1
Изобретение относится к области станкостроения и может быть иснользовано в приспособлениях для металлорежуищх станков, в частности алмазно-расточных, для дополнительного крепления нежестких деталей.
Известны устройства для донолиительпого крепления нежестких частей деталей без передачи усилий зажима на нзделие в местах, подверженных деформациям, содержащие фиксируюн1:ие деталь подвижные опоры в виде подвижных вдоль оси поворотных цилиндрических кулачков с двумя щеками со сходящимися опорными поверхностями, фиксирующими деталь в одной нлоскости, и подпружиненных стержней, фиксирующих деталь в перпендикулярной плоскости.
Известны также устройства, обеспечивающие крепление детали посредством замкнутой камеры. Это устройство является наиболее близким к онисываемому изобретению по технической сущности и достигаемому результату.
Указанное устройство не обеспечивает возможности дополнительного креплення нежестких частей обрабатываемой детали.
Целью изобретения является обеснеченпс дополпительпого креплеппя деталей е геометрическими погрещноетями изготовлення одновременрю на различных разнесенных один от другого участках поверхности.
Для этого предлагаемое устройство снабжено обоймой, в которой выполнены окна соответственно закрепленным поверхностям детали, а внутри нее размепюна замкнутая к а.мер а.
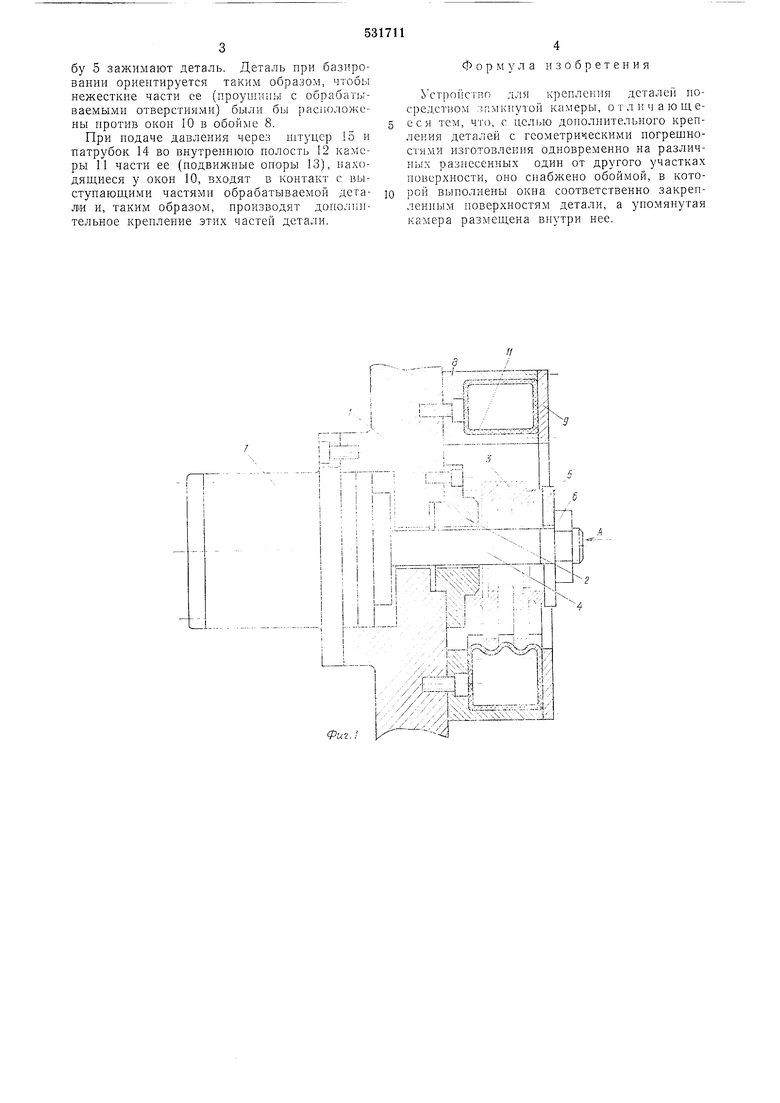
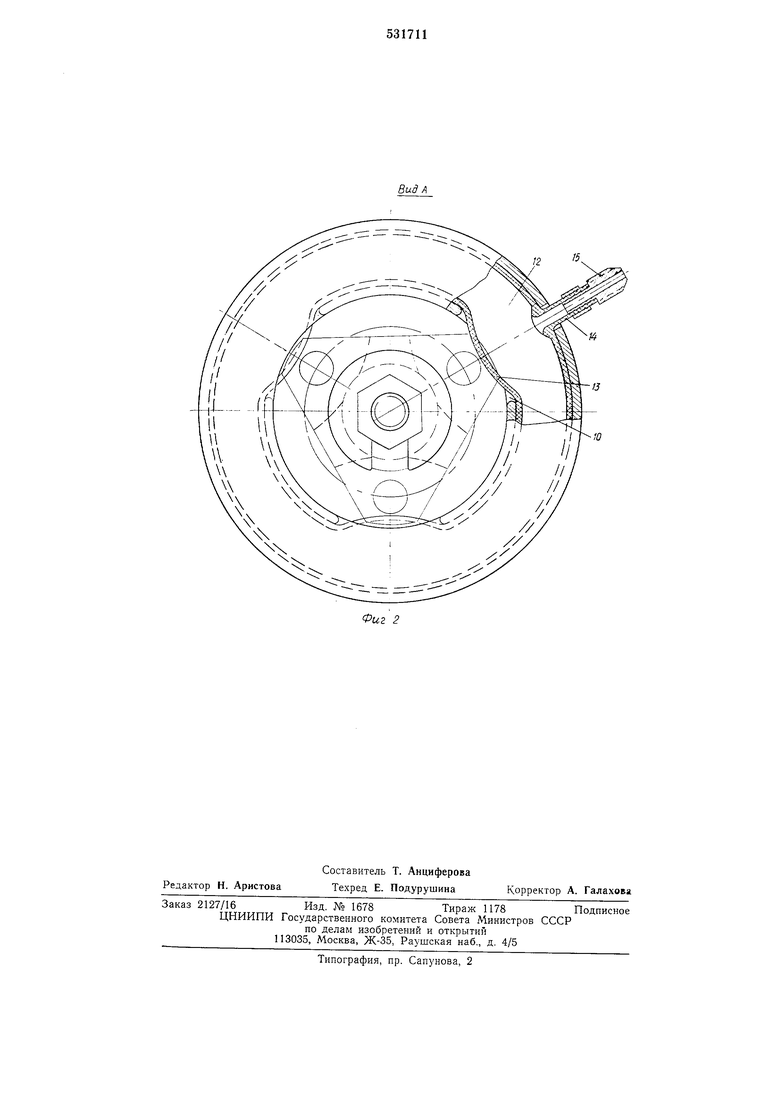
На фиг. 1 изображено пpeдл гae ioe устройство, разрез; на фиг. 2--вид по стрелке Л на фиг. 1.
К корпусу 1 прпспособлення закреплена
базирующая опора 2, центрирующая обрабатываемую деталь 3 (водило планетарного редуктора). Основной зажим деталп осуществляется, например, через щток 4, быстросъемную щайбу 5, гайку б гидроцилиндром 7.
На тот же торец корпуса установлена жесткая обойма 8 с крыщкой 9, образуя кольцевую полость, замкнутую со всех сторон. На внутренней поверхпоетн этой полости выполнены окна 10 в соответствии с paз epaмп п
