iioe восстановление его текущего значения до заданного.
При изменении знака отклонения и наличии даже не очень большого отклонения величины нрогиба раската от заданного значения и при нрежней настройке системы стабилизации прогиба происходит надение тока якорной цеии привода до нуля и закрытие вентильного преобразователя. Поэтому система автоматического регулирования скорости привода оказывается практически разомкнутой по току и происходит снижение скорости привода под действием статического момента нагрузки. Процесс замедления привода продолжается и после того, как величина прогиба раската достигает заданного значения, и лишь по истечении некоторого промежутка времени, когда момент на валу привода начинает превышать статический момент нагрузки, происходит восстановление величины прогиба раската.
Поэтому в рассматриваемом случае время восстановления величины нрогиба раската до заданного значения значительно возрастает по сравнению с показателями, имеющими место в случае работы вентильного преобразователя в процессе замедления привода в режиме непрерывного тока, что иногда приводит к «бурежке полосы в линии стана.
Цель изобретения - повышение качества регулирования величины прогиба раската в межклетевых нромежутках и исключение аварийных режимов при работе непрерывных станов. Это достигается тем, что значение постоянной времени интегрирования регулятора нрогиба устанавливают обратно пропорциональным измеренному значению статического момента на валу электродвигателя клети, последующей относительно места установки датчика прогиба.
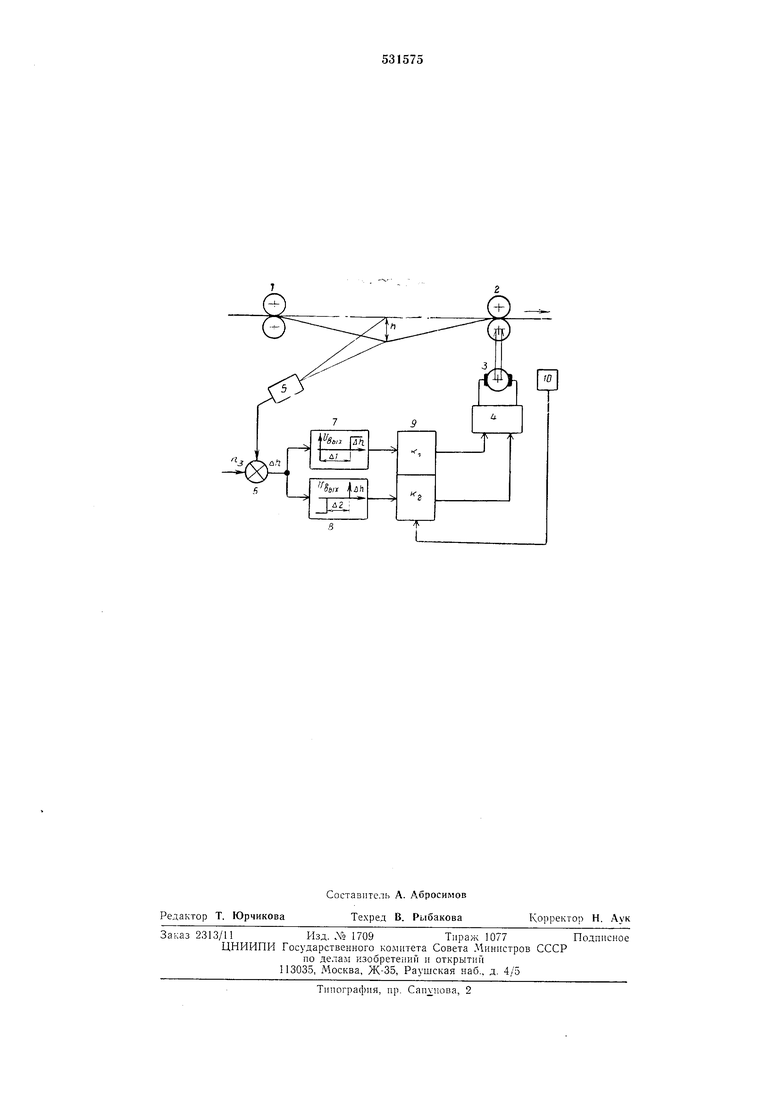
На чертеже показана схема для осуществления предлагаемого способа. Она содержит валки 1 предыдущей и 2 последующей клетей регулируемого межклетевого промежутка, приводной электродвигатель 3, систему 4 автоматического регулирования его скорости, датчик 5 величины прогиба раската, элемент 6 сравнения, релейные элементы 7 и 8, интегральный регулятор 9 величины прогиба раската и датчик 10 (величины .статического момента (тока) приводного электродвигателя.
