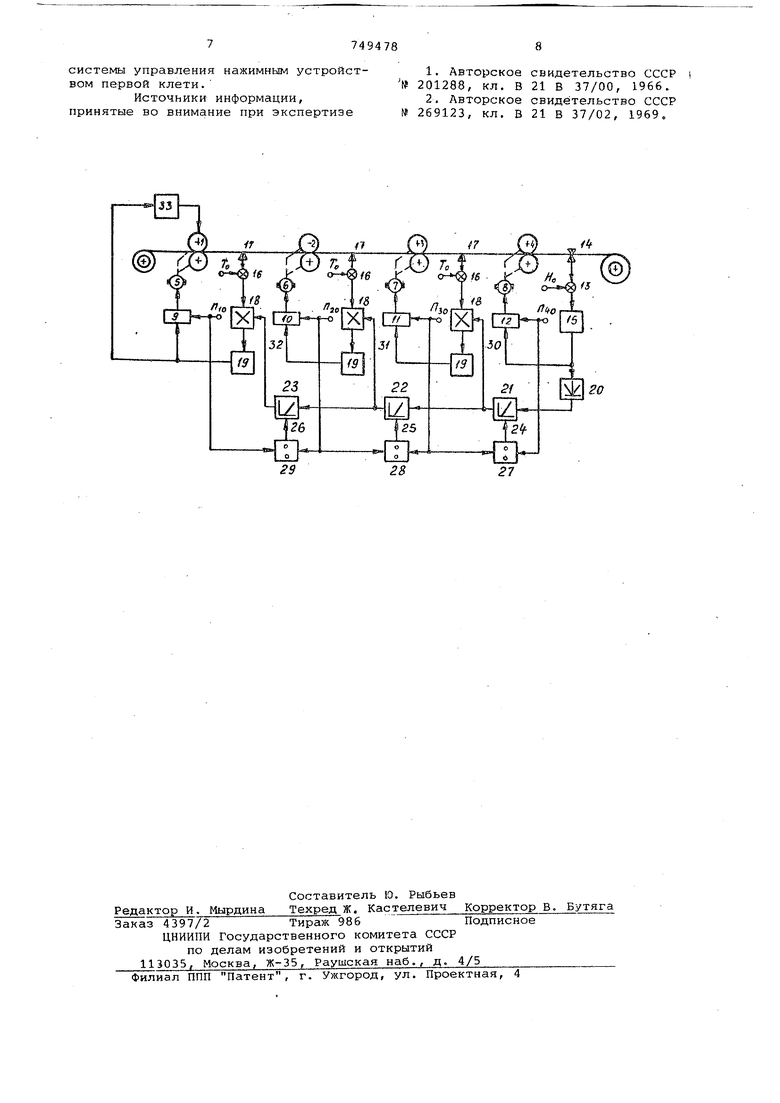
Изобретение относится к автоматическому регулированию в прокатном про изводстве, а именно к регулированию толщины полосы на выходе непрерывного стана холодной прокатки. Известно устройство для регулирования толщины полосы на выходе непрерывного стана, содержащее регулятор толщины, вход которого присоединен к задатчику толщины полосы, установлен ному на выходе стана. Выход регулятора присоединен ко входу системы управления скоростью приводных двигателей рабочих валков последней клети стана 1 . С целью регулирования межклетевых натяжений полосы промежутки стана обо рудованы устройством для регулирования натяжения полосы. Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство, содержащее задатчики натяжения во всех промежутках, вькод каждого из которых через свой регулятор натяжения подключен ко входу системы управления скоростью приводных дви гателей валков предыдущей по отношению к данному межклетевому промежут-ку клети 2. Работа регулятора толщины полосы вызывает изменение межклетевого натяжения, приводящее к отработке возникшего отклонения толщины полосы в основном в валках последующей клети по отношению к данному промежутку. Регулятор натяжения препятствует изменению натяжения, вызванному действием регулятора толщины, и одновременно вызывает изменение натяжения в предыдущем межклетевом промежутке. В результате этого возрастает доля отработки отклонения толщины в валках предыдущей клети, т.е. происходит перевод отработки разнотолщинности против направления прокатки. Это расширяет диапазон отработки разното.гацинности регулятором толщины. Однако, если изменение натяжения полосы вйзвано другими причинами (не связанными с отклонением толщины), то при работе регулятора натяжения выносится возмущение в толщину прокатываемой полосы. Как показали исследования подобного регулятора на ействующем стане, это возмущение в переходных режимах стана может достигать 5-6% от номинального значения то7ш;ины. Цель изобретения - устранение этого недостатка и осуществление эффективного перевода регулирующего воз действия по толщине против направлеПИЯ прокатки с максимально возмож)ным качеством регулирования. Указанная цель достигается тем, что канал регулирования натяжения полосы замыкается только при условии, если управляющий сигнал регулятора толщины полосы достиг заданной величи ны, определяемой значением обжатия металла в валках соответствующей клег Для этого в устройство введены корректоры (умножители) , Выход каж-т дого корректора присоединен ко входу своего регулятора натяжения, а вход подключен к выходу соответствующего задатчика натяжения. Управляющий вход каждого корректора через блок зоны нечувствительности и блок выделения модуля присоединен ко входу регулятора толщины, причем, с .целью минимизации изменения натяжения полосы в межклетевых промежутках при работе регулятора толщины, ширина зоны нечувствительности в цепи управляющего входа корректора выполнена переменной в функции величины обжатия металла в валках соответс вующей клети стана. Для этого управл ющий вход каждого блока зоны нечувст вительности присоединен к выходу сво его блока делений, оба входа которого подключены к входу задания систем управления скоростью приводных двига телей валков смежных клетей по отношению к данному промежутку. Для уменьшения вносимого возмущения по толщине при регулировании натяжения в первом межклетевом промежутке выхо регулятора натяжения этого промежутк присоединен также и ко входу систем управления перемещением нажимного ме ханизма первой клети. Блок-схема устройства для случая четырехклетевого стана представлена чертеже. Рабочие валки клетей 1, 2, 3, 4 стана приводятся во вращение приводн ми двигателями 5, 6, 7 и 8, управляе мыми через системы 9, 10, 11 и 12 уп равления скоростью вращения. Устройство содержит задатчик 13 толщины полосы на выходе стана, вход которого присоединен к измерителю то щины 14, а выход через регулятор 15 толщины присоединен к системе управления 12 скоростью вращения приводно го двигателя 8 рабочих валков клети Все межклетевые промежутки оборудова ны устройством для регулирования натяжением полосы, каждое из которых содержит ззщатчик натяжения 16, вход которого присоединен к датчику натяжения 17, а выход через множительное устройство 18 ко входу регулятора натяжения 19. Выход каждого регулятора натяжения 19 присоединен ко входу соответствующей системы 9, 10 или 11 управления скоростью вращения приводного двигателя 5, 6 или 7 рабочих Ьалков предыдущей клети 1, 2 или 3 относительно рассматриваемого промежутка. Выход регулятора 15 толщины полосы через блок 20 вьаделения модуля присоединен ко входу цепи, содержащей последовательно включенные блоки 21, 22 и 23 зон нечувствительности, ширина зоны каждого из которых регулируется в функции обжатия металла в валках соответствующей клети стана. С этой целью управляющие входы 24, 25 и 26 соответствующих блоков 21, 22 и 23 зон нечувствительности присоединены к выходам соответствующих блоков 27, 28 и 29 деления, оба входа которых присоединены к задающему; сигналу (HO) систем 9, 10, 11 и 12 управления скоростью вращения двух смежных клетей. Управляющие входы 30, 31 и 32 множительных устройств 18 присоединены соответственно на выход блоков 21 22, 23 зон нечувствительности. Выход регулятора 19 натяжения первого промежутка присоединен также и ко входу системы 33 управления перемещением нажимного механизма клети 1. При изменении толщины полосы, выходящей из валков клети 4, на выходе задатчика 13 появится сигнал, который через регулятор 15 и систему управления 12 будет воздействовать на изменение скорости двигателя 8, что вызовет изменение натяжение полосы между клетями 3-4. Это приведет к изменению обжатия металла в основном в валках клети 4, а следовательно, и к отработке разнотолщинности. Рассмотрим работу устройства при увеличении толщины полосы на выходе стана. Если в процессе регулирования толщины полосы напряжение на выходе регулятора 15 превысит щирину зоны нечувствительности блока 21, то на управлякндем входе 30 множительного устройства 18 появится сигнал. С появлением этого сигнала на выходе регулятора 19 промежутка 3-4 возникнет напряжение, которое через систему 11 будет воздействовать в данном случае на ускорение приводного двигателя 7 клети 3. Это воздействие приведет к восстановлению натяжения в промежутке между клетями 3-4 и к росту натяжения в промежутке мезвду клетями 2-3. Таким образом, отрабатываемая регулятором 15 разнотолщинность в валках клети 4 переведется в валки клети 3. Дальнейший рост толщины полосы будет отрабатываться в валках клети 3. Если при этом сигнал на выходе блока 21 превысит ширину зоны нечувствительности блока 22, то аналогично описанному на выходе регулятора 19 промежутка между клетями 2-3 появится напряжение, ко рое через систему управления 10 при ведет к ускорению приводного двигат ля б клети 2. Ускорение двигателя б восстановит натяжение в промежутке 2-3 до заданного значения и увеличи натяжение в промежутке ме;кду клетями 1-2. При дальнейшем росте толщины сиг нал с выхода блока 22 может превыси значение ширины зоны блока 23. В эт случае на выходе регулятора 19 натя жения промежутки между клетями 1-2 появится напряжение, которое через систему 9 и двигатель 5 восстановит натяжение в промежутке 1-2 и одновр менно через систему 33 переместит н жимной механизм клети 1 вниз. Перемещение нажимного механизма уменьшит толщину полосы на выходе клети 1, а следовательно и на выходе стана. С целью минимизации отклонения натяжения полосы при работе с малыми обжатиями металла в клетях стана вве дена переменная ширина зоны нечувствительности блоков 21, 22 и 23. Шири на зоны нечувствительности блока 21 .определяется величиной обжатия в клети 4. С уменьшением обжатия сигна на выходе блока 27 падает, что сужает ширину зоны нечувствительности блока 21. При этом регулятор :: 9 промежутка 3-4 вступает в работу при меньшем уровне сигнала регулятора 15 толщины. В пределе, когда в клети 4 полностью отсутствует обжатие, зона нечувствительности равна нулю. В это случае регулирование толщины происходит в основном в валках клети 3, так как регулятор 19 натяжения промежутка 3-4 вступает в работу одновременно с появлением сигнала на выходе регулятора 15 толщины полосы. Ширина зоны нечувствительности блоков 22 и 23 зависит от величины обжатия металла соответственно в клети 3 и клети 2. Таким образом, данное устройство обеспечивает оптимальный перевод регулирующего воздействия по толщине полосы против направления прокатки в условиях различных значений обжатия металла в клетях стана. В то же время в процессе регулиро вания отклонения натяжения полосы с воздействием на изменение скорости одной предыдущей клети не вносятся возмущения в толщину полосы; посколь ку эти каналы регулирования натяжения вступают в работу только в случае , если сигнал на выходе регулятора толщины превышает определенную ве личину (зону нечувствительности). Следовательно, данное устройство выгодно отличается от известного. Значительно расширяется диапазон регулирования разнотолщинности при работе стана в условиях переменного . обжатия металла в клетях. Расширение диапазона отработки разнотолщинности обеспечивает автоматическую подстройку стана при переходе с одного сортамента на другой, что способствует сокращению длины номерных концов полосы в 2-3 раза. Формула изобретения Устройство для регулирования толщины полосы на выходе непрерывного стана, содержащее регулятор толщины полосы, на выходе непрерывного стана включающий измеритель и задатчик толщины полосы, корректор коэффициента усиления регулятора, на вход которого включен тахогенератор двигателя последней клети, и регуляторы натяжения в каждом межклетьевом промежутке, включающие задатчик и измеритель натяжения, блок зоны нечувствительности, связанные с двигателем предыдущей клети и с релейным блоком,срабатывающим при выходе натяжения за границы зоны нечувствительности,о тличающееся тем, что, с целью повышения качества регулирования толщины полосы с одновременным расширением диапазона отработки разнотолщинности, в него дополнительно введены множительные устройства, блоки зоны нечувствительности в каждый регулятор межклетьевых натяжений и блок вьщеления модуля, причем выход каждого множительного устройства соединен со входом своего регулятора натяжения, а вход соединен с выходом соответствующего задатчика натяжения, управляющий вход каждого множительного устройства через блок зоны нечувствительности и блок выделения модуля соединен с выходом регулятора толщины. 2.Устройство поп, 1, отличающееся тем, что, с целью минимизации изменения натяжения полосы в мелгклетьевых промежутках при работе регулятора толщины, ширина зонй нечувствительности выполнена переменной, для управляющий вход каждого блока зоны нечувствительности соединен с выходом своего блока еления, входы которого соединены с входами задания систем управления скоостью приводных двигателей валков межных клетей по отношению к данному промежутку, кроме этого блоки он нечувствительности соединены межу собой в последовательную цепь. 3.Устройство по пп. 1 и 2, отичающееся тем, что, с цеью уменыления вносимого возмущения о толщине при регулировании натяения в первом межклетьевом промежуте, выход регулятора натяжения в этом ромежутке соел15нсн также со входом
системы управления нажимным устройством первой клети.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 201288, кл. В 21 В 37/00, 1966.
2.Авторское свидетельство СССР № 269123, кл. В 21 В 37/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования тол-щиНы пОлОСы HA ВыХОдЕ НЕпРЕРыВНОгОСТАНА | 1979 |
|
SU845912A1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| Устройство для регулирования толщины полосы | 1977 |
|
SU719728A1 |
| Устройство для регулирования натяжения полосы | 1972 |
|
SU528975A1 |
| Устройство для регулирования межклетевых натяжений в непрерывном стане холодной прокатки | 1977 |
|
SU686795A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2001 |
|
RU2203752C2 |
| Устройство для регулирования толщины полосы на непрерывном стане | 1979 |
|
SU772634A1 |
f. Т, Ш ) 7-Л JC /g i - /б Т « 1 (S Т « « /Д
5
25 Т0 -ir Д, Т