расположением пежесткпх частей обрабатываемой детали 3. В обойму до устано;зки крыщки вмонтирована эластичная камера 1 1 с внутренней полостью 12, подвижными опорами 13, патрубком 14 п щтуцеро.м 15.
Устройство работает следующим образом.
Обрабатываемую деталь 3 устанавливают
па базпруюп1ую опору 2 п надевают быстросьемпую шайбу 5 и подают .давление в што ов}Ю полость гпд1юцплипдра 7. Порпег-ь со
liJTOKOM 4 перемещается влево м чепез тайбу 5 зажимают деталь. Деталь при базировании ориеитируется таким образом, чтобы нежесткие части ее (проушины с обрабат)-ваемыми отверстиями) были бы расположены против окон 10 в обойме 8.
При подаче давления через штуцер 15 и натрубок 14 во внутреннюю полость 12 камеры 11 части ее (подвижные опоры 13), находящиеся у окон 10, входят в контакт с выстунаюш,ими частями обрабатываемой детали и, таким образом, производят дополнительное крепление этих частей детали.
Формула изобретения
Устро1 ство для крепления деталей носредстр.ом замкнутой камеры, отличающееся тем, что, с целью дополнительного крепления деталей с геометрическими погрешностями изготовления одновременно на различHbix разнесенных один от другого участках поверхности, оно снабжено обоймой, в которой выполнены окна соответственно закрепленным поверхностям детали, а уномянутая камера размещена внутри нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| МАНСАРДНОЕ ОКНО | 2001 |
|
RU2208108C2 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2134190C1 |
| КОНСТРУКТОР ИЗ КУБИКОВ | 2019 |
|
RU2698335C1 |
| ГИДРОДРОБЕСТРУЙНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2129950C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |
| СИЛОВОЕ УСТРОЙСТВО | 1996 |
|
RU2111915C1 |
| ОСТЕКЛЕНИЕ ТРАНСПОРТНЫХ СРЕДСТВ | 2005 |
|
RU2384422C2 |
- П
Фи.
