Изобретение касается способа горячего брикетирования металлической стружки или изготовления из нее сортового металла.
Уже известно горячее брикетирование стружки путем прокатки ее между валками, включенными в электрическую цепь и являющимися электродами.
В способе, по настоящему изобретению, недробленую стружку направляют сперва непрерывным потоком для предварительного обжатия в холодном состоянии в обжимное приспособление, затем уже направляют обжатую полосу в прокатный стан, валки которого включены в электрическую цепь, а после этого в обыкновенный стан для окончательного обжима до состояния брикета или сортового металла. При этом электрический ток проходит из одного вала в другой через поперечное сечение полосы. Этот способ может быть осуществлен и другим приемом, при котором проходящая через несколько электростанов обжатая полоса получает в них нагрев током, проходящим не в поперечном, а в продольном направлении. В этом случае валки двух прокатных станов включены в электрическую цепь последовательно, так что один из валков первого стана соединен с одним полюсом электрической цепи, а один из валков второго стана - с другим полюсом. Во время прокатки полосы ток будет проходить через нее от одного стана к другому, нагревая весь участок между двумя станами. В случае трех станов в электрическую цепь должны быть включены валки только крайних станов.
Само собой разумеется, что подшипники всех валков должны быть изолированы от своих станин, а для соединения приводных валов с валками должны применяться изоляционные муфты.
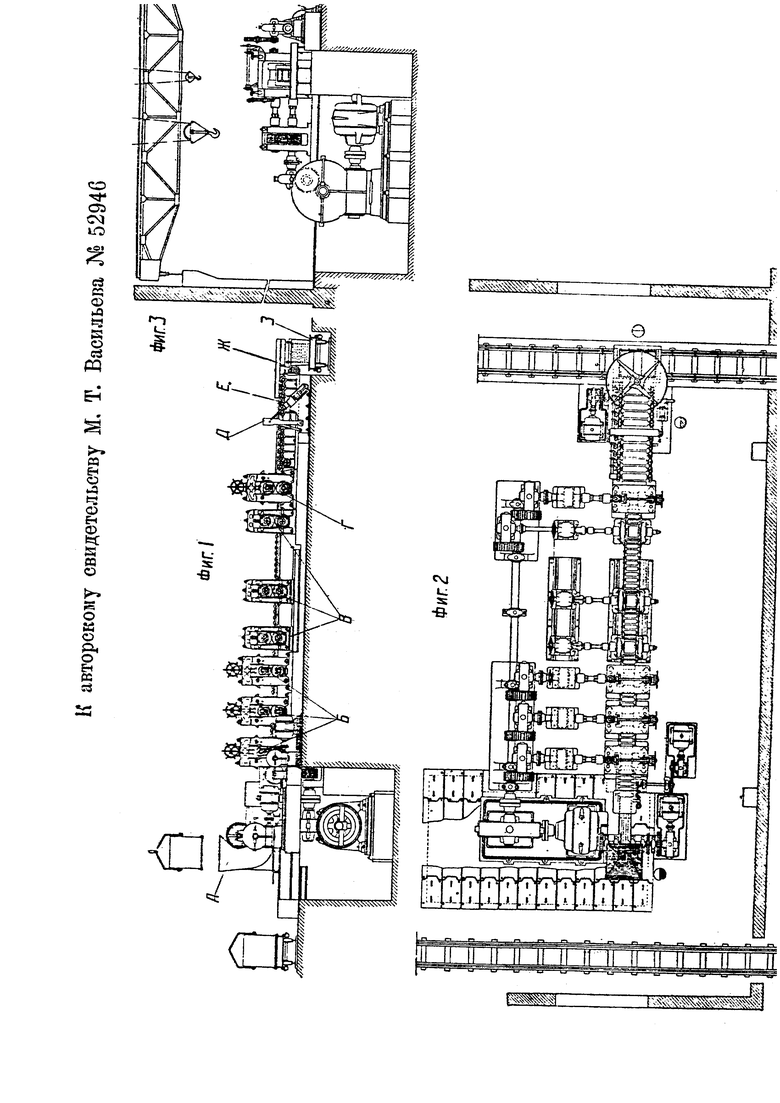
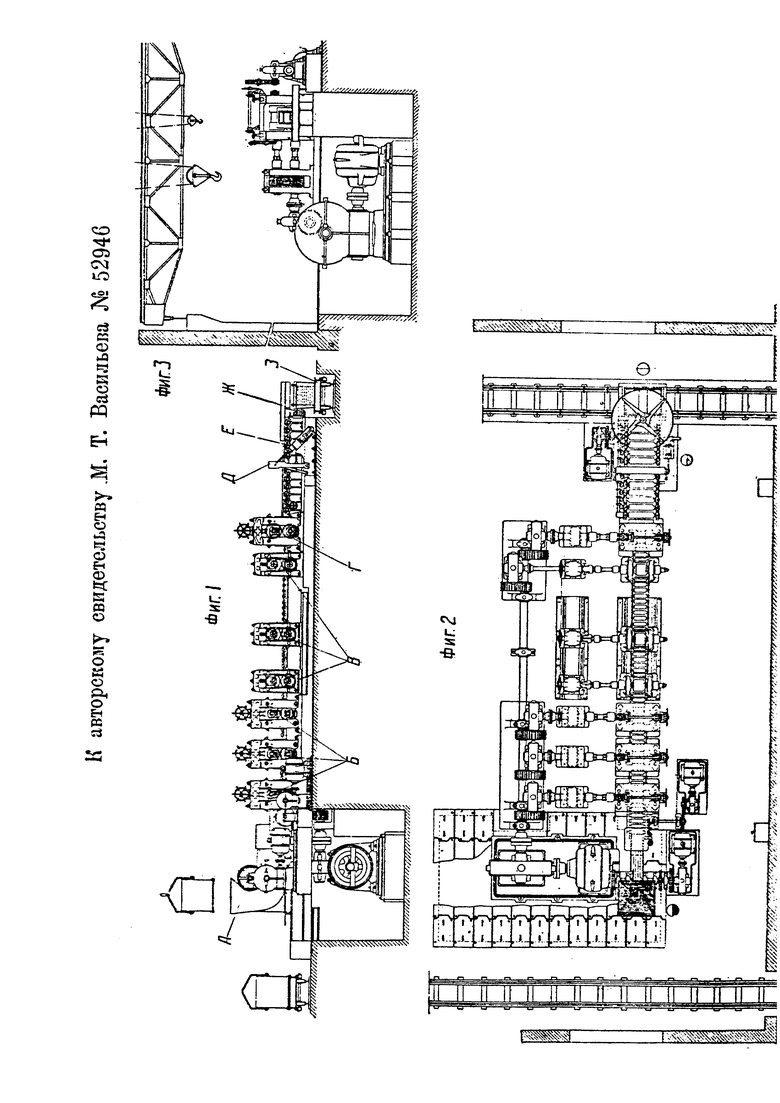
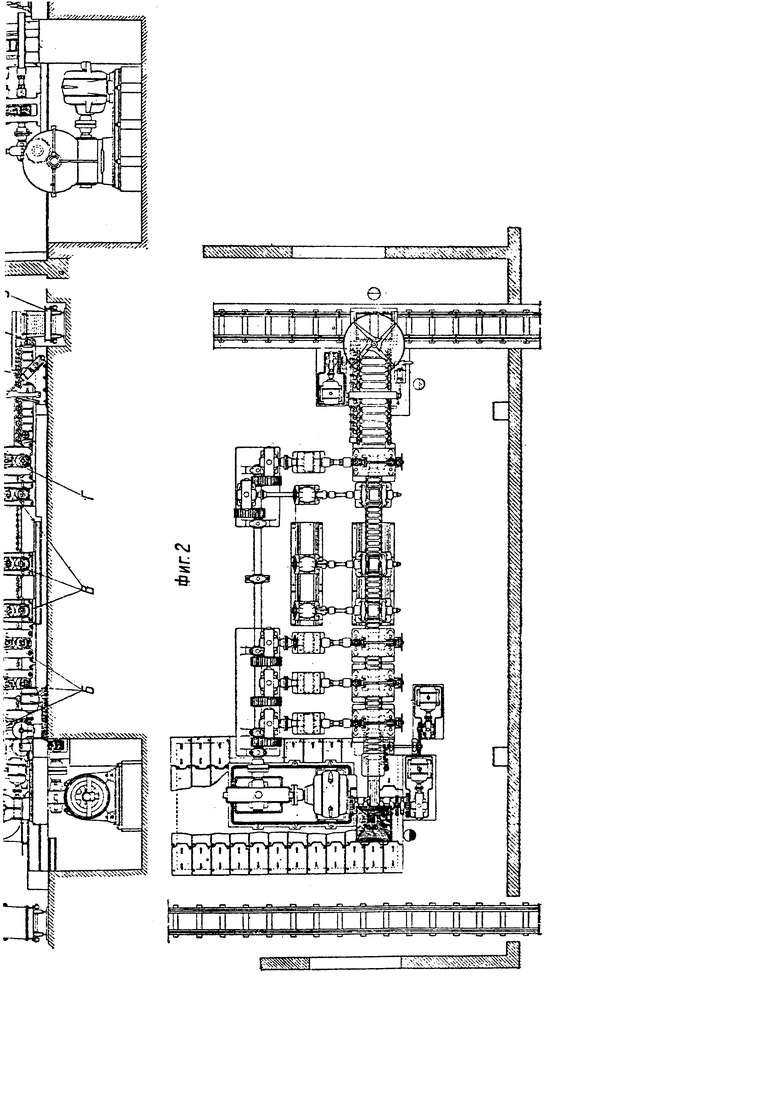
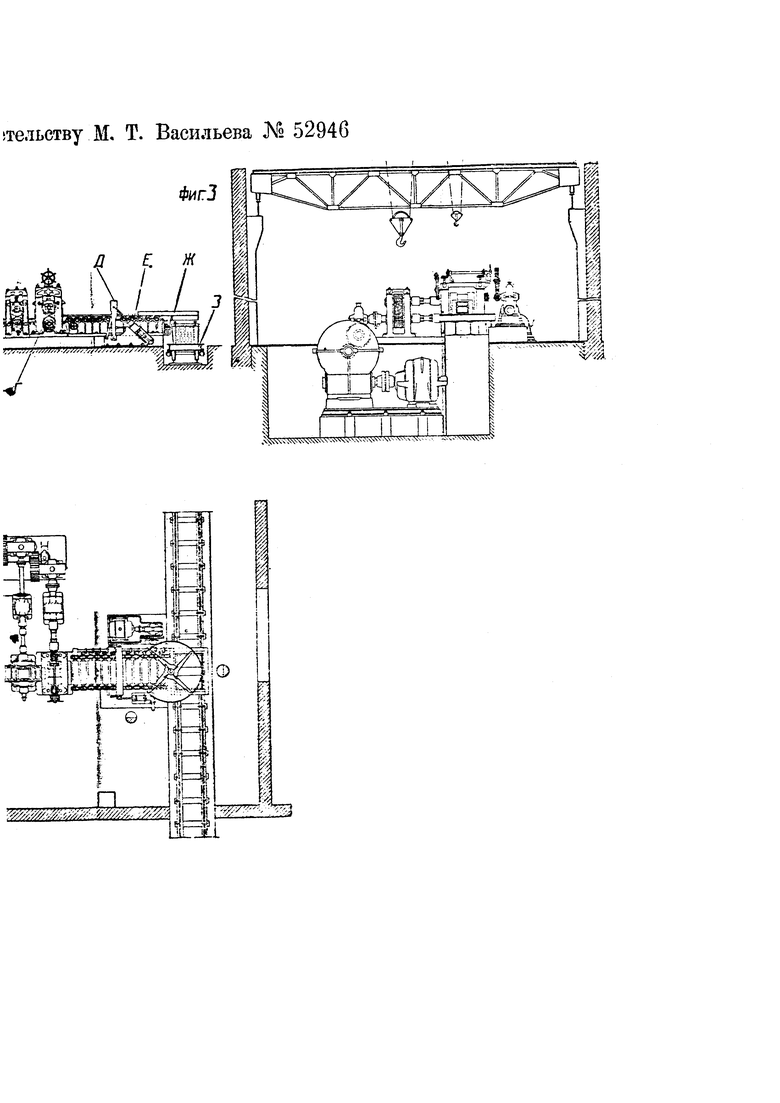
На чертеже изображена в трех проекциях примерная схема установки для осуществления способа, согласно изобретению.
Стружка через загрузочный кривошипно-шатунный механизм A подается в жесткий жолоб, где, предварительно, под действием сил шатунного механизма, подвергается сжатию в 1,5-2 раза от своего первоначального объема и далее роликовым транспортером подается под обжимное приспособление Б в виде, например, трех пар валков, где подвергается соответствующему обжатию по высоте и ширине. После рабочих обжимных валков обжатая стружка поступает под три пары электровалков В; где, нагреваясь до температуры 800-1300°, поступает далее под последнюю пару обжимных валков Г и окончательно обжимается до состояния брикета или монолитного металла.
В конце агрегата установлены летучие ножницы Д, которые на ходу разрезают полосу на куски. Разрезаные заготовки по рольгангу передвигаются на поворотный механизм Ж, откуда проваливаются в тележку 3.
Валики рольгангов могут быть сделаны из диабаза. Боковины рольгангов изолированы от станин прокатных станов и других агрегатов установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
| ПРОКАТНЫЙ СТАН И СПОСОБ ПРОКАТКИ ЗАГОТОВОК НА ПРОКАТНОМ СТАНЕ | 1998 |
|
RU2170151C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ЛЕГИРОВАННОЙ ПРУЖИННОЙ СТАЛИ | 2005 |
|
RU2296017C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Прокатный стан | 1979 |
|
SU806167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
1. Способ горячего брикетирования металлической стружки или изготовления из нее сортового металла путем прокатки ее между включенными в электрическую цепь валками, отличающийся тем, что стружку подают непрерывным потоком сперва в обжимное приспособление, а затем в электровалки для прокатки с одновременным нагревом до 800-1300° проходящим через стружку током, после чего полученную полосу направляют в прокатные валки для окончательного обжима до состояния брикета или сортового металла.
2. Прием осуществления способа по п. 1, отличающийся тем, что предварительно обжатую стружку направляют последовательно в два или более стоящих один за другим прокатных стана, валки коих попарно включены последовательно в электрическую цепь с целью нагрева прокатываемой полосы вдоль нее при передаче от одних валков к другим.