Сигнал А/г, пропорциональный разности между текущим значением прогиба h раската и заданным значением /is, подается на входы релейных элементов 7 и 8, выходные напряжения f/вых которых имеют одинаковый модуль и противоположную полярность и в зависимости от знака и величины Ah поступают на входы соответственно каналов Ki и К2 интегрального регулятора 9 прогиба раската, воздействующих на изменение скорости приводного электродвигателя клети.
Если текущее значение прогиба раската больше заданного на величину зоны нечувствительности Д релейного элемента 7, то его выходное напряжение поступает на вход канала Ki интегрального регулятора, который изменяет скорость приводного электродвигателя до тех пор, пока текущее значение величины прогиба не достигнет границы зоны нечувствительности AI. При этом процесс восстановления требуемой величины прогиба раската осуществляется путем разгона привода с ускорением, определяемым темпом изменения выходного напряжения канала Ki регулятора.
Если текущее значение прогиба раската меньше заданного на величину зоны нечувствительности Дг релейного элемента 8, то выходное напряжение этого элемента поступает на вход канала К2 интегрального регулятора 9 прогиба, который изменяет скорость нриводного электродвигателя до момента достижения прогиба границы зоны нечувствительности Д2. В этом случае процесс восстановления требуемой величины прогиба раската осуществляется путем торможения привода с замедлением, определяемым темпом изменения выходного напряжения канала К2 регулятора. Для обеспечения торможения приводного двигателя с замедлением, которое исключало бы влияние эффекта односторонней проводимости вентильного преобразователя на динамическую ошибку системы, постоянная времени канала К2 регулятора иа весь период замедления привода определяется величиной статического момента на валу электропривода валков 2 клети таким образом, чтобы работа вентильного преобразователя протекала в зоне непрерывного тока или на границе между зонами прерывистых и непрерывных токов.
Формула изобретения
Способ автоматической стабилизации величины прогиба раската на непрерывных станах путем регулирования скорости приводов
смежных клетей в зависимости от отклонения прогиба раската в межклетевом промежутке от заданного значения, отличающийся тем, что, с целью повышения качества регулирования величины нрогиба раската в межклетевых промежутках и исключения аварийных режимов при работе стана, значение постоянной времени интегрирования регулятора прогиба па период замедления устанавливают обратно пропорциональным значению статического момента на валу электродвигателя клети, последующей относительно места установки датчика прогиба.
Источник информации, принятый во внимание при экспертизе.
1. Авт. св. СССР № 256840, М. Кл. В 21В 37/00 1964 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| Способ автоматической стабилизации величины прогиба раската на непрерывных преимущественно мелкосортных и проволочных станах | 1973 |
|
SU470323A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯПОЛОСЫ | 1968 |
|
SU212206A1 |
| Устройство ограничения межклетевых натяжений на непрерывном прокатном стане | 1980 |
|
SU950459A1 |
| Устройство для управления скоростью клетей непрерывного стана холодной прокатки полосы | 1990 |
|
SU1752461A1 |
| СПОСОБ ЗАДАНИЯ СКОРОСТНОГО РЕЖИМА НЕПРЕРЫВНОЙ ГРУППЫ ПРОКАТНЫХ КЛЕТЕЙ СТАНА ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛА С ОБЕСПЕЧЕНИЕМ МИНИМАЛЬНОГО НАТЯЖЕНИЯ В МЕЖКЛЕТЕВЫХ ПРОМЕЖУТКАХ | 2002 |
|
RU2198753C1 |
| Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана | 1989 |
|
SU1708462A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |