Производительность прокатных станов, особенно непрерывно-заготовочных, лимитируется в настоящее время летучими ножницами, назначение которых заключается в том, чтобы разрезать выходящий из последней клети готовый прокатанный металл во время движения со скоростью, соответствующей скорости выхода металла из последней клети. Так, например, установленные на Магнитогорском заводе ножницы типа Эдвардса позволяют резать металл, в зависимости от сечения его, со скоростью от 1 до  м, между тем, как скорость прокатки в последней клети могла бы быть значительно выше. Для того, чтобы обеспечить полную производительность стана, а также длины отрезаемых кусков, к ножницам должны быть предъявлены следующие требования:
м, между тем, как скорость прокатки в последней клети могла бы быть значительно выше. Для того, чтобы обеспечить полную производительность стана, а также длины отрезаемых кусков, к ножницам должны быть предъявлены следующие требования:
1) ножницы должны резать заготовку размеров от 100×100 до 40×40, движущуюся со скоростью соответственно от 1,2 м до 7,5 м в секунду;
2) минимальная длина отрезаемого куска должна быть для крупных сечений около 2 м, для мелких сечений - 4 м и максимальная длина - около 12 м; 3) ножницы должны резать все промежуточные размеры между 2 и 12 м с интервалами не более 150 мм.
Высоким скоростям при резе и большому количеству резов в минуту удовлетворительно отвечают ротационные ножницы, применяемые успешно для резки тонкого материала.
Для резки на ротационных ножницах заготовок квадратного или круглого сечения, вследствие сравнительно большой толщины разрезаемого металла по отношению к радиусу барабана, на котором закреплены ножи, окружная скорость барабана во время реза должна быть различной и приблизительно равной скорости разрезаемой полосы, деленной на косинус угла α отклонения кривошипа от вертикали; ножи во время реза должны стоять перпендикулярно к разрезаемой полосе во всех положениях кривошипа; ножницы должны резать заготовку на куски любой устанавливаемой длины или за каждый оборот или же каждый второй или третий оборот; длина отрезаемых кусков определяется по скорости перемещения разрезаемой полосы, деленной на число оборотов кривошипов в секунду и умноженной на число пропусков реза плюс единица.
Предлагаемые летучие вращающиеся ножницы имеют целью удовлетворить указанным выше условиям.
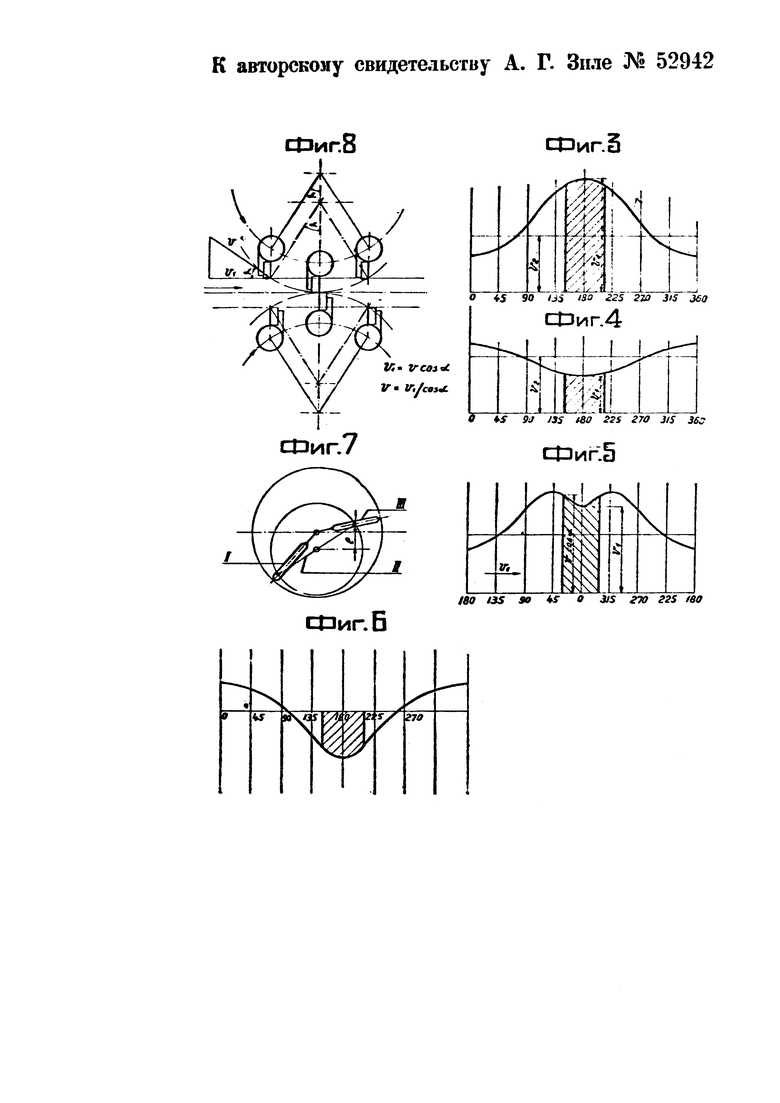
На схематическом чертеже фиг. 1 изображает вид ножниц сбоку; фиг. 2 - вид их сверху; фиг. 3, 4, 5, 6 - диаграммы скоростей; фиг. 7 - схему ведущей и ведомой планшайб и фиг. 8 - схему положения ножниц при резе.
Режущая часть ножниц состоит из двух ножей 1 (фиг. 1), которые обнимают цапфы двух коленчатых валов 2, расположенных один над другим и соединенных между собою шестернями 3, благодаря которым коленчатые, валы вращаются с одинаковой скоростью - один в одну, другой в другую сторону.
Втулка каждого из ножей 1 снабжена хвостовиком 4, соединенным при посредстве тяги 5 с одним из концов рычага 6, другой конец которого может вращаться около центра кривошипного вала 2. Концы рычагов 6 двух одинаковых систем рычагов верхнего и нижнего ножей шарнирно соединены между собою при помощи тяги 7, а при помощи тяги 8, рычага 9 и шатуна 10 обе эти системы ножей соединены с кривошипом 11, который при своем вращении приводит ножи в качательное движение.
Таким образом, в одной из мертвых точек кривошипа 11 ножи находятся друг против друга и производят рез, по мере же вращения кривошипа 11 ножи принимают переменное наклонное положение, вследствие чего они выключаются из действия.
Если число оборотов кривошипа 11 одинаково с числом оборотов коленчатых валов 2 или же если кривошип закреплен в мертвой точке, при которой происходит рез, полоса разрезается при каждом обороте валов 2; если же кривошип 11 делает  или
или  оборота в то время, как коленчатый вал 2 делает один полный оборот, рез происходит только на втором или третьем обороте. При этом колено коленчатого вала 2, хвостовик 4 и тяга 5 образуют шарнирную систему, обеспечивающую, при прохождении кривошипа 2 области реза, почти перпендикулярное к разрезаемой полосе положение ножей.
оборота в то время, как коленчатый вал 2 делает один полный оборот, рез происходит только на втором или третьем обороте. При этом колено коленчатого вала 2, хвостовик 4 и тяга 5 образуют шарнирную систему, обеспечивающую, при прохождении кривошипа 2 области реза, почти перпендикулярное к разрезаемой полосе положение ножей.
Число резов ножниц равняется числу оборотов коленчатого вала 2 или половине числа оборотов (при выключении ножей из действия через один оборот) или одной трети числа оборотов (при двух выключениях ножей). Соответственно с этим длина L отрезаемого куска равняется

где L - длина в метрах; υ - скорость прокатки в метрах в минуту, n - число оборотов в минуту, а - количество выключений. Таким образом, любой длине при данной скорости прокатки соответствует определенное число оборотов коленчатых валов 2.
Это условие выполнимо только в том случае, если скорость ножей при резе будет соответствовать скорости разрезаемой полосы, что исключает возможность резать любую длину при постоянной окружной скорости ножей и постоянной скорости разрезаемой полосы.
Поэтому скорость вращения кривошипов не может быть равномерной за оборот, а должна после реза или увеличиваться, если требуется резать короткие куски, или уменьшаться, если режутся длинные куски (фиг. 3 и 4).
На приведенных диаграммах V1 обозначает скорость полосы, V2 - среднюю окружную скорость. Такое изменение скорости вращения кривошипа достигается в листовых ножницах (фирмы Юнайтед) двухкривошипным механизмом (фиг. 7) состоящим из равномерно вращающейся ведущей планшайбы I с кулисой, двухколенчатого вала II с переменным эксцентриситетом е и ведомой планшайбы III; камень одного колена скользит в кулисе ведущей планшайбы I, камень же второго колена скользит в кулисе ведомой планшайбы III, которая вращается с неравномерной скоростью.
Путем изменения эксцентриситета можно получить необходимую скорость, соответствующую в одной точке скорости полосы при определяющем длину реза числе оборотов ножей.
В тех случах, когда толщина разрезаемой полосы невелика, и рез происходит на незначительном угле поворота кривошипа, это устройство работает вполне удовлетворительно, и вопрос получения произвольной длины разрешается регулировкой числа оборотов ножниц и эксцентриситета двухколенного кривошипа.
Для толстой же заготовки этот процесс непосредственно неприменим, а требуется, чтобы окружная скорость ножей, за время их прохождения через металл, равнялась или была близкой к скорости разрезаемой полосы, деленной на cosα (фиг. 8). Поэтому диаграмма окружных скоростей ножей (в которой по оси абсцисс отложены углы поворота и по ординатам - окружные скорости ножей) должна иметь вид кривой, изображенной на фиг. 5, из которой видно, что после начала реза окружная скорость уменьшается, а после окончания реза в мертвой точке увеличивается, равняясь ∞ V. cosα в заштрихованной части области реза и следуя далее произвольной кривой, вытекающей из кинематической схемы приводного механизма ножниц.
Для получения указанных в последней диаграмме скоростей в предлагаемых ножницах использованы три механизма: двухколенчатый механизм с вышеописанной кулисой, диференциал из конических или цилиндрических зубчаток и качающаяся кулиса с кривошипом постоянного (или переменного) радиуса.
Ведущая планшайба 12 двухколенчатого механизма получает свое вращательное движение от регулируемого двигателя 13 через редуктор 14.
Двухколенчатый вал 15 при помощи ползунка 16 и винта 17 может быть перемещаем перпендикулярно к его оси вращения, с целью изменения его эксцентриситета по отношению к оси вращения, планшайбой 12, общей с осью вращения ведомой планшайбы 18.
Вал 19 ведомой планшайбы на другом конце имеет шестерню 20, с которой сцеплена вторая шестерня 21 с передаточным отношением 2:1, заклиненная на кривошипном валу 22, палец которого входит в качающуюся кулису 23.
На валу 19 насажена кроме того шестерня 24, с которой сцеплена вторая шестерня 25 с передаточным числом 2:1, в свою очередь вращающая шестерню 26 диференциала. Вторая шестерня 27 этого диференциала соединена с качающейся кулисой 23; коробка 29 диференциала через посредство шестерен 28 и 3 вращает коленчатые валы 2 ножниц.
Благодаря такому устройству окружные скорости ведомой планшайбы 18 следуют скоростной диаграмме двухколенчатого механизма (фиг. 3 и 4), которая повторяется шестерней 26 диференциала при двух оборотах благодаря наличию шестерен 24 и 25 с передаточным числом 2:1.
Вторая шестерня 27 диференциала повторяет качающееся движение кулисы 23, следуя скоростной диаграмме по фиг. 6.
При указанных движениях шестерен 26 и 27 коробка 29 диференциала вращается с результирующей скоростью, соответствующей скоростной диаграмме (фиг. 5), чем достигается решение задачи правильной работы ножниц во время реза и возможность получения любой длины отрезаемых концов путем регулирования числа оборотов приводного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1981 |
|
SU994161A1 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1990 |
|
RU2006345C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU305967A1 |
| Летучие ножницы для резки пруткового и сортового материала | 1981 |
|
SU1359080A1 |
| Барабанные летучие ножницы | 1976 |
|
SU689792A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ12 | 1973 |
|
SU405672A1 |
| МЕХАНИЗМ ВЫРАВНИВАНИЯ СКОРОСТЕЙ ЛЕТУЧИХ НОЖНИЦ | 1971 |
|
SU303149A1 |
| Устройство для выравнивания скорости ножей летучих ножниц | 1980 |
|
SU975256A1 |
| Летучие ножницы | 1986 |
|
SU1362575A1 |

Летучие вращающиеся ножницы для резки прокатанного материала при его выходе из валков с использованием коленчатых валов, несущих ножи, вращающиеся в противоположных направлениях, отличающиеся тем, что для сообщения ножам требуемых переменных скоростей для резания заготовок больших сечений на какую угодно установленную длину служит диференциальная передача 29, одна из шестерен 26 которой получает вращательное движение через план-шайбу 18 с коленчатым валом 15, переставляемым перпендикулярно к оси вращения при изменении его эксцентриситета, а другая 27 - качательные движения при помощи кулисы 23 и кривошипа 22, сообщаемых от той же планшайбы 18 с коленчатым валом 15.
