Изобретение относится к области дробеструйной отделочно - упрочняющей обработки (технологии) цилиндрических поверхностей деталей, типа цилиндров блоков ДВС, компрессоров и т.п..
Известны устройства и установки отделочно-упрочняющей обработки деталей с цилиндрической формой поверхности, дробеструйным метолом, см. а.с. СССР N 272345, N 698751, N 872235, N 1553361, N 1523319, N 1609542, N 1030152, N 1569206, N 852517.
Также известен способ обработки деталей цилиндрической формы стальными шариками в среде смазывающе-охлаждающей жидкости (СОЖ), которая одновременно является носителем инструмента к обрабатываемой поверхности (а.с. СССР N 814695, БИ N 11, 1981, РФ N 96112401, 961164498, 9616498/02, 961231158, 93041952/02.
С целью модернизации взята гидробеструйная установка для обработки деталей по а.с. СССР N 1030152А.
Недостатками известного устройства являются:
невозможность обработки деталей с применением воздушного или газового потока для подачи инструмента к обрабатываемой поверхности при отсутствии централизованной разводки сжатого воздуха;
наличие громоздкого устройства (с электродвигателем) для вращения сопел, которое сложно ремонтировать и обслуживать;
отсутствие барботажной системы для перемешивания порошковых присадок в СОЖ (смазывающе - охлаждающей жидкости);
отсутствие ареометра для замера плотности суспензии и наличия в ней порошковых присадок;
отсутствие турбонасадки (разгонной трубы) для вращения сопла или сопловой головки;
отсутствие сопловой головки с целью обработки поверхности цилиндров сплошным окружным дробефакельным потоком;
отсутствие фальшцилиндров, обеспечивающих центровку деталей и сохранение граничных кромок обрабатываемых цилиндров;
отсутствие системы для подачи воздушного или газового потока (компрессора, газового баллона, трубопровода);
отсутствие пневмоцилиндра двойного действия для крепления обрабатываемой детали, который обеспечивает экологичность окружающей среды и улучшает технику безопасности;
отсутствие возможности для обработки поверхностей цилиндров с применением металлических присадок в порошковом виде.
Задача изобретения - обеспечение возможности обработки внутренних цилиндрических поверхностей вертикально расположенных, пустотелых деталей за более короткое время с применением металлических порошков в СОЖ и металлов в газообразном состоянии. При обеспечении удобства при выполнении ремонтных работ и обслуживания установки, когда вместо электродвигателя, вала и червячных пар вращения сопел установлен компрессор турбонасадки (разгонной трубы) для подачи воздушной или газовой суспензии в сопловую головку с ее вращением за счет давления суспензии.
Указанная задача решается тем, что гидробеструйная установка снабжена тремя установленными с возможностью вертикального перемещения плитами, работающими в автоматическом режиме, между двумя из которых соосно соплу - эжектору закреплена обрабатываемая деталь, а третья верхняя плита имеет пневмопривод, связанный через шток заслонкой, перекрывающей верхнюю границу обрабатываемых цилиндрических отверстий фальшцилиндров, причем сопло - эжектор (сопловая головка) установлена с возможностью вращения от турбонасадки.
При этом камера имеет цилиндрическое отверстие, а нижняя плита снабжена полым цилиндром, установленным из условия обеспечения предотвращения выброса дроби из камеры.
