют динамические факторы, проявляюищеся при ударе в момент укладки. Высота падения мешков в пакет, при которой мешок поворачивается в воздухе на угол 180 , зависит от угловой скорости поворота мешка при сходе его с концевого барабана транспортера и от коэффициента трения мешка о ленту транспортера. Эта зависимость выражается следующими формулами; с Н 2ш .i UJ -Jгде Н - высота расположения транспортеров распределительного механизма над верхней плоскостью поддона, м: О) - угловая скорость вращения концевого барабана транспортера; СГ - ускорение свободного падения, ,2. 1 - высота сформированного пакета, м; сС 1Г-арс-Ь2-/ ;, ii - коэффициент трения мещка о ленту транспортера. f - радиус концевых барабанов транспортеров формирующего устройства, м, Экспериментально установлено, что описанным устройством можно сформировать пакет высотой максимально 0,1-1,1 м (5-6 рядов мешков каждый массой 50 кг, масса пакета 760-900 кг), что соответствует грузоподъемности электропогрузчиков, широко применяемых в промышленноси.
Формула изобретения
Устройство для пакетирования изделий, например мешков с сыпучим материалом, содержащее подающий и приемный транспортеры для изделий, расположенные во взаимно перпендикулярном направлении, и поворотный в вертикальной плоскости промежуточный транспортер, отличающееся тем, что, с целью обеспечения укладки изделий в стопу со взаимным их поворотом на 90 в слое, подающий и приемный транспортеры для изделий установлены с возможностью взанмного продольного возвратно-поступательного пере.мешения.
Источники информации, принятые во внимание при экспертизе:
1. Патент ФРГ №1965113, . Кл. В 65 О 57/10 от 27,12.69 (прототип).
2
/7
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |
| Машина для формирования из стандартных грузов, например мешков, пакетов-штабелей | 1957 |
|
SU116824A1 |
| Устройство для укладки в пакеты тройником с перевязкой наполненных бумажных мешков | 1960 |
|
SU130845A1 |
| Устройство для формирования пакета штучных продольных изделий тройником вперевязку | 1987 |
|
SU1615097A1 |
| Машина для формирования пакетов, например из мешков с цементом | 1959 |
|
SU125512A1 |
| Установка для укладки в пакет с перевязкой штучных грузов | 1960 |
|
SU137057A1 |
| Погрузочная машина для штабелирования в железнодорожных вагонах загруженных мешков | 1958 |
|
SU116200A1 |
| Манипулятор | 1976 |
|
SU538957A1 |
| Устройство для автоматичееской гравитационной укладки в пакет мешочных грузов | 1958 |
|
SU122074A1 |
| Устройство для пакетирования предметов | 1979 |
|
SU861176A1 |
Т
« I
10
щ
Ч
Фаг. 2
jr J
«J - -a, jfej.- ;
529113
фаг.З