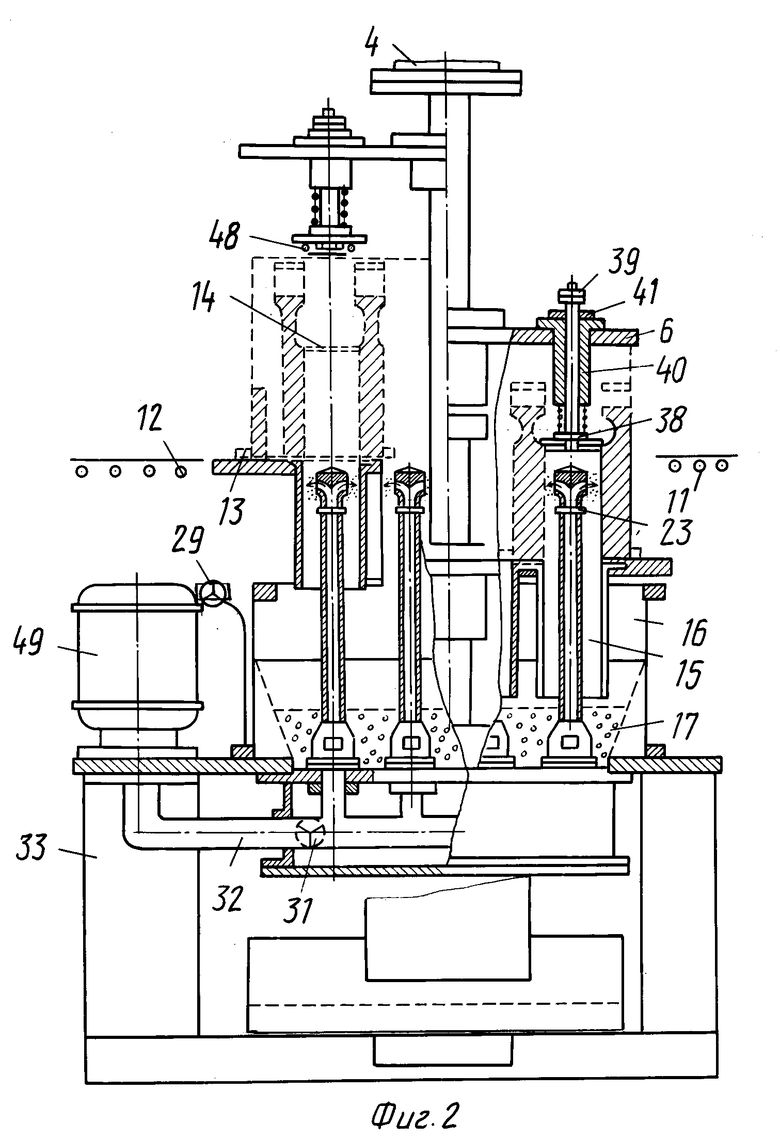
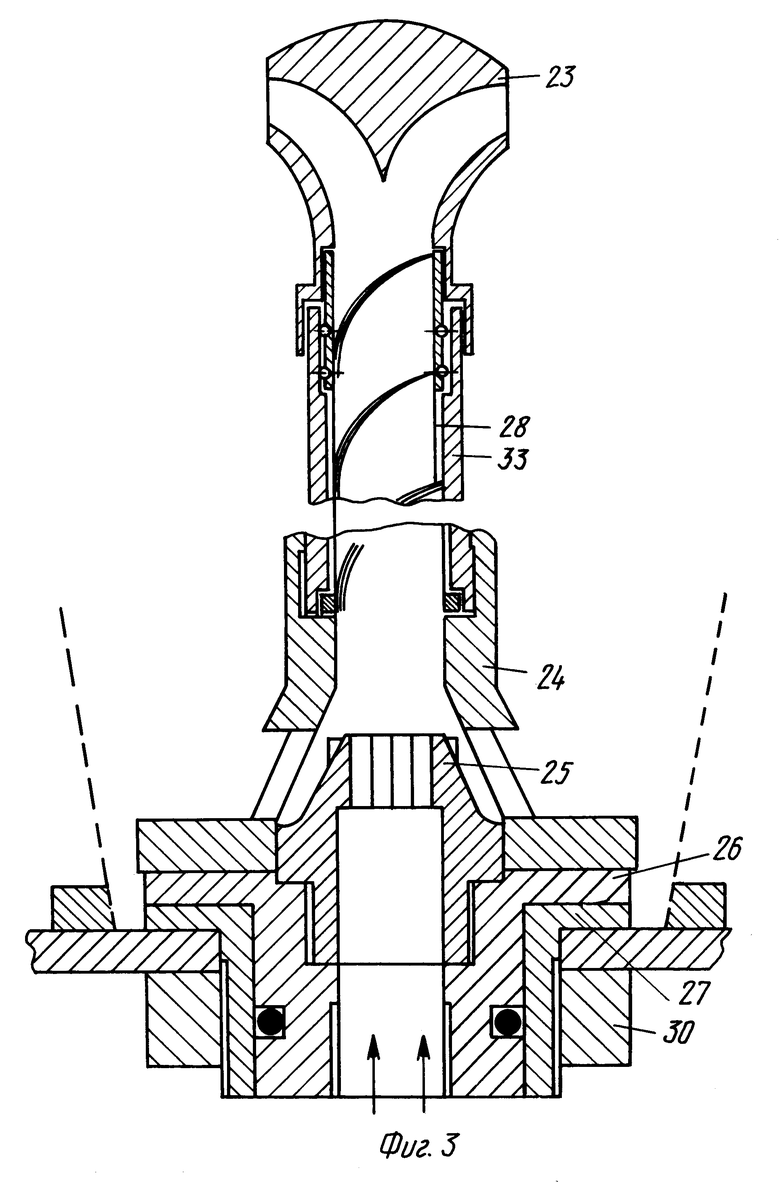
На фиг. 1 схематично изображено предложенное устройство, общий вид (первый вариант - камера индивидуальная, для каждой обрабатываемой детали); на фиг. 2 - то же, общий вид (второй вариант - камера общая для нескольких обрабатываемых деталей); на фиг. 3 - часть предложенного устройства (турбонасадка с сопловой головкой).
Гидродробеструйная установка содержит корпус, состоящий из основания в виде базовой плиты 1, двух стоек 2, верхней траверсы 3, на которой установлен воздушный привод двойного действия 4, к которому подается воздух под давлением через золотниковое устройство от компрессора 49.
Воздуховод через шток 5 обеспечивает перемещение верхней плиты 6 по направляющим стоек. На этих же направляющих расположена нижняя подвижная плита 7, на которую устанавливается обрабатываемая деталь 8. Плита 7 подпружинена с помощью пружин 9 вверх до упора в торец неподвижных втулок 10, обеспечивающих совпадение плоскости плиты 7 с рабочей плоскостью подающего 11 и отводящего 12 деталь рольгангов. Ориентацию детали относительно окон (отверстий) в нижней плите определяют фальшцилиндры 13, изготовленные (отлитые) из того же материала, что и деталь, или из резинового сырца и убирающийся фальшцилиндровый упор 14. В плите 7 имеются окна. В эти окна вставлены и закреплены стаканы 15, предохраняющие от вылета жидкости с дробью и обеспечивающие стекание их в исходное положение. Диаметр отверстий стаканов равен или больше диаметра обрабатываемых отверстий в цилиндрах.
Камера установки может быть выполнена в двух следующих вариантах: в виде общей камеры 16 (фиг. 2), то есть с одной полостью для размещения дроби и всех сопел - эжекторов, и одной разделительной веткой 17 или в виде индивидуальной камеры (фиг. 1), выполненной около каждой сопловой головки из двух цилиндров, неподвижного 18 и подвижного 15, входящих одно в другое с зазором, меньшим диаметра дробинок с окнами в нижней части неподвижного цилиндра, обтянутыми разделительной сеткой 19. В последнем случае при наличии нескольких сопел-эжекторов (сопловых головок) они размещаются в общем маслосборнике 20 со сливным патрубком 21. В нижней части камеры 16 или 20 имеется разделительный патрубок 32 для подачи рабочей смеси к каждой сопловой головке 23 с турбонасадками (разгонными трубами), которые состоят (фиг.3) из турбинки 28, корпуса 33 и устанавливаются в корпусе смесительной камеры 24. Форсунка 25 устанавливается в корпусе 26, который установлен в крепежную втулку 27. Для применения металлов в газообразном состоянии используется баллон 29, из которого смесь подается в круговую систему компрессора 49, обеспечивающего подачу смеси под давлением, обеспечивающего подачу инструмента (шариков) к обрабатываемой поверхности.
Забор жидкости из сливной емкости общего или индивидуального бака 34 производится через фильтр 35, производится насосом 36 через регулировочный кран 37. Для герметизации верхней части отверстия упрочняемого цилиндра применен эластичный клапан 38 (фиг. 2), закрепленный на подпружиненном штоке 39, перемещающемся во втулке 40. До случая, когда расстояние между опорами коленчатого вала в блоке меньше диаметра отверстий цилиндров, шток 39 фиксируется в угловом положении шпонкой 41, а сам клапан 38 выполнен с подпружиненными раздвижными элементами. Для предохранения полости дробеструйной камеры во время переустановки деталей служит подпружиненная пластина 42, расположенная на подвижной плите 7 (фиг. 1), которая при отсутствии детали на плите 7 закрывает вход в отверстия стаканов 15. Для обеспечения автоматического режима работы установки она оснащена пультом (не показан), концевыми выключателями и путевыми переключателями известных конструкций. Последние 43 - 47 указаны на фиг. 1 - 2 и назначение их приведено в дальнейшем при описании работы установки. В случае обработки негладких цилиндрических отверстий, например резьбы, на клапане 38 устанавливается кольцевая трубка 48 (фиг. 2) с радиальными наклонными отверстиями, соединенная с магистралью рабочей суспензии.
Установка работает следующим образом.
По рольгангу 11 деталь 8 подается на нижнюю плиту 7, которая находится в положении H1, что определяется концевым переключателем 43 с базированием по направляющим 13 и до упорных выточек в фальшцилиндрах 14. Общая команда на автоматической линии обеспечивает подачу воздуха под давлением в воздухопривод 4, который идет вниз и перемещает верхнюю плиту из положения B1 в положение B2, когда подпружиненные клапаны 38 закрывают верхнюю границу отверстий фальшцилиндров, обрабатываемых цилиндров и верхняя плита коснулась полностью верхнего торца блока. Контроль за правильностью выполнения перехода обеспечивают концевые переключатели 44 и 45, размещенные на верхней плите, из которых один 44 - нормально разомкнутый, срабатывающий при упоре в торец детали, и два 45 - нормально замкнутые, обеспечивающие замкнутую цепь при точном попадании в базовые отверстия на детали, определяющие его положение. В дальнейшем верхняя плита 6, проходя положение B2 и нажимная на путевой переключатель 46, обеспечивающий снижение скорости подачи от ускоренной до заданной рабочей, обеспечивает нажим через деталь на нижнюю плиту и их общее перемещение вниз.
При начальном смещении нижней плиты вниз в положение H2 включается концевой переключатель 47, который включает через пульт управления привод вращения сопла 33 или насос 36 подачи рабочей жидкости в распределительную трубу через отверстия сопел 26 и форсунки 25 дробь через сетку 17 эжектируется в корпусах смесительных турбонасадок вращающихся с небольшими оборотами и подается через подводящие сопла к дробефакельной головке 23.
Таким образом, рабочая суспензия - шарики с СОЖ, вылетающие из каждого сопла, сопловых головок, обеспечивает обработку внутренней поверхности всех отверстий детали при своем вращении вокруг осей этих отверстий детали и перемещения детали виз и вверх относительно сопловых головок. После ударов о поверхность детали дробь попадает внутри стаканов 15 в исходное положение (к окнам вращающихся смесительных камер) и процесс продолжается.
Опускание системы верхняя плита - деталь - нижняя плита происходит до положения B3 - H3, когда производится реверсирование подачи посредством переключателя, после чего вся система поднимается в исходное положение в обратном порядке. В период перемещения из H2 до H3 и обратно происходит процесс обработки дробью всей внутренней поверхности отверстия детали по высоте. При подъеме до переключателя 43 происходит отключение насоса 36 и затем останавливаются сопла. Для случая обработки сложных поверхностей, например резьбы и т.п., когда наблюдается налипание дробинок на поверхности детали, на клапане 38 предусматривается кольцевая (или другая форма) - трубка 48 с радиальными наклонными отверстиями, через которые в конце рабочего хода подаются струи профильтрованной жидкости, очищающие поверхность от налипших дробинок.
Установка предназначена для обработки цилиндрических поверхностей деталей и выполнена в виде заполненной рабочей средой камеры. Вертикально направленное сопло-эжектор смонтировано в нижней ее части и приводится во вращение турбонасадкой. Обрабатываемая деталь установлена в верхней части камеры с возможностью перемещения относительно сопловой головки. Установка снабжена воздушно-газовой магистралью и барботажной системой с ареометром. Пневмопривод обеспечивает перемещение верхней плиты и может производить подачу воздушного или газового потока суспензии для подачи рабочей среды к обрабатываемой поверхности детали. В пневмосистему может быть вмонтирована индивидуальная компрессорная установка. Установка обеспечивает широкую возможность получения обработанной поверхности с необходимой степенью наклепанного слоя при определенной твердости и шероховатости. 3 з.п.ф-лы, 3 ил.
| Гидродробеструйная установка для обработки деталей | 1977 |
|
SU1030152A1 |
| Устройство для упрочнения металлических деталей | 1971 |
|
SU513844A1 |
| Двухкамерный дробеструйный аппарат | 1976 |
|
SU575212A1 |
| Устройство для упрочнения дробью металлических деталей типа колпачков, например зубных коронок | 1988 |
|
SU1604586A1 |
| Установка для обработки дробью | 1991 |
|
SU1799717A1 |

